一种钩尾框尾销孔自动分中加工工装的制作方法
- 国知局
- 2024-06-20 16:24:59
本技术涉及钩尾框加工领域,尤其涉及一种钩尾框尾销孔自动分中加工工装。
背景技术:
1、铁路货车锻造钩尾框是车钩缓冲装置的重要组成部分,铁道车辆通过车钩连接起来,车钩通过钩尾销与钩尾框连接,从而保证列车车辆之间连接,组成列车运输并传递牵引力,对于铁路车辆的正常运作起着关键性的作用,在铁路货车运行过程中起着重要的连接及缓冲作用。随着铁路建设的蓬勃发展,列车产出量越来越多,投入运转的列车量也越来越多,相应地,钩尾框的需求量也越来越大。其产品质量直接关系着铁路货运过程的安全性及可靠性。当前锻造钩尾框尾销孔加工采用方式的是测量两侧s面宽度,计算尾销孔中心,调整机床坐标后先加工一侧的尾销孔,再翻转钩尾框,以同样的方式去加工另一侧。这样的方式,生产效率低,且孔中心靠工人测量分配不均,影响两个尾销孔的同轴度。为了提高钩尾框的中分精度及生产效率,急需一种钩尾框尾销孔自动分中的加工工装。
技术实现思路
1、基于上述问题,本实用新型的目的是提供一种钩尾框尾销孔自动分中加工工装,本实用新型采用如下技术方案:
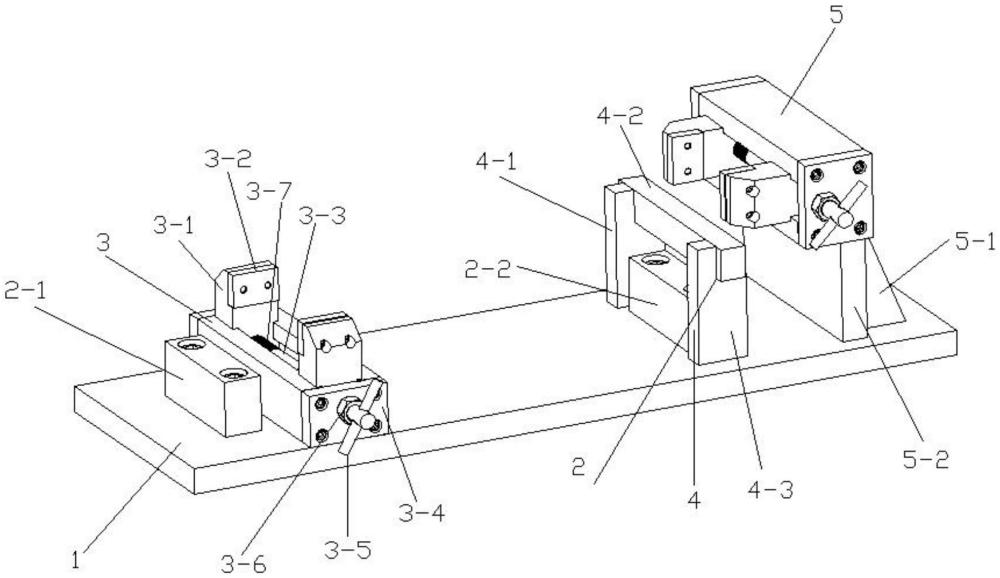
2、本实用新型提供了一种钩尾框尾销孔自动分中加工工装,包括底板,所述底板上设置有左支撑块和右支撑块,所述左支撑块的右侧设置有用于对工件进行对中夹持的第一分中夹紧装置,所述右支撑块的上方设置有定位装置,所述右支撑块的右侧设置有用于对工件进行对中夹紧的第二分中夹紧装置;所述左支撑块、所述右支撑块、所述第一分中夹紧装置、所述定位装置和所述第二分中夹紧装置的长度中线与所述底板的宽度中线在同一竖直平面;所述定位装置包括设置于所述右支撑块上方的定位挡条,所述定位挡条的前后两端下方分别设置有前定位支柱、后定位支柱,所述前定位支柱和所述后定位支柱的底部与所述底板固定连接。
3、优选地,所述第一分中夹紧装置包括两个前后对称布置的夹钳,两个所述夹钳滑动卡接在座体上,所述座体固定连接在所述底板上,所述座体上设置有可转动的螺杆,所述螺杆上设置有两段旋向相反的螺纹段,两段所述螺纹段对称设置,两个所述夹钳分别与相对应的所述螺纹段螺纹连接。
4、优选地,所述螺杆的外露端设置有旋转手柄;所述螺杆的外露端连接有锁紧螺母,所述锁紧螺母抵在所述座体的前壁上。
5、优选地,两个所述夹钳的相对侧均设置有垫块。
6、优选地,所述第二分中夹紧装置的结构与所述第一分中夹紧装置的结构相同;所述第二分中夹紧装置的右下方设置有支架筋板,下方设置有支架立板。
7、优选地,所述后定位支柱和所述前定位支柱的上端在靠近所述第二分中夹紧装置的一侧均设置有l型台阶,所述定位挡条的两端搭接在两个所述台阶的凹陷面。
8、优选地,所述左支撑块和所述右支撑块的高度相同,且高于所述座体的顶面。
9、与现有技术相比,本实用新型的有益技术效果:
10、本实用新型钩尾框尾销孔自动分中加工工装,结构简单,装夹快捷,保证了尾销孔同轴度,定位准确,降低了工人劳动强度,节约了生产成本。
技术特征:1.一种钩尾框尾销孔自动分中加工工装,其特征在于:包括底板(1),所述底板(1)上设置有左支撑块(2-1)和右支撑块(2-2),所述左支撑块(2-1)的右侧设置有用于对工件进行对中夹持的第一分中夹紧装置(3),所述右支撑块(2-2)的上方设置有定位装置(4),所述右支撑块(2-2)的右侧设置有用于对工件进行对中夹紧的第二分中夹紧装置(5);
2.根据权利要求1所述的钩尾框尾销孔自动分中加工工装,其特征在于:所述第一分中夹紧装置(3)包括两个前后对称布置的夹钳(3-1),两个所述夹钳(3-1)滑动卡接在座体(3-4)上,所述座体(3-4)固定连接在所述底板(1)上,所述座体(3-4)上设置有可转动的螺杆(3-3),所述螺杆(3-3)上设置有两段旋向相反的螺纹段(3-7),两段所述螺纹段(3-7)对称设置,两个所述夹钳(3-1)分别与相对应的所述螺纹段(3-7)螺纹连接。
3.根据权利要求2所述的钩尾框尾销孔自动分中加工工装,其特征在于:所述螺杆(3-3)的外露端设置有旋转手柄(3-5);所述螺杆(3-3)的外露端连接有锁紧螺母(3-6),所述锁紧螺母(3-6)抵在所述座体(3-4)的前壁上。
4.根据权利要求3所述的钩尾框尾销孔自动分中加工工装,其特征在于:两个所述夹钳(3-1)的相对侧均设置有垫块(3-2)。
5.根据权利要求4所述的钩尾框尾销孔自动分中加工工装,其特征在于:所述第二分中夹紧装置(5)的结构与所述第一分中夹紧装置(3)的结构相同;
6.根据权利要求1所述的钩尾框尾销孔自动分中加工工装,其特征在于:所述后定位支柱(4-1)和所述前定位支柱(4-3)的上端在靠近所述第二分中夹紧装置(5)的一侧均设置有l型台阶(2),所述定位挡条(4-2)的两端搭接在两个所述台阶(2)的凹陷面。
7.根据权利要求1所述的钩尾框尾销孔自动分中加工工装,其特征在于:所述左支撑块(2-1)和所述右支撑块(2-2)的高度相同,且高于所述座体(3-4)的顶面。
技术总结本技术公开了一种钩尾框尾销孔自动分中加工工装,涉及钩尾框加工领域,其包括底板上设置有左支撑块和右支撑块,左支撑块的右侧设置第一分中夹紧装置,右支撑块上方设置定位装置,右支撑块右侧设置有第二分中夹紧装置;左支撑块、右支撑块、第一分中夹紧装置、定位装置和第二分中夹紧装置的长度中线与底板的宽度中线在同一竖直平面;定位装置包括设置于右支撑块上方的定位挡条,定位挡条的前后两端下方分别设置前定位支柱、后定位支柱,前定位支柱和后定位支柱的底部与底板固定连接。本技术钩尾框尾销孔自动分中加工工装,结构简单,装夹快捷,保证了尾销孔同轴度,定位准确,降低了工人劳动强度,节约了生产成本。技术研发人员:田宇,黄基平,张秀亮,孟庆艳,张学旺,耿佳琪,刘松伟,马丽,孟晓玉,邓淋方,杨国钗,李明,李洋,栾汉青,王双龙受保护的技术使用者:衡水中裕铁信装备工程有限公司技术研发日:20230919技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13453.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表