超薄热管超声辅助振镜激光焊接装置及方法
- 国知局
- 2024-06-20 16:59:35
本发明涉及超薄热管加工,具体指一种超薄热管超声辅助振镜激光焊接装置及方法。
背景技术:
1、在现代通信技术的发展中,5g等手机通信设备的芯片集成度正在不断攀升,这导致了热流密度的显著增加。这种增加对热控制技术提出了更高的挑战,尤其是在保证设备性能和寿命方面。传统的散热解决方案,如散热片和风扇,已经无法满足这些高热流密度场景的需求。
2、超薄平面热管作为一种高效的热管理解决方案,其原理是利用工质的相变(如液态到气态)来传递热量。这种设计使得超薄平面热管在单位面积内的传热性能远超过传统的散热材料,因此,超薄平面热管在高端电子设备中得到了广泛的应用。
3、然而,超薄平面热管的制造过程中存在一些技术难题。目前,超薄热管的制备完成后,通常采用扩散焊、钎焊等封装技术进行封装。这些焊接技术在实现热管与载体之间的牢固连接的同时,其外加的焊料也带来了焊接成形高、制备效率低的问题。此外,由于焊接过程需要在较高温度下进行,这可能会对热管的材料性能产生不利影响,尤其是在热管内部需要承受较高工质蒸汽压力的情况下,高温焊接还可能导致热焊接区发生变形、气泡等问题,这不仅影响了热管的密封性能,也限制了热管的进一步厚度减缩。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中超薄热管焊接效率不高,破坏热管性能的问题,提供一种超薄热管超声辅助振镜激光焊接装置及方法。
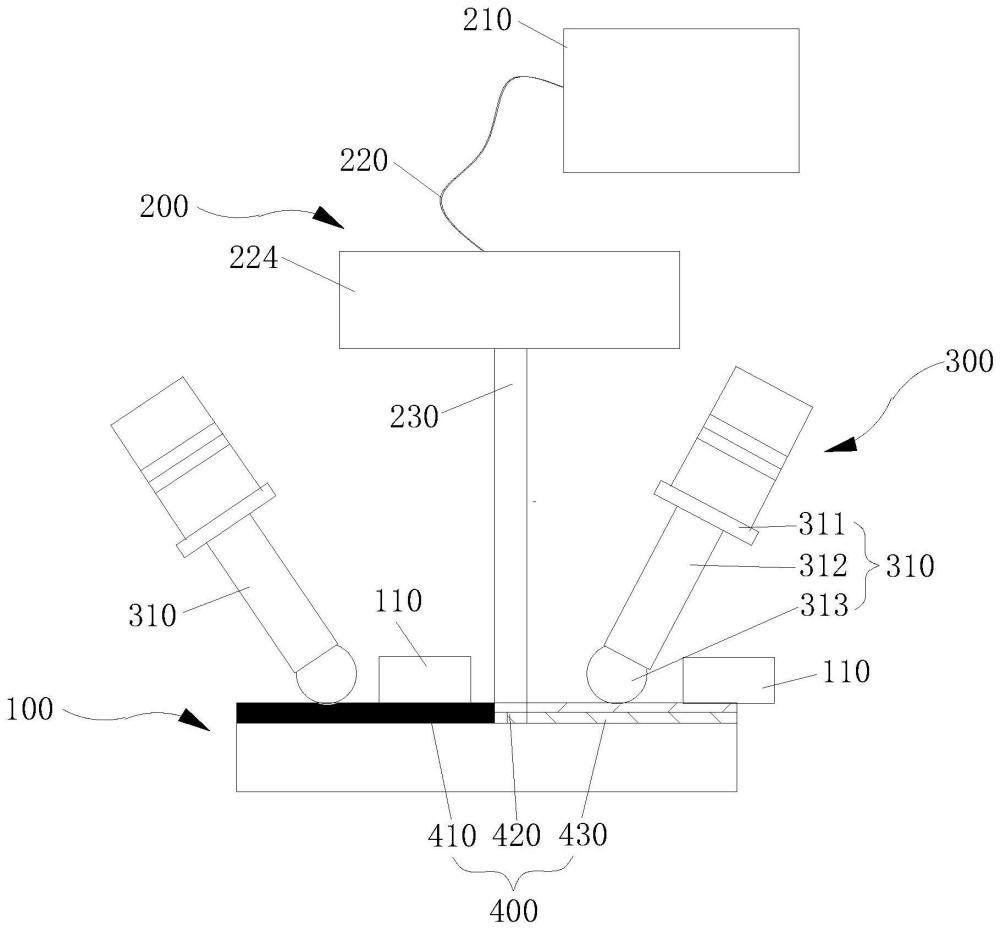
2、为解决上述技术问题,本发明提供了一种超薄热管超声辅助振镜激光焊接装置,其包括:加工平台,待焊接超薄热管固定于所述加工平台上;焊接机构,所述焊接机构设置于所述加工平台上方,其包括激光发生器、振镜及焊接管道,所述焊接管道一端连接所述激光发生器,另一端抵接于所述待焊超薄热管,所述振镜连接于所述焊接管道;均质机构,所述均质机构包括至少两个超声振子,所述超声振子分别抵接于所述待焊超薄热管。
3、在本发明的一个实施例中,所述加工平台还包括移动模组,所述加工平台通过所述移动模组相对于所述焊接机构移动。
4、在本发明的一个实施例中,所述焊接机构还包括光纤,所述光纤两端分别连接所述焊接管道及所述激光发生器。
5、在本发明的一个实施例中,所述待焊超薄热管包括成型区、待焊区以及熔池,所述成型区及所述待焊区分别设置于所述熔池两侧,封装加工前,至少两个所述超声振子分布于至少部分所述成型区和至少部分所述待焊区上。
6、在本发明的一个实施例中,所述超声振子包括变幅杆以及工作端,所述变幅杆一端外接移动设备,另一端连接所述工作端,其中,所述工作端抵接于所述待焊超薄热管。
7、在本发明的一个实施例中,所述超声振子还包括固定法兰,所述变幅杆通过所述固定法兰连接于外部移动设备。
8、在本发明的一个实施例中,所述加工平台上设有至少一个夹具,待焊接超薄热管通过所述夹具固定于所述加工平台上。
9、本发明还提供一种超薄热管超声辅助振镜激光焊接方法,其通过上述的超薄热管超声辅助振镜激光焊接装置进行超薄热管超声滚压焊接封装加工,其包括如下步骤:s1、将待焊超薄热管固定于加工平台上;s2、将均质机构抵接于所述待焊超薄热管上,且对所述待焊超薄热管施加预紧力;s3、通过所述均质机构使所述待焊超薄热管震荡,同时所述加工平台带动其上的待焊超薄热管移动,并通过焊接机构进行激光焊接,焊接过程中通过振镜搅拌熔池,直至完成焊接过程;s4、冷却后得到完成焊接封装的目标超薄热管。
10、在本发明的一个实施例中,步骤s2中,所述预紧力为5-20n。
11、在本发明的一个实施例中,步骤s3中,所述均质机构震荡频率为20-30khz,所述均质机构振幅不超过20μm;所述激光焊接功率不超过150w;所述振镜搅拌速度为2-60次/min。
12、本发明的上述技术方案相比现有技术具有以下优点:
13、本发明所述的超薄热管超声辅助振镜激光焊接装置及方法,通过激光焊接代替传统扩散焊、钎焊等封装技术,同时通过均质机构及振镜的设置使焊接过程更为稳定,避免了焊缝处产生气泡进而影响其整体形貌及密封性能的问题。相比于现阶段常规焊接封装技术来说,本申请不仅实现了超薄热管的封装,同时还兼具致密化焊缝、焊接稳定性好、减小焊接热影响区、减少焊缝气孔、大幅提升焊接质量等显著优势,在超薄热管加工领域具有广阔使用前景。
技术特征:1.一种超薄热管超声辅助振镜激光焊接装置,其特征在于:包括:
2.根据权利要求1所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述加工平台还包括移动模组,所述加工平台通过所述移动模组相对于所述焊接机构移动。
3.根据权利要求1所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述焊接机构还包括光纤,所述光纤两端分别连接所述焊接管道及所述激光发生器。
4.根据权利要求1所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述待焊超薄热管包括成型区、待焊区以及熔池,所述成型区及所述待焊区分别设置于所述熔池两侧,封装加工前,至少两个所述超声振子分布于至少部分所述成型区和至少部分所述待焊区上。
5.根据权利要求1所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述超声振子包括变幅杆以及工作端,所述变幅杆一端外接移动设备,另一端连接所述工作端,其中,所述工作端抵接于所述待焊超薄热管。
6.根据权利要求5所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述超声振子还包括固定法兰,所述变幅杆通过所述固定法兰连接于外部移动设备。
7.根据权利要求1所述的超薄热管超声辅助振镜激光焊接装置,其特征在于:所述加工平台上设有至少一个夹具,待焊接超薄热管通过所述夹具固定于所述加工平台上。
8.一种超薄热管超声辅助振镜激光焊接方法,其特征在于:通过权利要求1~7中任意一项所述的超薄热管超声辅助振镜激光焊接装置进行超薄热管超声滚压焊接封装加工,其包括如下步骤:
9.根据权利要求8所述的超薄热管超声辅助振镜激光焊接方法,其特征在于:步骤s2中,所述预紧力为5-20n。
10.根据权利要求8所述的超薄热管超声辅助振镜激光焊接方法,其特征在于:步骤s3中,所述均质机构震荡频率为20-30khz,所述均质机构振幅不超过20μm;所述激光焊接功率不超过150w;所述振镜搅拌速度为2-60次/min。
技术总结本发明提供了一种超薄热管超声辅助振镜激光焊接装置及方法,其包括:加工平台;焊接机构,焊接机构设置于加工平台上方,其包括激光发生器、振镜及焊接管道,焊接管道一端连接激光发生器,另一端抵接于待焊超薄热管,振镜连接于焊接管道;均质机构,其包括至少两个超声振子,超声振子分别抵接于待焊超薄热管。本申请通过激光焊接代替传统扩散焊、钎焊等封装技术,同时通过均质机构及振镜的设置使焊接过程更为稳定,避免了焊缝处产生气泡进而影响其整体形貌及密封性能的问题。相比于常规焊接封装技术来说,本申请不仅实现了超薄热管的封装,同时还兼具致密化焊缝、焊接稳定性好、减小焊接热影响区、减少焊缝气孔、大幅提升焊接质量等显著优势。技术研发人员:王春举,杨碧琦,陈峰,李辉,贺海东,刘刚,范学良,孙立宁受保护的技术使用者:苏州大学技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14616.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表