管材打磨装置的制作方法
- 国知局
- 2024-06-20 15:10:10
本技术涉及卫浴水暖铜合金管材,尤其是涉及管材打磨装置。
背景技术:
1、卫浴水暖铜合金管材是一种常用于卫生间、浴室等场所的管道材料,通常用于供水和排水系统。这种管材通常由铜合金制成,具有耐腐蚀、耐高温、抗菌性能以及优异的导热性能。该类管材在卫生间、浴室等湿润环境下表现出色,并且相对易于安装和维护。这种材料常用于制作水龙头、淋浴装置、水暖管道等,为家庭和商业场所提供可靠的供水和排水系统。
2、目前,卫浴水暖铜合金管材的中部区域通常需要经过打磨的处理,以改善其表面质量、提升外观,两端则用于与其他部件连接,无需打磨。
3、然而,传统的人工操作,配合打磨设备进行半自动打磨通常需要较长的时间和大量的人力,特别是对于大规模生产的情况,传统的人工打磨存在效率低下的问题,因为其耗时耗力、一致性难以保证。
技术实现思路
1、为了提高卫浴水暖铜合金管材的打磨效率和一致性,本技术提供管材打磨装置。
2、本技术提供的管材打磨装置采用如下的技术方案:
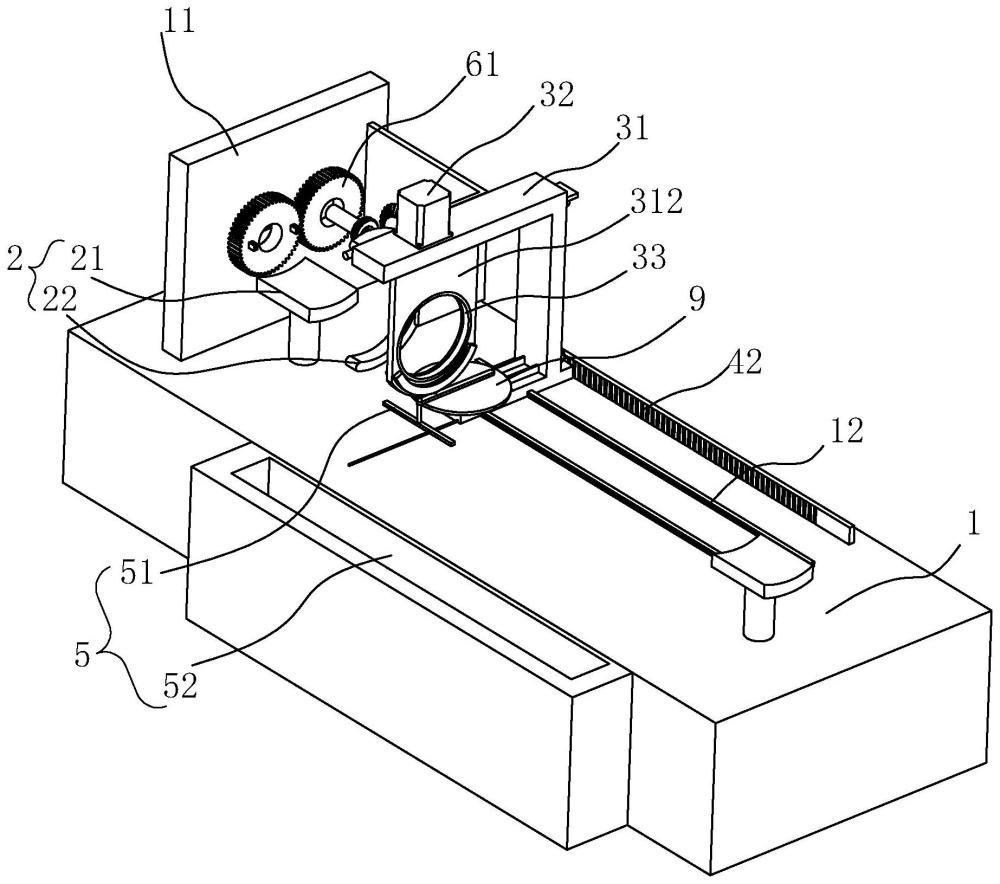
3、管材打磨装置,包括机台,所述机台上固定组件、打磨组件以及滑移组件,所述固定组件包括承载板和两块夹板,所述承载板用于承载管材,所述两块夹板用于抱合管材,所述机台上设置有用于控制所述两块夹板开合的控制组件,所述打磨组件包括滑移座、驱动电机以及磨刀,所述滑移座沿水平方向滑移设置于所述机台上,所述驱动电机安装于所述滑移座上,所述磨刀转动承载于所述滑移座上,所述磨刀套设于管材外侧,所述驱动电机驱动所述磨刀转动,所述滑移组件与所述驱动电机连接,用于控制所述滑移座滑移。
4、通过采用上述技术方案,首先,将待处理的铜合金管材放置于机台上的承载板上,并由两块夹板夹紧,确保管材稳固固定。然后,通过控制组件调节夹板的开合,使其与管材贴合。接下来,启动滑移组件,使滑移座沿水平方向滑移到所需位置。驱动电机启动,驱动磨刀开始旋转,磨刀套设于管材外侧,开始对管材表面进行自动化打磨。滑移组件与驱动电机协同工作,控制磨刀的位置,确保对整个管材表面进行均匀的打磨处理。完成打磨后,停止滑移组件和驱动电机的运行,夹板打开,取下已经打磨完成的管材,上述过程大大提高了打磨效率,进一步实现了打磨质量的一致性。
5、优选的,所述滑移组件包括第一传动齿轮和传动齿条,所述第一传动齿轮转动承载于所述滑移座上,所述驱动电机的输出轴与所述第一传动齿轮之间设置有第一传动组件,所述传动齿条固定于所述机台上,所述传动齿条沿所述机台的长度方向设置,所述传动齿条与所述第一传动齿轮相互啮合。
6、通过采用上述技术方案,启动驱动电机,在第一传动组件的传动下,带动第一传动齿轮转动,又由于传动齿条与第一传动齿轮相互啮合,从而使得第一传动齿轮相对于传动齿条滚动,从而带动滑移座沿机台长度方向滑移。
7、优选的,所述第一传动组件包括第一皮带轮传动机构和连接杆,所述第一皮带轮传动机构的其中一个皮带轮与所述驱动电机的输出轴同轴连接,所述连接杆与所述第一传动齿轮同轴固定,所述第一皮带轮传动机构的另一个皮带轮与所述连接杆同轴固定。
8、通过采用上述技术方案,驱动电机的输出轴转动时,带动第一皮带轮传动机构的其中一个皮带轮转动,在第一皮带轮传动机构的传动皮带的传动作用下,使得第一皮带轮传动机构的另一个皮带轮同步转动,从而带动连接杆以及传动齿轮同轴转动。
9、优选的,所述机台上沿自身长度方向固定有导向杆,所述滑移座的侧壁开设有导向槽,所述导向杆与所述导向槽滑移配合。
10、通过采用上述技术方案,导向杆在机台上的固定为滑移座提供了沿长度方向的准确定位,确保了滑移座在运动过程中的稳定性和精准性。同时,导向槽的设置在滑移座的侧壁上使得导向杆得以有效地滑移,从而实现了导向的平稳运动。
11、优选的,还包括清洁组件,所述清洁组件包括刮杆和废料箱,所述刮杆沿所述机台的宽度方向滑移设置于所述机台的上表面,所述刮杆与所述连接杆之间设置有曲柄连杆滑块机构,所述曲柄连杆滑块机构的转盘与所述连接杆连接,所述曲柄连杆滑块机构的滑块滑移设置于所述滑移座上,所述曲柄连杆滑块机构的滑块与所述刮杆的侧壁固定。
12、通过采用上述技术方案,启动驱动电机后,连接杆转动的同时,带动曲柄连杆滑块机构的转盘运动,以使曲柄连杆滑块机构的滑块往复运动,从而带动刮杆刮机台表面,清除可能残留在机台表面的杂质和废料,将杂质和废料推动至废料箱。
13、优选的,所述控制组件包括第二传动齿轮、转动杆以及第三传动齿轮,所述第二传动齿轮设置有两个,两个所述第二传动齿轮相互啮合且转动承载于所述机台上,其中一个所述第二传动齿轮的侧壁设置有用于夹持管材的夹持块,所述转动杆的一端与另一个所述第二传动齿轮连接,所述第三传动齿轮设置有三个,三个所述第三传动齿轮均转动承载于所述机台上,其中一个所述第三传动齿轮与所述转动杆的另一端同轴固定,另外两个所述第三传动齿轮分别与两块所述夹板固定且与剩余一个所述第三传动齿轮相互啮合。
14、通过采用上述技术方案,插入管材后,管材卡入夹块内,转动管材,带动其中一个第二传动齿轮转动,以使另一个第二传动齿轮转动,并带动转动杆转动,转动杆转动时,其中一个第三传动齿轮同步转动,以使其余两个第三传动齿轮沿相反的方向转动,带动夹板夹持或张开。
15、优选的,所述转动杆与其中一个所述第二传动齿轮之间设置有锁合组件,所述锁合组件包括蜗轮、蜗杆以及两个相互啮合的第一锥齿轮,所述蜗轮与所述第二传动齿轮同轴设置,所述蜗杆转动承载于所述机台上,所述蜗轮与所述蜗杆啮合,两个所述第一锥齿轮分别同轴套设于所述蜗杆和所述转动杆上。
16、通过采用上述技术方案,蜗轮和蜗杆的作用在于提供一种高效的传动机制。蜗轮和蜗杆构成的蜗杆传动系统具有自锁特性,即在停止驱动的情况下,防止反向转动。
17、优选的,所述滑移座上设置有收集板,所述收集板绕设于所述磨刀设置,所述收集板的内壁开设有收集槽。
18、通过采用上述技术方案,收集槽能够对磨刀打磨飞溅的部分杂质和废料进行收集,从而进一步保证了工作环境的整洁。
19、优选的,所述收集板的侧壁开设有废料口,所述废料口设置有密封组件。
20、通过采用上述技术方案,操作人员解除密封组件,以使废料口打开,进而便于收集槽内的杂质和废料从废料口流出,进而清理收集槽。
21、优选的,所述密封组件包括塞堵和复位弹簧,所述塞堵与所述废料口插接配合,所述复位弹簧的与所述塞堵固定,所述复位弹簧的另一端与所述收集板固定。
22、通过采用上述技术方案,操作人员按压塞堵时,塞堵滑移至收集槽内部,复位弹簧被压缩,废料口打开,废料和碎屑从废料口流出,操作人员松开塞堵后,在复位弹簧的弹性作用力下,塞堵重新插入至废料口处,对废料口进行封堵。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1. 承载板用于支撑管材,而夹板则负责固定管材。机台上设有控制组件,用于控制夹板的开合。打磨组件包括滑移座、驱动电机和磨刀。滑移座在水平方向上滑移,由驱动电机控制,而磨刀则安装在滑移座上,并通过电机驱动旋转。磨刀被套设于管材的外侧,从而实现对管材的自动打磨。滑移组件与驱动电机相连,用于控制滑移座的滑动。这一技术方案通过自动化装置的引入,显著提高了打磨效率,同时确保了一致性;
25、2. 启动驱动电机后,连接杆转动的同时,带动曲柄连杆滑块机构的转盘运动,以使曲柄连杆滑块机构的滑块往复运动,从而带动刮杆刮机台表面,清除可能残留在机台表面的杂质和废料,将杂质和废料推动至废料箱。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11597.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表