一种端部带齿或花键结构细长空心轴零件加工方法与流程
- 国知局
- 2024-06-20 15:17:04
本发明属于金属热处理,主要针对轴径比≥10:1、轴长≤2.5m、径向最大等效壁厚≤0.10m的细长空心轴类零件的加工制造。涉及一种端部带齿或花键结构细长空心轴零件加工方法。
背景技术:
1、细长空心轴类零件是机械动力传动领域中的一种基础性零部件,这类零部件通常采取“结构——功能一体化”设计,在轴两端部位设计成齿轮或花键结构,用于扭矩传递,出于减重需要,轴一般为空心结构;为提高端部齿轮/花键部位的耐磨性,通常需要对这些部位进行渗碳或氰化表面改性处理,同时,轴上存在多个轴肩台阶结构。
2、受轴径比过大、整体刚性过弱的影响,这类细长空心轴类零件渗碳/氰化后产生部分挠度变形,淬火后轴向变形更加复杂,挠度变化更大,淬火、回火后,极易导致轴中部结构磨削超差并诱使轴端部齿/花键磨削加工余量不足、部分齿形面无法磨削,产品制造精度无法满足设计要求。
3、相关问题始终困扰整个行业,始终未得到有效解决。
技术实现思路
1、发明目的
2、提供一种端部带齿或花键结构细长空心轴类零件加工方法,针对轴径比≥10:1、轴长≤2.5m、径向最大等效壁厚≤0.10m、轴上存在多个轴肩台阶结构的细长空心轴类零件的加工制造,提高端部带有齿/花键结构细长空心轴类零件渗碳/氰化淬火后的机械加工能力。
3、技术方案
4、一种端部带齿或花键结构细长空心轴零件加工方法,包括如下步骤:
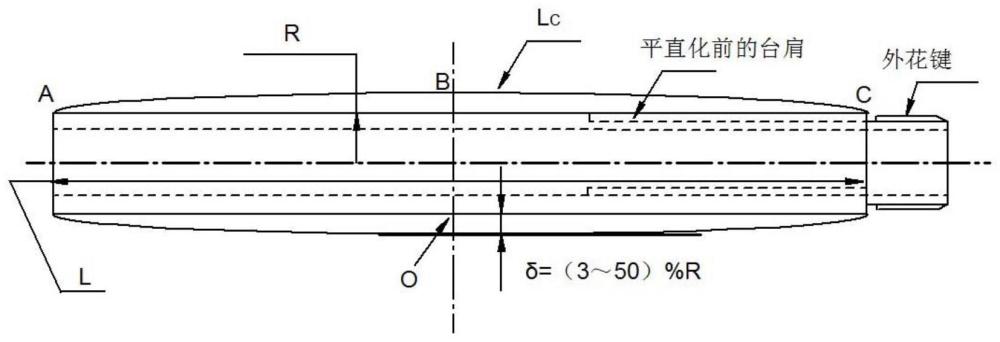
5、步骤一,零件渗碳前,对轴上存在多个轴肩台阶结构的细长空心轴类零件进行平直化,最大限度降低轴肩台阶结构,平直化区域的等效半径为r,平直化区域长度为l。
6、步骤二,确定平直化区域的轴向中点o。
7、步骤三,确定平直化区域的轴向中点等效半径壁厚增厚,平直化后的轴向中点等效半径向空心轴外侧增厚数值δ=(3~50)%r。
8、步骤四,平直化轴向中点最高等效半径数值向轴的平直化两端点逐步降低。
9、步骤五,平直化区域的轴向中点等效半径增厚的轮廓线,沿空心轴心几何回转。
10、步骤六,对轴进行渗碳、淬火、冰冷、回火。
11、进一步地,所述步骤四由平直化轴向中点向平直化轴的两端点逐步过渡降低,过渡形式可以是曲线平滑过渡,见下图1所示。
12、进一步地,曲线平滑过渡可以是椭圆形曲线、可以是抛物线形曲线、可以是对数母线型曲线,可以是反向双曲线形曲线,也可以是其它形式的幂指数形曲线。
13、进一步地,所述步骤四由平直化轴向中点向平直化轴的两端点逐步过渡降低,过渡形式可以是线性过渡,见下图2所示。
14、进一步地,渗碳及淬火过程中,空心轴两侧放置硅酸铝纤维毡,防止渗碳气氛及淬火油流入空心轴内侧。
15、进一步地,选用快速淬火油时,淬火油温选取在(60~90)℃,选用等温淬火油时,淬火油温选取在(170~220)℃。
16、进一步地,零件在渗碳及淬火工艺过程中,采取竖直吊装入炉的方式进行摆放。
17、进一步地,淬火完成后,对空心轴的径向调动进行评价,径向跳动控制数值需控制在工序间技术要求数值的1.5倍范围之内。
18、进一步地,淬火完成后,当径向跳动数值在(1.5~3)倍工序间数值范围内时,可采取校正处理方式,对空心轴进行适当校正。
19、进一步地,平直化区域中点最大等效半径增厚数值,需要结合材料的临界淬透性尺寸进行选取,防止出现非完全淬透的情况。
20、本申请的有益效果在于:
21、本发明一种端部带齿或花键结构细长空心轴类零件加工方法,适用于轴径比≥10:1、轴长≤2.5m、径向最大等效壁厚≤0.10m、轴上存在多个轴肩台阶结构的细长空心轴类零件的加工制造,尤其适用于轴径比(10:1~20:1)、轴长(0.4~1.0)m、径向等效壁厚(0.01~0.03)m的多轴肩台阶结构空心轴的加工制造。原有工艺方法,导致细长空心轴淬火翘曲超差,空心轴在后续机械加工过程中,轴部加工区域经常出现“黑皮”,导致产品合格率极低。
22、采取上述工艺方法后,细长空心轴淬火过程产生的“翘曲”问题,得到大幅改善,零件淬火后的变形数值,可通过机械加工方法进一步改善,能够有效提高细长空心轴工序间产品淬火变形控制精度,大幅降低废品率。相关技术可在中小尺寸细长杆类零件加工制造领域中加以应用。
技术特征:1.一种端部带齿或花键结构细长空心轴零件加工方法,其特征在于,包括如下步骤:
2.如权利要求1所述的方法,其特征在于,所述步骤四由平直化轴向中点向平直化轴的两端点逐步过渡降低,过渡形式为曲线平滑过渡。
3.如权利要求2所述的方法,其特征在于,曲线平滑过渡包括椭圆形曲线、抛物线形曲线、对数母线型曲线,反向双曲线形曲线或的幂指数形曲线。
4.如权利要求3所述的方法,其特征在于,所述步骤四由平直化轴向中点向平直化轴的两端点逐步过渡降低,过渡形式为线性过渡。
5.如权利要求4所述的方法,其特征在于,渗碳及淬火过程中,空心轴两侧放置硅酸铝纤维毡,防止渗碳气氛及淬火油流入空心轴内侧。
6.如权利要求5所述的方法,其特征在于,选用快速淬火油时,淬火油温选取在60℃~90℃,选用等温淬火油时,淬火油温选取在170℃~220℃。
7.如权利要求6所述的方法,其特征在于,零件在渗碳及淬火工艺过程中,采取竖直吊装入炉的方式进行摆放。
8.如权利要求7所述的方法,其特征在于,淬火完成后,对空心轴的径向调动进行评价,径向跳动控制数值需控制在工序间技术要求数值的1.5倍范围之内。
9.如权利要求8所述的方法,其特征在于,淬火完成后,当径向跳动数值在1.5~3倍工序间数值范围内时,采取校正处理方式,对空心轴进行适当校正。
10.如权利要求9所述的方法,其特征在于,平直化区域中点最大等效半径增厚数值,需要结合材料的临界淬透性尺寸进行选取,防止出现非完全淬透的情况。
技术总结本发明属于金属热处理技术领域,主要针对轴径比≥10:1、轴长≤2.5m、径向最大等效壁厚≤0.10m的细长空心轴类零件的加工制造。涉及一种端部带齿或花键结构细长空心轴零件加工方法。细长空心轴淬火过程产生的“翘曲”问题,得到大幅改善,零件淬火后的变形数值,可通过机械加工方法进一步改善,能够有效提高细长空心轴工序间产品淬火变形控制精度,大幅降低废品率。技术研发人员:孙振淋,李宁,崔学威,钱钰,张宇慧受保护的技术使用者:中国航发哈尔滨东安发动机有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11796.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表