一种钩舌及其制造方法、铁道车辆与流程
- 国知局
- 2024-08-01 08:31:13
本申请属于铁道车辆,具体涉及一种钩舌及其制造方法、铁道车辆。
背景技术:
1、铁道车辆主要由车体、走行部、制动装置、车钩缓冲装置和车辆内部设备组成。车钩是车钩缓冲装置的重要部件,车钩用来实现铁路机车和车辆或车辆和车辆之间的连挂,传递牵引力及冲击力,并使车辆之间保持一定距离。钩舌根据不同的加工工艺可以分为铸造钩舌和锻造钩舌,为了提高车钩钩舌使用寿命,铸造钩舌一般会在薄弱位置进行结构加强;锻造钩舌相较于铸造钩舌,可以消除铸造无法避免的组织缩松、夹砂等内部缺陷,可以更好的适应重载需求。
2、根据钩舌常见故障发现,在重载运输工况下,无论铸造钩舌还是锻造钩舌,关键区域钩舌s面及上下牵引凸缘根部圆弧处裂损率较高,严重影响钩舌的寿命。
技术实现思路
1、为解决现有技术中关键区域钩舌s面及上下牵引凸缘根部圆弧处裂损率较高,严重影响钩舌的寿命的技术问题,本申请提供一种钩舌及其制造方法、铁道车辆。
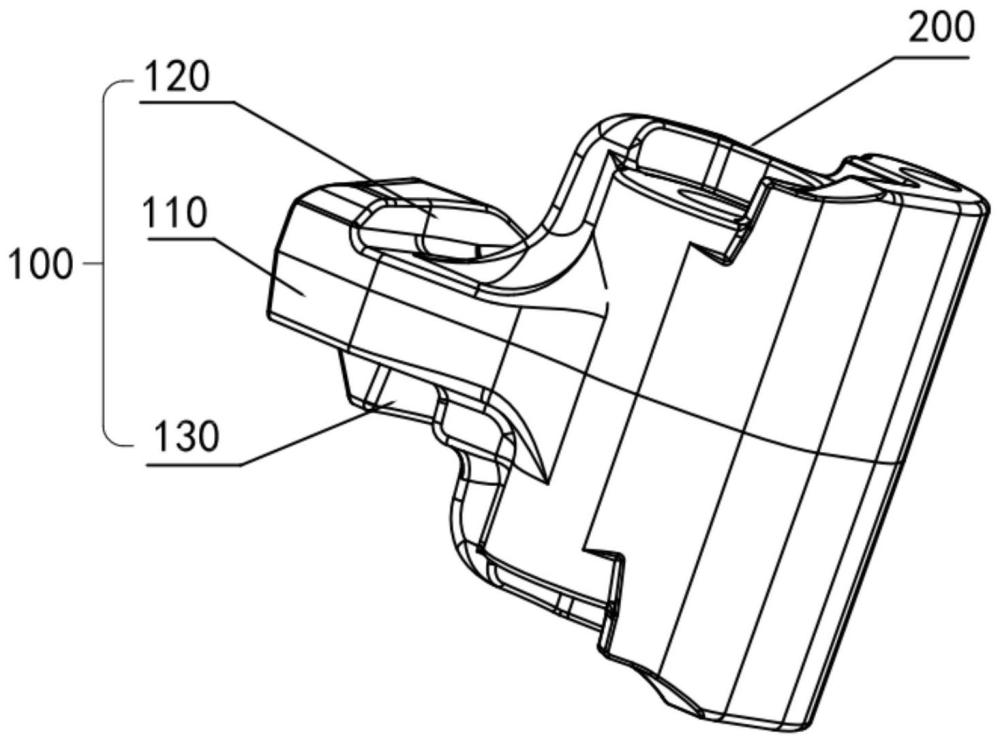
2、本申请的第一方面,提供一种钩舌,包括相互连接的钩舌部和连接部,其中:
3、所述钩舌部包括钩舌本体、上牵引凸缘和下牵引凸缘,所述上牵引凸缘和所述下牵引凸缘分别设置于所述钩舌本体的两侧,所述上牵引凸缘的半径小于所述下牵引凸缘的半径;
4、所述连接部用于与钩体连接。
5、在一些可选的实施方式中,所述上牵引凸缘与所述钩舌本体之间设置有第一根部圆弧,所述下牵引凸缘与所述钩舌本体之间设置有第二根部圆弧。
6、在一些可选的实施方式中,所述第一根部圆弧和所述第二根部圆弧的粗糙度要求需小于ra25。
7、在一些可选的实施方式中,所述钩舌本体与所述连接部之间设置有s面。
8、在一些可选的实施方式中,所述s面的粗糙度要求需小于ra25。
9、在一些可选的实施方式中,所述第一根部圆弧和所述第二根部圆弧的半径均为8-10mm。
10、在一些可选的实施方式中,所述连接部设置有销孔,所述销孔包括依次设置的第一连接孔、第二连接孔和第三连接孔,所述第一连接孔和所述第三连接孔等径,所述第二连接孔的直径大于所述第一连接孔的直径。
11、在一些可选的实施方式中,所述第二连接孔与所述第一连接孔之间通过第一锥面过渡,所述第二连接孔与所述第三连接孔之间通过第二锥面过渡。
12、在一些可选的实施方式中,所述第一锥面与所述第二连接孔的轴线的夹角为20°~30°;所述第二锥面与所述第二连接孔的轴线的夹角为20°~30°。
13、本申请的第二方面,提供一种铁道车辆,包括第一方面所述的钩舌。
14、本申请的第三方面,提供一种基于第一方面所述的钩舌的制造方法,通过铸造工艺进行加工,以使得所述上牵引凸缘的半径小于所述下牵引凸缘的半径。
15、在一些可选的实施方式中,还包括:打磨上牵引凸缘的内侧面与钩舌本体的顶部之间的过渡位置,以形成第一根部圆弧;打磨下牵引凸缘的内侧面与钩舌本体的底部之间的过渡位置,以形成第二根部圆弧;打磨钩舌本体与所述连接部之间形成的s面;所述打磨的方向与钩舌受到的主应力方向一致。
16、本申请的第四方面,提供另一种基于第一方面所述的钩舌的制造方法,通过锻造工艺进行加工,并对上牵引凸缘的内侧面和下牵引凸缘的内侧面进行打磨处理,以使得所述上牵引凸缘的半径小于所述下牵引凸缘的半径。
17、在一些可选的实施方式中,还包括:通过特殊刀具对连接部进行镗孔,得到带有第一锥面和第二锥面的销孔。
18、在一些可选的实施方式中,还包括:打磨上牵引凸缘的内侧面与钩舌本体的顶部之间的过渡位置形成的第一根部圆弧;打磨下牵引凸缘的内侧面与钩舌本体的底部之间的过渡位置形成的第二根部圆弧;打磨钩舌本体与所述连接部之间形成的s面;所述打磨的方向与钩舌受到的主应力方向一致。
19、根据本申请一个或多个实施例提供的一种钩舌,相较于现有技术具有以下有益效果:
20、通过所述上牵引凸缘的半径小于所述下牵引凸缘的半径,与钩体的牵引突缘配合使用时,所述上牵引突缘先与钩体的牵引突缘接触,避免了结构较弱的下牵引突缘先受力,很大程度上解决了偏载集中在下牵引突缘时易发生裂损的问题,从而提升钩舌寿命。
技术特征:1.一种钩舌,其特征在于,包括相互连接的钩舌部和连接部,其中:
2.根据权利要求1所述的钩舌,其特征在于,所述上牵引凸缘与所述钩舌本体之间设置有第一根部圆弧,所述下牵引凸缘与所述钩舌本体之间设置有第二根部圆弧。
3.根据权利要求2所述的钩舌,其特征在于,所述第一根部圆弧和所述第二根部圆弧的粗糙度要求需小于ra25。
4.根据权利要求1所述的钩舌,其特征在于,所述钩舌本体与所述连接部之间设置有s面。
5.根据权利要求4所述的钩舌,其特征在于,所述所述s面的粗糙度要求需小于ra25。
6.根据权利要求2所述的钩舌,其特征在于,所述第一根部圆弧和所述第二根部圆弧的半径均为8-10mm。
7.根据权利要求1所述的钩舌,其特征在于,所述连接部设置有销孔,所述销孔包括依次设置的第一连接孔、第二连接孔和第三连接孔,所述第一连接孔和所述第三连接孔等径,所述第二连接孔的直径大于所述第一连接孔的直径。
8.根据权利要求7所述的钩舌,其特征在于,所述第二连接孔与所述第一连接孔之间通过第一锥面过渡,所述第二连接孔与所述第三连接孔之间通过第二锥面过渡。
9.根据权利要求8所述的钩舌,其特征在于,所述第一锥面与所述第二连接孔的轴线的夹角为20°~30°;所述第二锥面与所述第二连接孔的轴线的夹角为20°~30°。
10.一种铁道车辆,包括权利要求1-9任一项所述的钩舌。
11.一种基于权利要求1-9任一项所述的钩舌的制造方法,其特征在于,通过铸造工艺进行加工,以使得所述上牵引凸缘的半径小于所述下牵引凸缘的半径。
12.根据权利要求11所述的钩舌的制造方法,其特征在于,还包括:打磨上牵引凸缘的内侧面与钩舌本体的顶部之间的过渡位置,以形成第一根部圆弧;打磨下牵引凸缘的内侧面与钩舌本体的底部之间的过渡位置,以形成第二根部圆弧;打磨钩舌本体与所述连接部之间形成的s面;所述打磨的方向与钩舌受到的主应力方向一致。
13.一种基于权利要求1-9任一项所述的钩舌的制造方法,其特征在于,通过锻造工艺进行加工,并对上牵引凸缘的内侧面和下牵引凸缘的内侧面进行打磨处理,以使得所述上牵引凸缘的半径小于所述下牵引凸缘的半径。
14.根据权利要求13所述的钩舌的制造方法,其特征在于,还包括:通过特殊刀具对连接部进行镗孔,得到带有第一锥面和第二锥面的销孔。
15.根据权利要求13所述的钩舌的制造方法,其特征在于,还包括:打磨上牵引凸缘的内侧面与钩舌本体的顶部之间的过渡位置形成的第一根部圆弧;打磨下牵引凸缘的内侧面与钩舌本体的底部之间的过渡位置形成的第二根部圆弧;打磨钩舌本体与所述连接部之间形成的s面;所述打磨的方向与钩舌受到的主应力方向一致。
技术总结本申请公开了一种钩舌及其制造方法、铁道车辆,其中,钩舌包括相互连接的钩舌部和连接部,所述钩舌部包括钩舌本体、上牵引凸缘和下牵引凸缘,所述上牵引凸缘和所述下牵引凸缘分别设置于所述钩舌本体的两侧,所述上牵引凸缘的半径小于所述下牵引凸缘的半径;所述连接部用于与钩体连接。通过所述上牵引凸缘的半径小于所述下牵引凸缘的半径,与钩体的牵引突缘配合使用时,所述上牵引突缘先与钩体的牵引突缘接触,避免了结构较弱的下牵引突缘先受力,很大程度上解决了偏载集中在下牵引突缘时易发生裂损的问题,从而提升钩舌寿命。技术研发人员:王丽娜,陈学良,张金发,刘幻云,刘鹏,周欢,肖光毅,涂智文受保护的技术使用者:中车长江运输设备集团有限公司科技开发分公司技术研发日:技术公布日:2024/1/25本文地址:https://www.jishuxx.com/zhuanli/20240718/232089.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表