圆环灯体壳加工夹具的制作方法
- 国知局
- 2024-08-05 13:50:03
本技术属于灯具加工,具体涉及一种圆环灯体壳加工夹具。
背景技术:
1、在圆形灯具的生产加工过程中,对位于圆形灯具其外侧的环形灯罩进行加工时,需要对环形灯罩进行固定,并且进行移动速度的旋转,从而实现在其环形表面进行加工,旋转加工的过程中,需要对灯罩进行固定,防止其在旋转时出现偏移。现有的固定装置在拆装时操作较为复杂,导致加工的速度变慢。
2、为此,公告号为“cn206426013u”的一种环形灯壳的加工定位装置,包括机架,机架上设置有磁性旋转盘,所述磁性旋转盘的中心设置有定位柱,环形灯壳插接在定位柱上,环形磁铁吸附机构包括环形磁铁,环形磁铁,环形磁铁的内侧设置有橡胶套,橡胶套内壁设置有若干个与定位柱相平行的凹槽;圆形磁铁吸附机构包括圆形磁铁,圆形磁铁的底部边缘设置有环形橡胶垫,环形橡胶垫的底面设置有若干个凸起部,凸起部内设置有弹性金属片,能够改进现有技术的不足,简化了固定装置的拆装操作,提高了加工效率。
3、但是,对于上述环形灯壳的加工定位装置,虽然将环形磁铁和圆形磁铁靠近磁性旋转盘,便可利用磁力将环形灯壳压接在磁性旋转盘上,操作方便,在使用过程中仍然存在以下较为明显的缺陷:通过环形磁铁和圆形磁铁对圆环灯壳的磁吸夹紧,而圆环灯壳在夹紧旋转加工以及钻孔攻牙中,容易使圆环灯壳从环形磁铁和圆形磁铁之间被甩出以及钻孔攻牙产生下压力脱离的问题出现,从而此种环形磁铁和圆形磁铁的磁吸夹紧方式不利于对圆环灯壳的旋转加工。
技术实现思路
1、本实用新型的目的在于提供一种圆环灯体壳加工夹具,以解决上述背景技术中提出的问题。
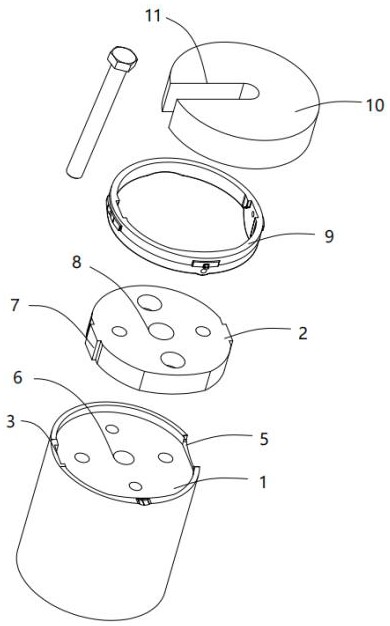
2、为实现上述目的,本实用新型提供如下技术方案:一种圆环灯体壳加工夹具,包括圆柱垫块,以及圆柱垫块端部设置的固定块,所述圆柱垫块的端部设有圆形槽,所述圆形槽的内壁两侧分别开设有限位槽、开口槽,且圆形槽内部的中心位置设有a内螺纹孔,所述固定块的外侧两端对应限位槽、开口槽的位置处均设有限位支撑凸块,所述固定块的端部中心位置处开设有b内螺纹孔,所述固定块的外侧套接有圆环灯壳工件,所述圆环灯壳工件上压接有锁紧压块,所述锁紧压块的端部开设有螺丝开槽。
3、优选的,所述固定块组合在圆形槽的内部并且通过限位支撑凸块与限位槽、开口槽的相适配组合固定,且固定块的端部为外露在圆柱垫块的端部,用于对圆环灯壳工件的定位。
4、优选的,所述圆环灯壳工件通过内壁设置的凹槽限位套接在固定块的端部外侧,且圆环灯壳工件的一侧设有的弧形外凸块限位组合在开口槽的内侧,实现对圆环灯壳工件的定位压紧利于进行旋转加工。
5、优选的,所述锁紧压块套接在圆环灯壳工件的端部并且通过螺丝一端螺纹穿过b内螺纹孔螺纹固定在圆形槽中锁紧,利用锁紧压块对圆环灯壳工件的锁紧固定。
6、优选的,所述圆环灯壳工件的外表面直径大于锁紧压块和圆柱垫块的直径,利于对圆环灯壳工件外表面的钻孔以及攻牙。
7、本实用新型的技术效果和优点:该圆环灯体壳加工夹具,通过将固定块定位放置在圆柱垫块内的圆形槽中,同时将圆环灯壳工件限位套接在固定块端部的外侧,随后将锁紧压块通过锁紧螺丝穿过螺丝开槽、b内螺纹孔和a螺纹孔对锁紧压块锁紧固定在圆环灯壳工件的端部,实现圆环灯壳工件的压紧固定,通过上述的结构组合对圆环灯壳工件的压紧固定,能够在圆环灯壳工件进行通过机床旋转的过程中不会出现被甩出的现象,同时在钻孔和攻牙中不会使圆环灯壳工件由于下压力出现脱离的现象,进而该圆环灯体壳加工夹具利于对圆环灯壳工件的夹紧固定加工,并且便于对圆环灯壳工件的拆装。
技术特征:1.一种圆环灯体壳加工夹具,包括圆柱垫块(1),以及圆柱垫块(1)端部设置的固定块(2),其特征在于:所述圆柱垫块(1)的端部设有圆形槽(3),所述圆形槽(3)的内壁两侧分别开设有限位槽(4)、开口槽(5),且圆形槽(3)内部的中心位置设有a内螺纹孔(6),所述固定块(2)的外侧两端对应限位槽(4)、开口槽(5)的位置处均设有限位支撑凸块(7),所述固定块(2)的端部中心位置处开设有b内螺纹孔(8),所述固定块(2)的外侧套接有圆环灯壳工件(9),所述圆环灯壳工件(9)上压接有锁紧压块(10),所述锁紧压块(10)的端部开设有螺丝开槽(11)。
2.根据权利要求1所述的一种圆环灯体壳加工夹具,其特征在于:所述固定块(2)组合在圆形槽(3)的内部并且通过限位支撑凸块(7)与限位槽(4)、开口槽(5)的相适配组合固定,且固定块(2)的端部为外露在圆柱垫块(1)的端部。
3.根据权利要求1所述的一种圆环灯体壳加工夹具,其特征在于:所述圆环灯壳工件(9)通过内壁设置的凹槽限位套接在固定块(2)的端部外侧,且圆环灯壳工件(9)的一侧设有的弧形外凸块限位组合在开口槽(5)的内侧。
4.根据权利要求1所述的一种圆环灯体壳加工夹具,其特征在于:所述锁紧压块(10)套接在圆环灯壳工件(9)的端部并且通过螺丝一端螺纹穿过b内螺纹孔(8)螺纹固定在圆形槽(3)中锁紧。
5.根据权利要求1所述的一种圆环灯体壳加工夹具,其特征在于:所述圆环灯壳工件(9)的外表面直径大于锁紧压块(10)和圆柱垫块(1)的直径。
技术总结本技术公开了一种圆环灯体壳加工夹具,包括圆柱垫块,以及圆柱垫块端部设置的固定块,所述圆柱垫块的端部设有圆形槽,通过将固定块定位放置在圆柱垫块内的圆形槽中,同时将圆环灯壳工件限位套接在固定块端部的外侧,随后将锁紧压块通过锁紧螺丝穿过螺丝开槽、B内螺纹孔和A螺纹孔对锁紧压块锁紧固定在圆环灯壳工件的端部,实现圆环灯壳工件的压紧固定,通过上述的结构组合对圆环灯壳工件的压紧固定,能够在圆环灯壳工件进行通过机床旋转的过程中不会出现被甩出的现象,同时在钻孔和攻牙中不会使圆环灯壳工件由于下压力出现脱离的现象,进而该圆环灯体壳加工夹具利于对圆环灯壳工件的夹紧固定加工。技术研发人员:侯正均受保护的技术使用者:佛山市南海卡史特金属制品有限公司技术研发日:20231122技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/269360.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表