一种热塑连续纤维型汽车骨架的制作方法
- 国知局
- 2024-08-01 07:37:27
本技术涉及汽车骨架,尤其涉及一种热塑连续纤维型汽车骨架。
背景技术:
1、连续纤维增强热塑性复合材料是以连续纤维作为增强材料,以热塑性树脂为基体,通过将热塑性树脂熔融浸渍的工艺制造的高强度、高刚性、高韧性的复合材料;作为汽车最为主要也是基础的骨架为了提高安全性,这个时候也会用到相应的热塑连续纤维材料,从而提高汽车后期的使用安全性;目前市场上的汽车骨架多由相应的钢管进行焊接成型,而作为汽车底盘,自然而然需要具备更加强的强度,目前的方式也是简单的焊接并打磨处理,尤其在交叉处焊接点更多,且这样焊接的牢固性也是不强的,从而降低了后期的使用安全性;再者就是简单的钢材虽然强度较高,但是还是在抗折弯、抗拉伸以及耐磨程度上不够,从而降低了整体的使用寿命。
技术实现思路
1、为了解决上述问题,本实用新型提出一种热塑连续纤维型汽车骨架,以更加确切地解决了上述背景技术中所提出的问题。
2、本实用新型通过以下技术方案实现的:
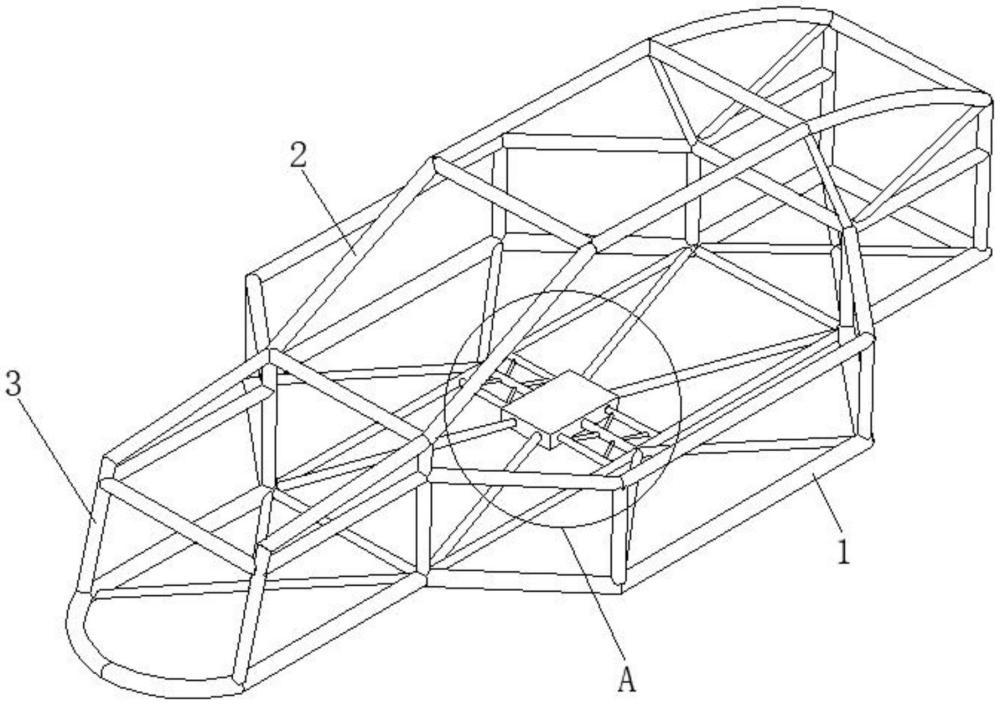
3、实用新型提出一种热塑连续纤维型汽车骨架,包括下部车架骨、上部车架骨和连接杆,所述连接杆固定焊接在下部车架骨和上部车架骨之间,所述下部车架骨的中部分别焊接有第一斜固杆和第二斜固杆,所述第一斜固杆和第二斜固杆的末端连接有加强组件;
4、加强组件包括加强板、第一加强杆、第二加强杆和加强斜杆,所述加强板焊接在第一斜固杆和第二斜固杆的末端,所述第一加强杆和第二加强杆均焊接在加强板的侧边,所述加强斜杆焊接在第一加强杆和第二加强杆之间。
5、进一步地,所述下部车架骨包括抗拉芯、抗折弯层、抗开裂层和连续纤维包裹层,所述抗折弯层固定粘合在抗拉芯的外围,所述抗开裂层固定粘合在抗折弯层的外围,所述连续纤维包裹层固定粘合在抗开裂层的外围。
6、进一步地,所述下部车架骨的端部中间横向焊接有下横固杆,所述上部车架骨的端部中间横向焊接有上横固杆。
7、进一步地,所述下横固杆的外围转动连接有连接架,所述上横固杆的外围转动连接有减震器,所述连接架和减震器的端部安装有车轮。
8、进一步地,所述第一加强杆、第二加强杆和加强斜杆共设置有两组,第一加强杆共设置有两根,第二加强杆共设置有四根,加强斜杆共设置有八根。
9、进一步地,所述抗折弯层由abs树脂材料制成,所述抗开裂层由热塑性聚氨酯材料制成。
10、本实用新型的有益效果:
11、本实用新型通过设置加强组件,第一斜固杆和第二斜固杆交接处能够更好的增加强度,避免简单焊接导致的后期强度不够,从而让整个下部车架骨的承重能力更高。
12、本实用新型通过设置抗拉芯、抗折弯层、抗开裂层和连续纤维包裹层,让车架骨采用的焊接杆能够具备更好的抗拉、抗折弯、抗开裂以及耐磨等性能,从而提高了强度的同时增加了使用寿命。
技术特征:1.一种热塑连续纤维型汽车骨架,包括下部车架骨(1)、上部车架骨(2)和连接杆(3),所述连接杆(3)固定焊接在下部车架骨(1)和上部车架骨(2)之间,其特征在于,所述下部车架骨(1)的中部分别焊接有第一斜固杆(4)和第二斜固杆(5),所述第一斜固杆(4)和第二斜固杆(5)的末端连接有加强组件;
2.根据权利要求1所述的一种热塑连续纤维型汽车骨架,其特征在于,所述下部车架骨(1)包括抗拉芯(101)、抗折弯层(102)、抗开裂层(103)和连续纤维包裹层(104),所述抗折弯层(102)固定粘合在抗拉芯(101)的外围,所述抗开裂层(103)固定粘合在抗折弯层(102)的外围,所述连续纤维包裹层(104)固定粘合在抗开裂层(103)的外围。
3.根据权利要求1所述的一种热塑连续纤维型汽车骨架,其特征在于,所述下部车架骨(1)的端部中间横向焊接有下横固杆(10),所述上部车架骨(2)的端部中间横向焊接有上横固杆(11)。
4.根据权利要求3所述的一种热塑连续纤维型汽车骨架,其特征在于,所述下横固杆(10)的外围转动连接有连接架(12),所述上横固杆(11)的外围转动连接有减震器(13),所述连接架(12)和减震器(13)的端部安装有车轮(14)。
5.根据权利要求1所述的一种热塑连续纤维型汽车骨架,其特征在于,所述第一加强杆(7)、第二加强杆(8)和加强斜杆(9)共设置有两组,第一加强杆(7)共设置有两根,第二加强杆(8)共设置有四根,加强斜杆(9)共设置有八根。
6.根据权利要求2所述的一种热塑连续纤维型汽车骨架,其特征在于,所述抗折弯层(102)由abs树脂材料制成,所述抗开裂层(103)由热塑性聚氨酯材料制成。
技术总结本技术属于汽车骨架技术领域,尤其为一种热塑连续纤维型汽车骨架,包括下部车架骨、上部车架骨和连接杆,所述连接杆固定焊接在下部车架骨和上部车架骨之间,所述下部车架骨的中部分别焊接有第一斜固杆和第二斜固杆,所述第一斜固杆和第二斜固杆的末端连接有加强组件;加强组件包括加强板、第一加强杆、第二加强杆和加强斜杆,所述加强板焊接在第一斜固杆和第二斜固杆的末端,所述第一加强杆和第二加强杆均焊接在加强板的侧边,所述加强斜杆焊接在第一加强杆和第二加强杆之间;本技术通过设置加强组件,第一斜固杆和第二斜固杆交接处能够更好的增加强度,避免简单焊接导致的后期强度不够,从而让整个下部车架骨的承重能力更高。技术研发人员:胡志云,李勇,李志巍受保护的技术使用者:东莞市四维复合材料制品有限公司技术研发日:20231121技术公布日:2024/6/23本文地址:https://www.jishuxx.com/zhuanli/20240722/228253.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表