传送带刮刀及传送带刮刀组件的制作方法
- 国知局
- 2024-08-01 04:30:13
本公开涉及一种传送带刮刀。
背景技术:
1、传送带的刮刀用于清除传送带上所粘附、且因此在被输送的材料离开传送带后仍留在传送带上的材料。对刮刀的功能而言,许多参数是重要的。刮刀需要有稳定的结构,以在使用期间施加应力时保持其形状。刮刀还需要具有良好的磨损特性,以减少因更换刮刀而导致的停机时间。如果需要过于频繁地更换刮刀,由于会浪费资源,这会在经济上和环境上造成问题。当传送带的刮刀操作时,刮刀因可移动传送带施加在其上的摩擦力而会逐渐磨损。在刮刀的使用寿命结束时,大部分刮刀将因磨损而脱落,因此需更换刮刀以保持所需的传送带清洁。更换之后,必须处理旧刮刀的剩余部分。现有技术的刮刀的一个问题是,一旦其使用寿命结束,其剩余部分即会造成相当大的浪费。因此,在本技术领域中需要一种改进的刮刀,以在更换期间减少废弃材料量。
技术实现思路
1、本公开的一目的是单独或以任何组合方式来减轻、缓解或消除现有技术中的上述一个或多个缺陷和缺点。这些和其它的目的至少部分地通过本公开的实施例,特别是优先实施例来实现。
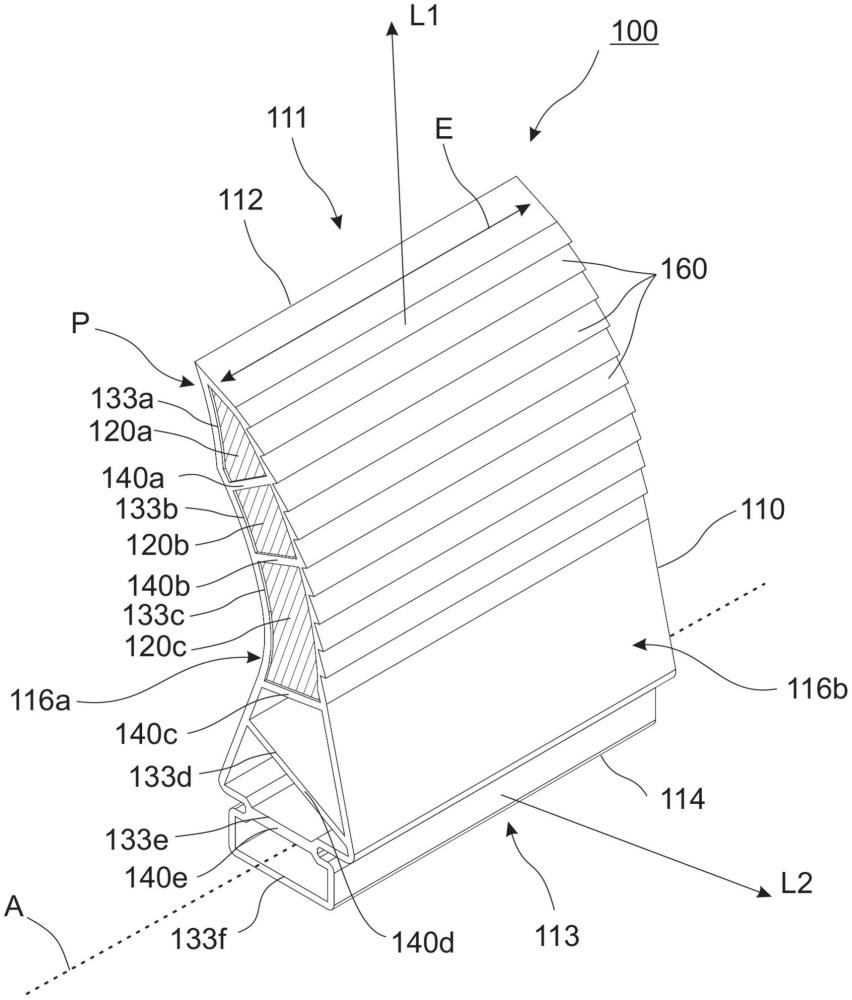
2、根据第一方案,所提供的是一种传送带刮刀,其具有沿刮刀轴线的延伸部,且能够沿平行于刮刀轴线延伸的刮擦区域从传送带表面刮除材料,该传送带刮刀包括:
3、支撑壳结构,具有位于第一端处的刮刀尖端以及位于相对的第二端处的安装基座,且至少在第一端朝向刮刀尖端呈渐缩形(tapered,锥形),以及
4、一个或多个刮刀元件,被设置在支撑壳结构内,以便在第一端处至少部分地填充该支撑壳结构的内部,
5、其中,传送带刮刀被构造和设置为在使用期间磨损,且一个或多个刮刀元件相对于支撑壳结构被设置为使得一个或多个刮刀元件在传送带刮刀的使用寿命结束时完全或部分地磨损,
6、其中,支撑壳结构由第一材料制成,且一个或多个刮刀元件由第二材料制成,而且其中,第一材料和第二材料是不同的。
7、上述传送带刮刀可以具有优点,因为其支撑壳结构允许选择支撑壳结构的哪些部分可以填充有刮刀元件。通过选择性地填充支撑壳结构的那些部分(被磨损直至传送带刮刀的使用寿命结束),将会减少制造传送带刮刀所需的材料的总需求量,且在传送带刮刀的剩余部分被作为废物处理之前,能够利用传送带刮刀的更大部分。使用两种不同材料,还允许彼此独立地选择材料特性。这样能够使具有一个优选特征的支撑壳结构有助于实施传送带刮刀的一个功能,而具有其它特征的刮刀元件有助于实施另一功能。
8、支撑壳结构应被解释为是具有有限厚度的外层。因此,支撑壳结构将是中空的。支撑壳结构的一个目的是限定传送带刮刀的形状且支撑一个或多个刮刀元件。支撑壳结构的另一目的是为传送带刮刀提供结构的完整性。壳结构的一个优点是,使用于保持传送带刮刀的结构形状的材料量最小化。这样能够使用于支撑壳结构和用于一个或多个刮刀元件两者的材料量最小化。由于这个原因,传送带刮刀可能具有较小的环境足迹(footpoint,空间占用)且具有较高经济效益。
9、在使用期间,传送带刮刀将在刮刀与传送带之间的接触点处受到磨损。磨损将发生在刮板接触传送带的位置。新更换的传送带刮刀因此将首先受到支撑壳结构的磨损,直到这一外壳层被磨去、且传送带表面到达刮刀的刮刀元件为止。因此,支撑壳结构既能单独、也能与刮刀元件一起受到磨损。在传送带刮刀的使用寿命结束时,一个或多个刮刀元件完全或部分地磨损。因此,当更换传送带刮刀时,废料将主要或仅仅包括支撑壳结构的剩余部分。由于支撑壳结构的剩余部分并不用于执行任何刮擦,所以支撑壳结构的剩余部分可以被构造和设置为仅提供结构的完整性,与现有技术的刮刀相比,减少了允许这种设计的材料量。
10、传送带刮刀相对于传送带被定位,使得其上端沿刮擦区域与传送带接触。刮擦区域平行于传送带刮刀的延伸部延伸。刮擦区域还大致平行于传送带的旋转轴线延伸。这意味着刮擦区域大致横向于传送带的行进方向延伸。典型地,多个传送带刮刀被设置为彼此相邻,以形成公共传送带刮刀结构,该结构足够长以刮擦传送带的部分的或整个的宽度。
11、如本领域技术人员易于理解的,在使用期间,传送带刮刀的与传送带抵接的活动部件会随传送带刮刀的磨损而逐渐移动。然而,如在本文中使用的,术语“刮刀尖”、“第一端”等始终指未磨损或未被使用的传送带刮刀。
12、根据一些实施例,支撑壳结构沿横向于刮刀轴线的方向完全地封闭一个或多个刮刀元件。这意味着支撑壳结构在横向于刮刀轴线的平面内完全地封闭一个或多个刮刀元件。因此,一个或多个刮刀元件将被完全封闭在三维空间的横向于刮刀轴线的两个维度上。
13、横向于刮刀轴线的方向包括从支撑壳结构的第一端延伸至第二端的第一方向,以及在传送带刮刀之间的连接点处大致沿传送带的移动方向延伸的第二方向。支撑壳结构将从第一方向上的每一侧和从第二方向上的每一侧封闭一个或多个刮刀元件。
14、借助支撑壳结构在两个方向上完全封闭一个或多个刮刀元件,传送带刮刀可以在其整个使用寿命中保持稳定。始终会保留支撑壳结构的一些部件以保持传送带刮刀的结构形状。这样可以确保传送带刮刀能够在整个使用寿命期间与传送带紧密接触。
15、要强调的是,这并不意味着支撑壳结构在所有三个维度上完全封闭一个或多个刮刀元件。支撑壳结构可以被构造为沿刮刀轴线不封闭一个或多个刮刀元件。
16、根据一些实施例,支撑壳结构沿刮刀轴线具有恒定的横截面轮廓。
17、根据一些实施例,通过挤压工艺、注射成型工艺、或3d打印工艺制造支撑壳结构。
18、挤压工艺是用于提供具有支撑壳结构的恒定横截面轮廓的产品的可靠工艺。其允许制造具有相对复杂形状、还具有中空空间的元件。此外,其允许制造具有相对较长长度的元件。这可以允许制造长的传送带刮刀,以允许用单个刮刀覆盖整个刮擦宽度。注射成型工艺也被认为是用于制造支撑壳结构的可靠工艺。其是通用技术并允许制造非常复杂的形状。具体地,其可以允许制造沿刮刀轴线具有变化的横截面轮廓的支撑壳结构。3d打印工艺也被认为是用于制造支撑壳结构的可靠工艺。虽然制造时间可能不太快,但这种方法允许制造非常复杂的形状。此外,更易于实施设计的修改,这是因为不需要设计和制造专用元件,例如在挤压工艺和注射成型工艺中使用的定制模具。
19、根据一些实施例,第二材料包括聚合物。
20、根据一些实施例,第二材料包括聚氨酯或热塑性弹性体。
21、聚氨酯可以提供低摩擦、高耐磨性、以及高强度。另一优点是聚氨酯基刮刀元件可以通过模制形成。第二材料可以是聚氨酯复合材料。热塑性弹性体(tpe)展示出橡胶材料和塑料材料的典型优点。使用热塑性弹性体的益处可以是能够拉伸到适度的伸长率且恢复到其接近原始的形状,从而具有比许多其它材料更长的寿命和更好的物理范围。热塑性弹性体的另一优点可能是,尽管大多数弹性体是热固性的,但热塑性弹性体却在制造中,例如通过注射成型和挤压工艺更容易被使用。热塑性弹性体可以是热塑性聚氨酯(tpu)。热塑性弹性体至少包括:苯乙烯嵌段共聚物(tps(tpe-s))、热塑性聚烯烃弹性体(tpo(tpe-o))、热塑性硫化橡胶(tpv(tpe-v或tpv))、热塑性聚氨酯(tpu(tpu))、热塑性共聚酯(tpc(tpe-e))、以及热塑性聚酰胺(tpa(tpe-a))。来自嵌段共聚物组的tpe材料的实例有cawiton、thermolast k、thermolast m、arnitel、hytrel、dryflex、mediprene、kraton、pibiflex、sofprene、以及laprene。这些苯乙烯嵌段共聚物(tpe-s)中有cawiton、thermolast k、thermolast m、sofprene、dryflex、以及laprene。laripur、desmopan或elastollan是热塑性聚氨酯(tpu)的实例。sarlink、santoprene、termoton、solprene、thermolast v、vegaprene、或forprene是tpv材料的实例。热塑性烯烃弹性(tpo)化合物的实例是for-tece或engage。
22、第二材料也可以包括适于刮擦传送带的其它种类的材料,例如橡胶。
23、还可以将其它化合物混入材料中。作为一示例,碳化物可能适用于传送带刮刀的一些实施例,这是因为它非常耐磨。换言之,刮刀元件可以由包括例如碳化物粉末的材料制成。碳化物粉末可以与诸如聚氨酯的聚合材料混合。还可以提供包括其它陶瓷粉末或石墨烯粉末的刮刀元件。
24、根据一些实施例,第一材料是可生物降解的和/或生物基的。提供可生物降解和/或生物基的第一材料还允许减少对环境的影响。当更换磨损刮刀的剩余部分时,可以按可持续的方式来处理。例如可被破碎成更小的成分且制成堆肥。因此,提供这些材料可以完全消除或至少减少垃圾填埋场的增加。
25、根据一些实施例,第一材料的硬度比第二材料高。材料的硬度可以用肖氏硬度计测量。第二材料的硬度可以为50°-95°肖氏a级,且更优选为70°肖氏a级。当第一材料是比第二材料更硬的材料时,在使用过程中,支撑壳结构可以为传送带刮刀提供保持其形状所需的稳定性。
26、增加支撑壳结构的稳定性可能是有利的,因为允许刮刀元件使用较软的材料,甚至可以使用其硬度在使用期间不能自行保持其形状的材料。较软的材料通常更耐磨,这增加了传送带刮刀的寿命。寿命增加的一优点是因为不需要经常更换传送带刮刀,所以传送带的维护需求减少。
27、根据一些实施例,第一材料包括聚合物。
28、根据一些实施例,第一材料包括下列材料中的一种或多种:热塑性弹性体、聚氯乙烯、丙烯腈-苯乙烯-丙烯酸酯、和聚乙烯。
29、第一材料可以为热塑性聚合物。一种合适的热塑性聚合物可以是丙烯腈-苯乙烯-丙烯酸酯(asa),也被称为丙烯酸苯乙烯丙烯腈,这是一种作为丙烯腈-丁二烯-苯乙烯(abs)的替代物开发的无定形热塑性材料(amorphous thermoplastic)。其为丙烯酸酯橡胶改性苯乙烯-丙烯腈共聚物。其具有高抗紫外线性和机械性能,这使其成为一种适用于挤压工艺的材料。
30、第一材料可以包括可生物降解热塑性弹性体。第一材料可以为两种或更多种化合物的组合物。这两种或更多种化合物可以选自下列材料:热塑性弹性体、聚氯乙烯、或聚乙烯,但也可以选自其它化合物。
31、第一材料和第二材料可以分别为包含相同化合物的相应组合物。例如,第一材料和第二材料可以分别包括特定的热塑性弹性体,或可以分别包括聚氨酯。第一材料与第二材料之间的差异将取决于组合物,其中,组合物中的其它化合物成分可以不同。
32、可选地或附加地,第一材料和第二材料可以包括同一组材料中的不同种类。例如,第一材料可以包括第一热塑性弹性体而第二材料可以包括不同的第二热塑性弹性体。
33、根据一些实施例,支撑壳结构的内部包括多个部分,每个部分限定相应的内部体积。多个部分可以包括一个或多个刮刀部分以及一个或多个中空部分,每个刮刀部分填充有一个或多个刮刀元件中的相应一个。多个部分有利于实现传送带刮刀的特定结构。例如,有益的是仅填充在使用刮刀元件期间磨损的部分。这将减少废料量。可以根据传送带刮刀与传送带之间的接触倾斜度来决定哪些部分将填充有刮刀元件。也可以根据第一材料和第二材料的选择来决定将被填充的部分。中空部分可能是有利的,因为其会进一步减少传送带刮刀的总体积,且当磨损的传送带刮刀在其使用寿命结束被处理时,允许减少废物的体积。中空部分的另一优点是,其因重量较轻而使得传送带刮刀更易于装卸。一个或多个中空部分可以是沿刮刀轴线延伸穿过支撑结构的贯穿式开口。一个或多个刮刀部分可以是沿刮刀轴线延伸穿过支撑结构的贯穿式开口,这些贯穿式开口中的每一个填充有一个或多个刮刀元件中的相应一个。
34、根据一些实施例,一个或多个中空部分包括第一中空部分,该第一中空部分位于安装基座内。第一中空部分可以用于安装传送带刮刀。其也可以用于安装传送带刮刀的附接装置。
35、根据一些实施例,一个或多个中空部分包括第二中空部分,该第二中空部分位于安装基座与一个或多个刮刀部分之间。第二中空部分有助于更有效地利用材料。
36、根据一些实施例,多个部分的相邻部分通过分隔结构彼此分隔开,该分隔结构将支撑壳结构的相对壁互连。这些相对壁可以是在位于第一端处的刮刀尖端与位于第二端处的安装基座之间延伸、且沿刮刀轴线延伸的壁。分隔结构有利于提高支撑壳结构的稳定性。其还能进一步提高传送带刮刀在使用过程中保持其形状的可能性。分隔结构的另一优点是提供了不同部分的明显分隔。这使得具有所需形状和特性的传送带刮刀易于被制造。如在本文中使用的,术语“分隔结构”的意思是限定两个相邻区域/体积之间的边界的任何结构。分隔结构可以是内壁。
37、根据第二方案,提供了一种用于从传送带表面刮除材料的传送带刮刀组件。该传送带刮刀组件包括:
38、根据第一方案的多个传送带刮刀,以及
39、支撑轴,被构造和设置为支撑多个传送带刮刀,以及
40、张紧装置,其能够在支撑轴上施加扭矩或力,以将多个传送带刮刀压向传送带表面。
41、根据本公开的一个示例(供信息参考),提供了一种制造传送带刮刀的方法,包括以下步骤:
42、a)制造步骤:制造由第一材料制成的支撑壳结构,该支撑壳结构具有位于第一端处的刮刀尖端以及位于相对的第二端处的安装基座,且至少在第一端处朝向刮刀尖端呈渐缩形,以及
43、b)设置步骤:将由第二材料制成的一个或多个刮刀元件设置在支撑壳结构内,以便在第一端处至少部分地填充该支撑壳结构的内部。
44、可以通过挤压工艺、注射成型工艺、或3d打印工艺来实现支撑壳结构的制造步骤。
45、将一个或多个刮刀元件设置在支撑壳结构内的步骤可以包括:
46、将液体形式的第二材料供应至支撑壳结构内,以便在第一端处至少部分地填充该支撑壳结构的内部,
47、由此第二材料与支撑壳结构的第一材料结合,以在冷却期间形成粘连结构(coherent structure)。
48、第一材料与第二材料可以是不同的。
49、支撑壳结构可以在单个步骤中作为整体来制造,但也可以分多个部件(in parts)制造,这些部件随后在第二步骤中彼此附接以形成支撑壳结构。作为一示例,可以通过挤压工艺制造支撑壳结构,即制造两个或更多个单独的部分,这些部分随后彼此附接。这种模块化制造工艺可能有利于较长的传送带刮刀,其中,使用例如挤压工艺来制造可能变得具有挑战性。模块化制造工艺提供了额外的优点,即允许在将模块安装在一起之前,在支撑壳结构内提供不沿刮刀方向延伸的加强结构。当引入用于一个或多个刮刀元件的第二材料时,还允许仅使用即将支撑壳结构的部分作为模具。两个或更多个此类部分已填充有第二材料,且第二材料已随后与第一材料粘合以形成粘连结构,这些部分可以彼此附接以形成完整的传送带刮刀。
50、第二方案的效果和特征很大程度上类似于以上结合第一方案描述的效果和特征。关于第一方案所描述的实施例很大程度上与第二方案兼容。还应注意,除非另有明确说明,否则本公开的概念涉及所有可能的特征组合。
51、下文给出的详细描述将使得本公开进一步的适用范围变得显而易见。然而,应理解的是,详细描述和具体示例虽然表明了本公开的优选实施例,但其仅以说明的方式给出,这是因为通过详细描述,本公开范围内的各种改变和修改对于本领域技术人员来说将变得显而易见。
52、因此,应理解,本公开不限于所述装置的特定组成部分或所述方法的步骤,因为这种装置和方法可以变化。还应理解,在此使用的术语仅仅是为了描述特定的实施例,而非为了限制。必须注意,如本说明书和所附权利要求中所使用的,除非上下文另有明确规定,否则冠词“一”、“一个”、“该”和“所述”意在表示存在一个或多个元件。因此,例如,提及“一单元”或“该单元”可以包括若干装置等等。此外,词语“包括”、“包含”、“含有”和类似词语也不排除其它元件或步骤。
本文地址:https://www.jishuxx.com/zhuanli/20240723/216036.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表