用于监测在自动进给系统中移动的部件的系统和方法与流程
- 国知局
- 2024-08-01 04:30:37
本公开涉及一种用于监测在自动化生产线的进给系统中移动的部件的系统和方法。
背景技术:
1、自动化生产线包括由传送系统和控制系统链接的一系列工作站,其中每个站执行特定操作,并且当产品以预定义的生产顺序沿着生产线移动时,逐步处理产品。在工作站处,部件被操纵并装配到其他部件(例如通过组装设备),以形成组装。自动生产线通常采用自动进给系统,该自动进给系统被配置为将产品的部件输送到其预期的工作站。进给系统可以由进给设备和输送管组成。例如,进给系统可以被配置为自动分离批量部件,将它们以指定的取向插入输送管中,并将它们通过管传送到组装设备以连接到产品的其他部件。进给系统通常用于高速率生产环境中,其中部件以连续方式移动通过输送管。进给系统可以以各种速度操作,具有每分钟分配1,000份或更多份的能力。进给系统可用于输送各种类型的部件,尤其包括紧固件、线圈、电子零件、医疗设备部件和管道。
2、快速性、可重复性和可靠性是现代自动化生产线的关键方面。与使用自动进给系统相关联的主要问题之一是,通常不对所供应的部件进行检查,其中,输送到工作站(并且特别是输送到组装设备)的畸形或外来部件不仅可能损害最终产品,而且可能导致故障,并且甚至使整个生产线停止。
3、虽然某些进给设备可以被设计成还用作检查设备,其拒绝畸形零件并防止它们被输送到组装设备,但是制造这种设备是复杂且昂贵的。在部件进入输送管之前手动检查部件将在生产过程中引入额外的步骤,这是耗时且不可靠的。因此,需要用于由进给系统输送的部件的替代性自动检查系统。
技术实现思路
1、下文给出了对所公开的各方面的简要概述,以便提供对这些方面的基本理解。该概述不是这些方面的广泛概述。其不旨在标识关键或重要元素或描绘本公开的范围。
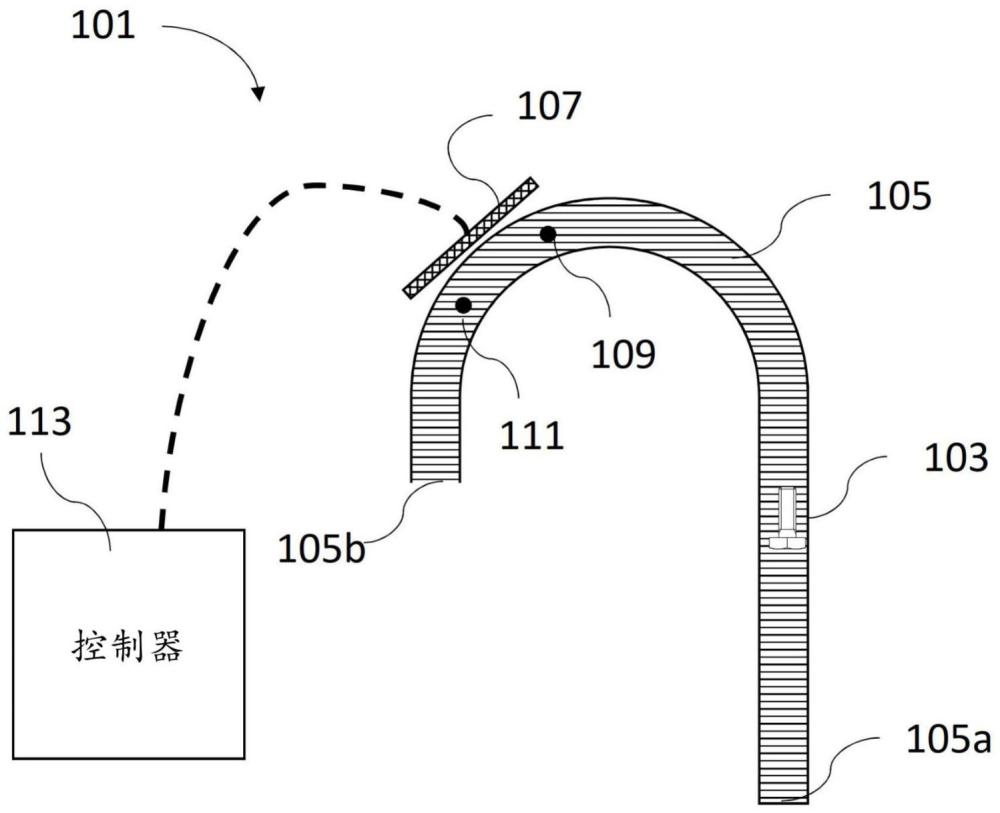
2、本公开的各方面涉及一种用于监测在输送管中移动的部件的系统和方法。输送管可以是进给系统的一部分。如本文所公开的成本有效且自动化的方法和系统与各种自动化制造过程兼容,并且能够测量并且可选地调整部件的速度。分析部件在输送管内移动的速度可用于调整部件输送过程的操作条件和/或区分正常部件和故障部件。例如,当部件的至少一个性质不同于限定的一组性质时,诸如尤其是其形状、重量、尺寸或制造部件的材料,与具有限定的一组性质的正常部件的速度相比,不同的性质将影响部件在输送管内移动的速度。本发明的系统和方法特别适用于监测在自动生产线中被输送到组装设备的各种机械或电气部件。不希望受理论或行为机制的束缚,可以设想,当至少一种性质的差异足够显著以影响组装过程时,该差异也将影响输送管内的部件的速度,使得其可以可测量地与正常部件的速度区分开。
3、本发明的系统和方法基于作为时间的函数的对部件通过沿着输送管的预定点的检测。确定部件在输送管内的至少两个点之间移动所需的时间,同时至少两个点之间的距离是已知的或可以被测量,允许计算部件的速度。确定在具有特定参数和操作条件的系统中采用的多个相同部件的速度允许限定作为正常部件的特性的正常速度范围。正常速度范围可以进一步用作原位监测和分析在具有特定参数和操作条件的输送管中移动的部件的标准。检测到速度在正常速度范围之外的部件可以指示该部件是有缺陷的,例如,具有不同的尺寸或由不同的材料制成,并且因此可能造成影响自动化生产线的风险,例如,通过损坏组装设备和/或停止整个生产过程。本文使用的术语“速度”可以指代确定的速度。可以基于与部件相关的测量的距离和测量的时间间隔来确定速度。
4、本发明的系统和方法还可以防止故障部件到达工作站内的组装区域,特别是组装设备。例如,输送管可以构造成包括接合部(junction),当发现其速度在正常速度范围之外时,该接合部允许将部件从其到组装区域的路线转向。另外,该系统可以包括用于提供警报的装置,诸如指示器。指示器可以被配置用于警告监督生产线的技术人员关于这种故障部件。指示器可以包括视觉显示器、光指示、音频扬声器等。
5、具体操作条件尤其可以包括输送管内的压力。部件的原位测量速度可以进一步用于控制压力。例如,如果多个连续部件各自具有在正常速度范围之外的速度,则管内的压力可以可控地增加或减小(取决于测量的速度),直到后续部件的速度达到正常速度范围内的值。
6、有利地,本发明的监测系统可以与各种类型的输送管一起使用,并且不需要对现有进给系统进行显著的改造或引入复杂的硬件。可以通过一个或多个传感器(诸如连接到相互时间监测系统的位置传感器)来检测部件通过沿着输送管的预定点。传感器信号的分析可以由控制器执行,该控制器被配置为基于从一个或多个传感器接收的信号之间的时间间隔和点之间的距离来计算速度。控制器还可以被配置为将计算出的速度与正常速度范围进行比较,以识别故障部件,引导该部件从其到组装点的路线转向,控制用于提供关于故障部件的警报(例如,针对技术人员)的装置,和/或控制输送管内的压力调节。
技术特征:1.一种用于监测在输送管中移动的部件的系统,所述系统包括:
2.根据权利要求1所述的系统,包括所述输送管和连接到所述输送管的进给设备。
3.根据权利要求2所述的系统,其中,所述输送管被配置为将所述进给设备连接到组装区域。
4.根据权利要求3所述的系统,其中,所述第一点、所述第二点或两者位于与连接到所述组装区域的所述输送管的出口相距至少约20%的所述输送管的长度的距离处。
5.根据权利要求3或权利要求4所述的系统,其中,所述输送管包括连接到所述进给设备的入口、连接到所述组装区域的第一出口和不连接到所述组装区域的第二出口,并且所述控制器被配置为当所述速度在预定速度范围内时允许所述部件从所述入口通过到所述第一出口,并且将速度在所述预定速度范围之外的部件重定向到所述第二出口。
6.根据权利要求5所述的系统,还包括阀,所述阀沿着所述输送管定位并且将所述入口与所述第一出口和所述第二出口连接,其中所述阀可操作地耦接到所述控制器。
7.根据权利要求6所述的系统,其中,所述输送管由在所述入口和所述阀之间延伸的第一区段、在所述阀和所述第一出口之间延伸的第二区段以及在所述阀和所述第二出口之间延伸的第三区段组成,并且所述至少一个传感器沿着所述第一区段定位。
8.根据权利要求6或权利要求7所述的系统,其中,所述控制器被配置为通过致动所述阀来重定向所述部件。
9.根据前述权利要求中任一项所述的系统,其中,所述至少一个传感器被配置为当所述部件通过所述第一点时向所述控制器发送第一信号,并且当所述部件通过所述第二点时向所述控制器发送第二信号。
10.根据权利要求9所述的系统,其中所述至少一个传感器可操作地耦接到时间监测系统,并且其中所述控制器被配置为记录作为时间的函数的所述第一信号和所述第二信号。
11.根据权利要求9或权利要求10所述的系统,其中,所述控制器被配置为确定所述第一信号与所述第二信号之间的时间间隔,并且基于所述时间间隔和所述第一点与所述第二点之间的距离来确定所述部件的速度。
12.根据权利要求9至权利要求11中任一项所述的系统,其中,所述至少一个传感器包括位于所述第一点附近的第一传感器和位于所述第二点附近的第二传感器,并且当所述部件通过所述第一点时,所述控制器从所述第一传感器接收所述第一信号,并且当所述部件通过所述第二点时,所述控制器从所述第二传感器接收所述第二信号。
13.根据前述权利要求中任一项所述的系统,其中:
14.根据前述权利要求中任一项所述的系统,其中:
15.根据前述权利要求中任一项所述的系统,其中,所述至少一个传感器包括位置传感器。
技术总结提供了一种用于监测在自动化生产线中的进给系统的输送管中移动的部件的方法和系统。该方法包括确定移动通过输送管的部件的速度并将该速度与预定速度范围进行比较。系统包括至少一个传感器,该至少一个传感器被配置为当该部件在输送管内通过第一点和第二点时检测该部件;以及控制器,其中至少一个传感器可操作地耦合到控制器。传感器可以被配置为当部件通过第一点时发送第一信号,并且当部件通过第二点时发送第二信号,并且控制器可以被配置为通过测量第一信号和第二信号之间的时间间隔来确定部件的速度。技术研发人员:A·施莱辛格,T·魏登菲尔德,J·德雷受保护的技术使用者:太阳能安吉科技有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/216049.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。