一种冲压型板式空气预热器的制作方法
- 国知局
- 2024-08-01 01:36:29
本技术涉及空气预热器,具体涉及一种冲压型板式空气预热器。
背景技术:
1、近几年来,板式空气预热器在国内石油化工行业的加热炉余热回收系统中应用的越来越多,利用加热炉产生的高温烟气来预热助燃空气,达到余热回收的目的,提高加热炉热效率,节省能源消耗。板式空气预热器因其结构紧凑、传热效率高、不易积灰、重量轻等诸多优点,受到广大用户的青睐。板式空气预热器主要有薄钢板式空气预热器、铸铁板式空气预热器、陶瓷复合板式空气预热器等几种类型,通常组合使用,高温段使用薄钢板式空气预热器,低温段使用铸铁板预热器或陶瓷复合板预热器。低温预热器也可组合其他类型的抗低温露点腐蚀型预热器,如搪瓷管预热器或玻璃管预热器等,组合型式灵活多样,特别适合石化加热炉余热回收系统应用。
2、目前的薄钢板式空气预热器,均采用薄钢板板片做传热元件,板片材质可以是碳钢板、不锈钢板或nd钢板等几种类型。板片均采用折边方式,将横向两边向上或向下折边,竖向两边向相反方向折边,因相邻两边的折边方向相反,板片四角需裁切掉四个小缺角才能实现折边,折弯之后板片一正一反相互重叠焊接成板片组合体,其中一个方向走烟气,另一个方向走空气,为保证空气预热器的传热效率,需要烟气和空气不能泄露和互串。但板片裁角的小缺口处组装时很难焊接处理,往往造成多次返修仍然存在漏气现象,处理难度大,并且板片间距也因缺口处焊接受限而不得不做的间距很大,往往在10mm以上,从而造成空气预热器整体体积很大,造成成本增加。
技术实现思路
1、针对现有技术的缺陷和不足,本实用新型设计了一种冲压型板式空气预热器,可有效解决薄板片四角裁角后密封困难、板片间距大的问题。
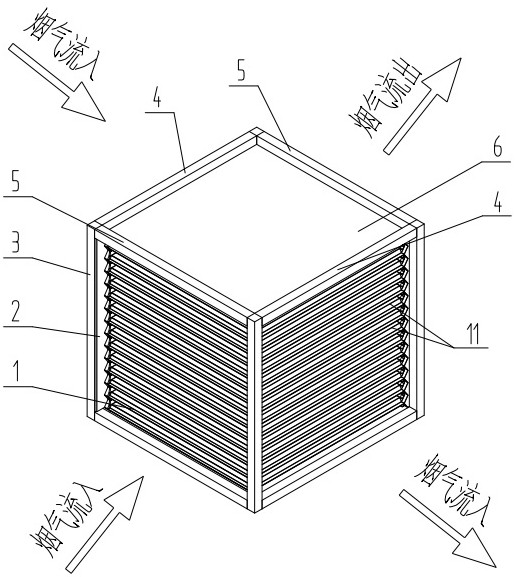
2、为实现上述目的,本实用新型采取以下技术方案:一种冲压型板式空气预热器,包括板片组合体;所述板片组合体为若干冲压成型的薄板板片互相堆叠组成;所述板片组合体整体为长方体结构,并在其上下两面设置由横向方钢、竖向方钢和封板组成的矩形框架;所述板片组合体的四角均设置有竖向布置的锯齿板;所述锯齿板的外部焊接有与其适配的立柱。
3、所述薄板板片为整体冲压而成的矩形薄钢板,且板片横向一组对边向上压制形成向上压边,竖向一组对边向下压制形成向下压边;所述薄板板片的板片四角压制成斜坡形压角;所述斜坡形压角的边线与其中一组压制边外边线平齐。
4、所述薄板板片的板片中间设置有多个成阵列布置的长圆形的凸起;所述凸起一部分为方向向上的上凸起,一部分为方向向下的下凸起;所述上凸起与下凸起交错布置。
5、所述上凸起的凸起高度与向上压边高度一致,下凸起的凸起高度与向下压边高度一致。
6、所述薄板板片中的奇数板片正向放置,偶数板片翻转180°反向放置在奇数板片上,板片四角的斜坡形成锯齿形结构,板片上的凸起相互对齐起到支撑作用,板片四周重叠的压边密封焊接。
7、所述矩形框架上的横向方钢和竖向方钢围成矩形框,矩形框内铺设有封板,封板先与板片组合体最外层的冲压成型的薄板板片密封焊接后再与矩形框密封焊接。
8、所述锯齿板一边为锯齿形结构,锯齿尺寸与上述板片组合体形成的锯齿形结构尺寸一致,组装时两者重叠在一起密封焊接。
9、所述立柱为四根相同长度的方钢,立柱与锯齿板侧面紧贴并布置在锯齿板未开齿部位,与锯齿板密封焊接。
10、综上所述,本实用新型与现有技术相比有益效果如下:
11、板片采用冲压成型工艺,一次成型,四个角无需裁角处理,减少传统板片加工工序,节约时间和成本。
12、板片组合方式简单,奇偶数板片正反放置,组装方便,中间凸起起到好的支撑作用,四周边沿全焊接结构,密封可靠。
13、板片组合后四角呈锯齿形结构,锯齿板安装方便,安装时锯齿板卡进板片组合体的锯齿槽即可进行焊接,可根据焊接需要灵活调节卡进锯齿槽的深度,密封结构简单。
技术特征:1.一种冲压型板式空气预热器,包括板片组合体(1);其特征是:所述板片组合体(1)为若干冲压成型的薄板板片(11)互相堆叠组成;所述板片组合体(1)整体为长方体结构,并在其上下两面设置由横向方钢(4)、竖向方钢(5)和封板(6)组成的矩形框架;所述板片组合体(1)的四角均设置有竖向布置的锯齿板(2);所述锯齿板(2)的外部焊接有与其适配的立柱(3)。
2.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述薄板板片(11)为整体冲压而成的矩形薄钢板,且板片横向一组对边向上压制形成向上压边(101),竖向一组对边向下压制形成向下压边(102);所述薄板板片(11)的板片四角压制成斜坡形压角(103);所述斜坡形压角(103)的边线与其中一组压制边外边线平齐。
3.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述薄板板片(11)的板片中间设置有多个成阵列布置的长圆形的凸起;所述凸起一部分为方向向上的上凸起(104),一部分为方向向下的下凸起(105);所述上凸起(104)与下凸起(105)交错布置。
4.根据权利要求3所述的冲压型板式空气预热器,其特征是:所述上凸起(104)的凸起高度与向上压边(101)高度一致,下凸起(105)的凸起高度与向下压边(102)高度一致。
5.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述薄板板片(11)中的奇数板片(11a)正向放置,偶数板片(11b)翻转180°反向放置在奇数板片(11a)上,板片四角的斜坡形成锯齿形结构,板片上的凸起相互对齐起到支撑作用,板片四周重叠的压边密封焊接。
6.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述矩形框架上的横向方钢(4)和竖向方钢(5)围成矩形框,矩形框内铺设有封板(6),封板(6)先与板片组合体(1)最外层的冲压成型的薄板板片(11)密封焊接后再与矩形框密封焊接。
7.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述锯齿板(2)一边为锯齿形结构,锯齿尺寸与上述板片组合体(1)形成的锯齿形结构尺寸一致,组装时两者重叠在一起密封焊接。
8.根据权利要求1所述的冲压型板式空气预热器,其特征是:所述立柱(3)为四根相同长度的方钢,立柱(3)与锯齿板(2)侧面紧贴并布置在锯齿板(2)未开齿部位,与锯齿板(2)密封焊接。
技术总结本技术公开了一种冲压型板式空气预热器,包括板片组合体;所述板片组合体为若干冲压成型的薄板板片互相堆叠组成;所述板片组合体整体为长方体结构,并在其上下两面设置由横向方钢、竖向方钢和封板组成的矩形框架;所述板片组合体的四角均设置有竖向布置的锯齿板;所述锯齿板的外部焊接有与其适配的立柱。本技术采用冲压成型工艺,一次成型,四个角无需裁角处理,减少传统板片加工工序,节约时间和成本;板片组合方式简单四周边沿全焊接结构,密封可靠。技术研发人员:雷玉锋,李腾飞,吴克元,宋祥,韩永辉,高松受保护的技术使用者:河南方圆工业炉设计制造有限公司技术研发日:20230918技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240724/205974.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表