切削液集中配制系统的制作方法
- 国知局
- 2024-07-29 11:56:40
本技术涉及冷却润滑装置的,具体为切削液集中配制系统。
背景技术:
1、切削液是在金属工件切削、磨加工过程中,用来冷却和润滑刀具以及加工件的工业用液体,在切削中合理的使用切削液不仅能减小刀具与工件加工表面的摩擦,还能降低切削力和切削温度、减小刀具磨损、提高已加工表面质量。
2、切削液在配制时,需要将原液与一定比例的水进行稀释搅拌,使切削液达到一定的配比浓度,从而控制切削液的ph值,以防止切削液受到细菌侵入,避免腐蚀工件、刀具和机床。而在实际生产中,通常用配液装置对切削液进行统一配制,然后再输送至各生产线,如现有技术“一种切削液集中供液装置”(公告号:cn207930396),通过搅拌机配合压缩气体管道实现对切削液的配制,但是现有技术仍然存在如下技术问题:
3、现有技术的压缩气体管道从配液箱的顶部伸入箱体中部,压缩空气从上往下通入,对切削液进行搅拌,然而气体本身的密度比水小,空气从压缩气体管道口喷出后就会上升并排出配液箱,导致配液箱底部的切削液不容易被搅拌均匀。
技术实现思路
1、本实用新型提供切削液集中配制系统,可以解决现有的切削液配制装置在配液时,其配液箱底部的溶液不容易被搅拌均匀的问题。
2、本申请提供如下技术方案:切削液集中配制系统,包括配液箱和与配液箱连通的输送管道;
3、还包括搅拌机构,所述搅拌机构包括主气管和与主气管连通的环形气管,所述主气管远离环形气管的一端伸出配液箱,所述环形气管中间连通有网状管道,所述网状管道呈“井”字形,所述环形气管和网状管道位于配液箱的底部;所述环形气管与网状管道上均等距离开设有气孔,所述气孔的开口方向竖直向上。
4、有益效果:主气管可连接空气压缩机,压缩空气从主气管进入到和环形气管和网状管道,并从气孔向上喷出,配液箱底部的溶液在压缩空气的喷吹下更容易被拌匀,且压缩气体密度比溶液小,使得从气孔喷出后的压缩气体能够从配液箱底部一直朝配液箱顶部上冲,从而对整个配液箱的溶液都进行搅拌,从而提升切削液配制时的均匀性。
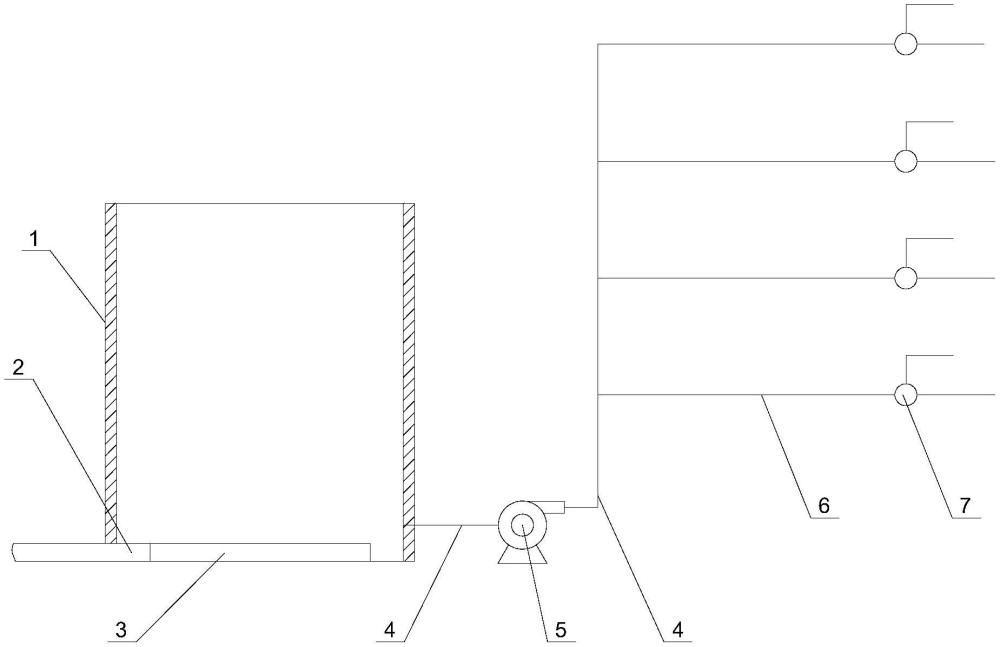
5、进一步,所述输送管道包括输送主管,所述输送主管的一端与配液箱的底部连通,所述输送主管的另一端连通有多个输送支管。
6、有益效果:输送主管用于将配液箱与各个输送支管连通,设置多个输送支管便于与生产线上的机床水箱连通,从而将配制好的切削液输送到各条生产线。
7、进一步,所述输送支管与配液箱之间的输送主管上设有输送泵,所述输送泵为变频增压泵。
8、有益效果:输送泵便于将配液箱内的切削液泵入各个输送支管中,采用变频增压泵可降低噪音,实现切削液的精准输送。
9、进一步,所述输送支管远离输送主管的端部设有球阀。
10、有益效果:输送支管连接到各个生产线上的机床水箱,球阀可控制输送支管的通断,便于在需要时打开球阀,向机床水箱内补充切削液。
11、进一步,所述气孔上还装有柔性的喷嘴。
12、有益效果:柔性的喷嘴能够是空气在喷吹时,使压缩空气从任意方向喷入切削液,从而提升切削液搅拌的均匀性。
13、进一步,相邻气孔之间的间距为9cm-10cm,所述气孔的直径大小1cm-2cm。
14、有益效果:对气孔的间距进行限定,使得压缩空气能够在配液箱的固定部位进行喷吹,使压缩空气均匀的覆盖整个配液箱,同时对气孔大小进行限定,使得压缩空气按照一定压力进行喷吹,提升切削液的搅拌效果。
技术特征:1.切削液集中配制系统,包括配液箱和与配液箱连通的输送管道;其特征在于:
2.根据权利要求1所述的切削液集中配制系统,其特征在于:所述输送管道包括输送主管,所述输送主管的一端与配液箱的底部连通,所述输送主管的另一端连通有多个输送支管。
3.根据权利要求2所述的切削液集中配制系统,其特征在于:所述输送支管与配液箱之间的输送主管上设有输送泵,所述输送泵为变频增压泵。
4.根据权利要求3所述的切削液集中配制系统,其特征在于:所述输送支管远离输送主管的端部设有球阀。
5.根据权利要求4所述的切削液集中配制系统,其特征在于:所述气孔上还装有柔性的喷嘴。
6.根据权利要求5所述的切削液集中配制系统,其特征在于:相邻气孔之间的间距为9cm-10cm,所述气孔的直径大小1cm-2cm。
技术总结本技术涉及冷却润滑装置的技术领域,具体为切削液集中配制系统,包括配液箱和与配液箱连通的输送管道;还包括搅拌机构,所述搅拌机构包括主气管和与主气管连通的环形气管,所述主气管远离环形气管的一端伸出配液箱,所述环形气管中间连通有网状管道,所述网状管道呈“井”字形,所述环形气管和网状管道位于配液箱的底部;所述环形气管与网状管道上均等距离开设有气孔,所述气孔的开口方向竖直向上。本技术使切削液集中配制的,并通过搅拌机构提升配制时切削液的均匀性,保证设备切削液浓度恒定,提升设备加工质量。技术研发人员:王海青受保护的技术使用者:重庆渝江压铸股份有限公司技术研发日:20231208技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240725/138161.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表