一种工字钢压料定位夹具的制作方法
- 国知局
- 2024-08-05 13:12:10
本技术涉及一种工字钢压料定位夹具。
背景技术:
1、目前来说国内轧钢产线的定位一般采用水平挤压和竖直下压 ,两种方式。工字钢在定尺精整工艺过程中,一般采用冷切电锯进行分段定尺锯切,为了提升效率适合规模化生产的需求,均采用多根定尺锯切,在冷锯锯切过程中首先要先对工字钢进行定位夹持,工字钢定位夹具保证冷切电锯在锯切过程中工字钢不发生位移、翻转、倾斜。定位夹具的功能的好坏直接影响锯切的截面质量和锯切的工作效率以及锯片的使用寿命。巨峰公司采用的工字钢定位夹具:是利用液压缸驱动推头对工字钢进行水平方向上进行挤压,使得工字钢并排相互靠紧来完成定位动作。此种形式工字钢并排紧靠,在锯切过程中易产生叠加截面,增加切面面积,造成锯切阻力增大,严重影响锯切效率。而且在推夹过程中,工字钢总长为50米左右,推挤过程使得工字钢局部发生位移,致使工字钢产生弹性变形,在锯切过程中造成工字钢变形回弹,摩擦锯片,缩短锯片使用寿命,位移量较大时会造成工字钢锯切截面倾斜,影响锯切质量或者造成加锯现象。
技术实现思路
1、本实用新型的目的在于提供一种工字钢压料定位夹具,该机构运行过程中对工字钢进行夹持,不会产生二次变形和弹性变形,不会对锯片产生夹锯现象。
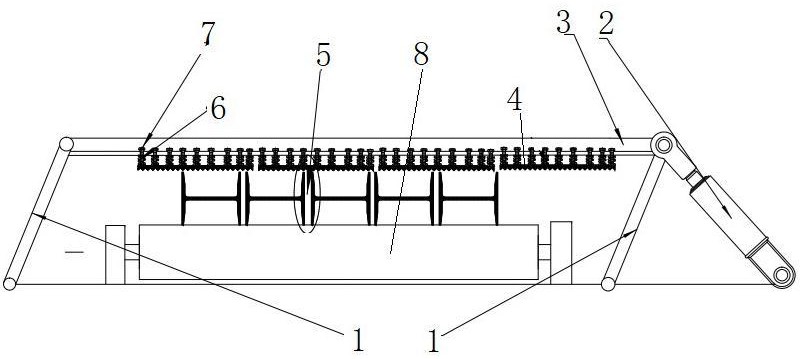
2、本实用新型采用的技术方案是,一种工字钢压料定位夹具,包括机架以及驱动液压缸,在机架两侧部分别铰接着一根支撑连杆,支撑连杆顶端之间铰接着一根压料主力臂,压料主力臂底面下分别通过竖向均匀分布的压缩弹簧安装着若干块压料定位腹板,所述的驱动液压缸其活塞杆上端与压料主力臂的一侧端铰接在一起,通过驱动液压缸向下拉动压料主力臂对传动辊道上的工字钢进行下压夹持定位,两根支撑连杆、压料主力臂之间构成平行四边形结构。
3、利用多连杆机构运动原理,设计一套多连杆机构。在辊道外部两侧制作两个连杆铰轴支点,和传动辊道基础相连焊固。根据现场实际应用要求,(利用现场非尺阴极扁钢)制作两套等长支撑连杆。上部分的压料主力臂采用两根阴极扁钢制作。利用螺栓直接将压料腹板与压料主力臂链接,中间夹装弹簧。根据现场实际情况在压料定位机构外部安装驱动液压缸。冷切电锯前后工作位置平行安装两套压料机构。
4、本实用新型有以下几大优点:1.造价低廉,制造材料均采用生产废料制造。2.机构结构简单,驱动部位设计在辊道外部,便于设备维护和保养,也便于设备点检。3.该机构运行过程中对工字钢进行夹持,不会产生二次变形和弹性变形,不会对锯片产生夹锯现象。4.该机构夹持工字钢过程中,定位精准,工字钢不会发生位移,提升工字钢锯切截面的质量。5.该机构对工字钢夹持后工字钢之间保留一定的间隙,在锯切过程中锯切截面变化量不会产生较大变化,电锯负载较为平稳,避免过电流现象的出现。6.工字钢间隙也有利于锯片的降温,增加锯片使用寿命。7.采用四连杆机构动作直接,效率较高。8.架构优势,在液压缸驱动侧调整液压缸在支撑连杆的铰轴位置,可以有效调整动作速度。9.以原有设备为基础可以安装在任何合适位置,不改变设备的原有设计。采用新技术后在保证正常工艺流程未改变,提升作业效率,提高了产品截面质量,延长设备的使用寿命,降低了设备维护。适用于规模生产产线工字钢、h型钢、圆钢、角钢、螺纹钢等定尺锯切的定位,适合大规模流水线作业。
技术特征:1.一种工字钢压料定位夹具,包括机架以及驱动液压缸,其特征是:在机架两侧部分别铰接着一根支撑连杆,支撑连杆顶端之间铰接着一根压料主力臂,压料主力臂底面下分别通过竖向均匀分布的压缩弹簧安装着若干块压料定位腹板,所述的驱动液压缸其活塞杆上端与压料主力臂的一侧端铰接在一起,通过驱动液压缸向下拉动压料主力臂对传动辊道上的工字钢进行下压夹持定位,两根支撑连杆、压料主力臂之间构成平行四边形结构。
技术总结本技术公开了一种工字钢压料定位夹具,包括机架以及驱动液压缸,在机架两侧部分别铰接着一根支撑连杆,支撑连杆顶端之间铰接着一根压料主力臂,压料主力臂底面下分别通过竖向均匀分布的压缩弹簧安装着若干块压料定位腹板,所述的驱动液压缸其活塞杆上端与压料主力臂的一侧端铰接在一起,通过驱动液压缸向下拉动压料主力臂对传动辊道上的工字钢进行下压夹持定位,两根支撑连杆、压料主力臂之间构成平行四边形结构。技术研发人员:朱天向,李强受保护的技术使用者:新疆八一钢铁股份有限公司技术研发日:20240121技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/266295.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。