超滑片的自动加工方法
- 国知局
- 2024-07-27 12:35:06
本发明涉及结构超滑的技术领域,具体涉及一种超滑片的自动加工方法。
背景技术:
长期以来,摩擦和磨损问题,不但与制造业密切相关,还与能源、环境和健康直接相关。据统计,全世界约三分之一的能源在摩擦过程中被消耗掉,约80%的机器零部件失效都是由磨损造成的。结构超滑是解决摩擦磨损问题的理想方案之一,结构超滑是指两个原子级光滑且非公度接触的范德华固体表面(如石墨烯、二硫化钼等二维材料表面)之间摩擦、磨损几乎为零的现象。
现有制备微米尺度超滑片的方法是,首先通过涂覆并构图光刻胶,然后刻蚀光刻胶及未被光刻胶保护的部分石墨,在hopg材料表面形成若干尺寸在微米尺度的石墨岛。随后人工依次推开这些石墨岛,形成超滑滑移面,形成有超滑滑移面的滑块即为超滑片,但是人工推出超滑片的效率较低,且该方法难以直接应用于批量的制备中。
技术实现要素:
本发明的目的在于提供一种超滑片的自动加工方法,以解决现有技术中存在的人工生产加工超滑片的效率较低的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种超滑片的自动加工方法,包括如下步骤:
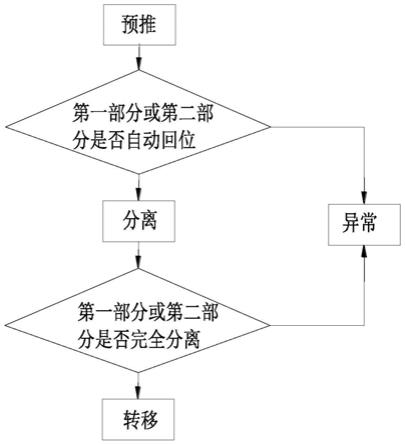
预推,发出预推指令,推动超滑岛,使得所述超滑岛滑动且部分分离为第一部分和第二部分,判断所述第一部分或所述第二部分是否自动回位;
分离,若所述第一部分或所述第二部分自动回位,则发出分离指令,推动所述第一部分或第二部分,使得所述第一部分和所述第二部分完全分离,判断所述第一部分和所述第二部分是否完全分离;
转移,若所述第一部分和所述第二部分完全分离,则发出转移指令,将所述第一部分或所述第二部分移动至目标基底上。
进一步地,在所述预推的步骤中,施加给所述超滑岛的推力为f1;在所述分离的步骤中,施加给所述第一部分或第二部分的推力为f2,且f1小于f2。
进一步地,在所述预推步骤中,朝向特定方向推动所述超滑岛,所述第一部分和所述第二部分之间错开且不完全分离。
进一步地,在所述预推步骤中和所述分离步骤中,施加于所述超滑岛、所述第一部分或所述第二部分的正压力均小于500μn。
进一步地,在所述分离步骤中,分别从所述超滑片的侧边和顶部推动所述第一部分或所述第二部分。
进一步地,在所述预推步骤和所述分离步骤中,判断所述第一部分或所述第二部分是否自动回位和是否完全分离的方法为:
摄像元件朝向所述超滑片拍摄,拍摄时间分别为第一时间t1、第二时间t2和第三时间t3,所述第一时间t1是所述超滑片推出前,所述第二时间t2和所述第三时间t3均是所述超滑片推出后,且所述第三时间t3在所述第二时间t2之后。
进一步地,若所述第一时间t1和所述第三时间t3的图形重合,且所述第一时间t1和所述第二时间t2的图形不重合,则所述第一部分或所述第二部分自动回位。
进一步地,若所述第一时间t1、所述第二时间t2以及所述第三时间t3的图形均不重合,则所述第一部分和所述第二部分完全分离。
进一步地,所述第一部分或所述第二部分的自动回位的时间为te,且te的时长与推出长度、解离面能系数和超滑片的面积成正比,且所述t2<te<t3。
进一步地,在转移超滑片的步骤中,还需要获取所述超滑片与所述目标基底的接触度。
本发明提供的超滑片的自动加工方法的有益效果在于:与现有技术相比,本发明的超滑片的自动加工方法,能够实现超滑片的自动加工、超滑判断以及超滑片的自动转移,在进行超滑片的分离前,先进行预推再将超滑片进行分离,能够自动化的验证超滑岛的超滑性能,还可以将第一部分和第二部分预分离,提前判断超滑片的超滑性能,验证超滑后再进行分离和转移,能够有效地提高加工出的超滑片的良品率,提高生产和加工的效率,避免浪费较多时间在于“废品”上。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的超滑片自动加工设备的立体结构示意图;
图2为本发明实施例提供的超滑片的自动加工方法的流程图。
附图标记说明:
1、载台;2、第一监测组件;3、转移组件;4、第二监测组件;5、超滑片;6、目标基底;21、纵向显微镜;22、摄像元件。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
由于长期未能实现大尺度的超滑,近十多年来文献上常常将摩擦系数为千分之一量级或更低的现象,称作为“超滑”;而将最初的由于非公度接触导致的摩擦磨损几乎为零的现象,改称为“结构润滑”,本发明所指“超滑”特指由于非公度接触导致的摩擦磨损几乎为零的现象。
此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
请一并参阅图1及图2,现对本发明提供的超滑片的自动加工方法进行说明。所述超滑片的自动加工方法一般应用于超滑片自动加工设备中,该设备包括载台1、用于监测所述超滑片5和所述目标基底6位置的第一监测组件2,以及用于转移所述超滑片5的转移组件3,所述载台1上设有用于加工超滑片5的第一区域和用于放置目标基底6的第二区域;所述第一监测组件2设于所述载台1的上方,且所述第一监测组件2的视野朝向所述载台1;所述转移组件3工作时,转移组件3的至少一部分位于所述第一监测组件2和所述载台1之间,且所述转移组件3位于所述第一监测组件2的视野范围内。
其中,转移组件3一般是指微针、探针或弹性印章等转移头对超滑片5进行转移,且转移组件3在转移超滑片5时,不会对目标基底6产生遮挡,避免观察目标基底6和超滑片5上的亮度变化。驱动部件用于驱动转移组件3移动,该驱动部件可以直接选用现有技术中常规采用的三轴运动平台或纳米机械手等,此处不做唯一限定。
第一监测组件2可以在纵向上观察载台1、转移组件3、目标基底6和超滑片5,第一监测组件2一般包括纵向显微镜21和摄像元件22,所述摄像元件22设于所述纵向显微镜21的内部或者设于所述纵向显微镜21的目镜上方。由于超滑片5和目标基底6的尺寸都比较小,一般为微米级别或纳米级别,因此摄像元件22在进行拍照时需要配合纵向显微镜21进行拍摄以保证拍照的清晰度,当然,在其他实施例中,摄像元件22还可以选用能够放大尺寸的超高清摄像头。
其中,整个设备还可以包括有控制器,或者第一监测组件2中包括有处理单元,处理单元或控制器能够处理摄像元件22获得的信息并发出对应的指令,超滑片的自动加工方法则集成于该控制器内,处理单元或控制器一般是采用处理器进行处理和比对,处理单元或控制器能够获取拍照单元拍摄的图片,并且对摄像元件22拍摄出超滑片5的位置进行比对,从而实现对超滑片5状态识别和判断,判断出超滑片5的状态和是否满足超滑。
为了进一步的增强监测和控制的效果,还可以在载台1的侧边设置第二监测组件4,第二监测组件4从载台1的侧边对超滑片5和目标基底6进行监测,其既可以对超滑片5的横向平移进行监测,还可以对超滑片5转移至目标基底6的过程中,超滑片5和目标基底6的接触度进行监测。
优选的,第二监测组件4的组成与第一监测组件2相同,第二监测组件4包括横向显微镜和摄像元件22,且第一监测组件2和第二监测组件4可以共同连接至一个控制器,通过控制器统一对第一监测组件2和第二监测组件4采集的信息进行处理,也可以在第二监测组件4内部设置有单独的处理单元,此处不做唯一限定。
优选的,在第一监测组件2和第二监测组件4的外部还设置有一总控制器,该总控制器能够汇总各个传感器和摄像元件22获取的信息,并进行统一处理后,并发出对应的控制指令,使得转移组件3等执行单元能够实现对应的操作。
对于该超滑片的自动加工设备,其实现自动加工的方法,包括如下步骤:
s1,校正设备,采用人工调整或者设备自动调整的方式对设备进行校正,使得载台1能够位于第一监测组件2和第二监测组件4的摄像元件22的视野范围内部,且转移组件3能够在载台1上移动,且始终或大部分时间能够位于第一监测组件2和第二监测组件4的视野范围内。
s2,将超滑岛置于用于加工超滑片5的第一区域内部,第一监测组件2和第二监测组件4相结合对超滑岛进行初始定位,方便后续控制器发出指令或转移组件3移动时的位置确定。
其中,超滑岛一般是指石墨片、hope石墨块等层状结构,其层与层之间为超滑接触,且在外力的作用下能够推出并成型为超滑片5。
s3,控制器发出预推指令,转移组件3从超滑岛的顶部推动超滑岛,使得超滑岛在高度方向上部分分离,从而成型为第一部分和第二部分,且第一部分和第二部分并未完全分离,即第一部分和第二部分之间相互错开,且并未分离,此时能够通过第一部分和第二部分是否有自动回位现象判断超滑岛的超滑性能。
其中,对于第一部分和第二部分之间的自动回位现象的判断方法为:摄像元件22朝向所述超滑片5拍摄,并对拍摄出来的图片进行比对,通过图片上图形的重合度判断是否自动回位,拍摄时间分别为第一时间t1、第二时间t2和第三时间t3,所述第一时间t1是所述超滑片5推出前,所述第二时间t2和所述第三时间t3均是所述超滑片5推出后,且所述第三时间t3在所述第二时间t2之后。若所述超滑片5推出前的第一时间t1和推出后的第三时间t3的图形重合,且所述超滑片5推出前的第一时间t1和推出后的第二时间t2的图形不重合,则可以判断所述第一部分或所述第二部分能够实现自动回位。采用摄像元件22拍照的方式实现超滑的判断,能够实现智能超滑判断,排除超滑性能较差的超滑岛,提高后续分离和转移的良品率。
若第一部分或第二部分不能够实现自动回位,则此时该超滑岛无法加工成型为超滑片5,此时可以做异常处理,控制器可以控制转移组件3将该超滑岛移动到用于放置不具有超滑的超滑岛存放区。随着摄像元件22的像素的提高,采用摄像元件22进行拍摄并进行数据处理的方式进行自动回位的判断,其准确度较高,且只需要对几个时间点的图形进行比对和判断既可以达到自动回位的判断,其数据处理更简单直观,且具有较高的准确率。
若第一部分和第二部分能够实现自动回位,则该超滑岛能够加工成型为超滑片5,可以继续进行后续的步骤。
s4,控制器发出分离指令,转移组件3再次推动超滑岛,使得超滑岛在高度方向上完全分离,从而成型为分离的第一部分和第二部分。其中,在预推步骤中,转移组件3施加给超滑岛的推力为f1;在本步骤中,施加给所述第一部分的推力为f2,且f1小于f2,较大的推力,能够保证第一部分和第二部分的完全分离,方便进行抓取和转移,但是推力f1和f2的力不能够大于500μn,能够避免超滑岛的损坏。其中,为了提高机器自动推动时的良品率,避免超滑岛转移过程中的转移组件3的针尖对超滑岛的损伤和如何抑制转移过程中超滑岛的旋转造成的锁死失效现象,在对第一部分和第二部分进行分离时,可以从不同的方向推动超滑岛使得第一部分和第二部分分离,其分离的具体方法为:
首先由转移组件3从超滑岛的侧边推出,使得第一部分和第二部分的侧向分离,从而实现第一部分和第二部分的解离,且推出1/3至2/3的部分时停止推动,此时第一部分或第二部分不会发生旋转;然后再控制转移组件3从超滑岛的顶端,使得超滑岛继续移动,实现第一部分和第二部分的完全解离,采用两个方向相结合的方式推动超滑岛移动,能够有效的提高良品率,避免发生旋转失效的情况。
其中,对于第一部分和第二部分之间是否完全分离的判断方法为:摄像元件22朝向所述超滑片5拍摄,并对拍摄出来的图片进行比对,通过图片上图形的重合度判断是否完全分离,拍摄时间分别为第一时间t1、第二时间t2和第三时间t3,所述第一时间t1是所述超滑片5推出前,所述第二时间t2和所述第三时间t3均是所述超滑片5推出后,且所述第三时间t3在所述第二时间t2之后。如果,所述超滑片5推出前的第一时间t1、推出后的第二时间t2以及推出后的第三时间t3的图形均不重合,则可以判断所述第一部分和所述第二部分完全分离。
其中,对于第一时间t1、第二时间t2和第三时间t3的时间的选取,第一时间t1可以为超滑片5推出前的任一时间,最优为推出前1至5ms内或推出超滑片5时;第二时间和第三时间t3的时间选取与自动回位的时间为te相关,其中te即是指第一部分或所述第二部分的自动回位的时间。te的时间长短一般是与推出长度、解离面能系数和超滑片的面积成正比成正比,其时长一般为1至10ms,且第二时间t2小于自动回位时间te,且第三时间t3大于自动回位时间tete。
对于te的数值,其一般是通过估算数值的方式得到最大数值,第一部分和第二部分的回位的力f=l*α,其中l是指超滑岛的边长,α是指解离表面能系数,其数值一般为0.5~1μn/μm,然后根据第一部分或第二部分的推出距离既可以估算出第一部分或所述第二部分的自动回位的时间te。
在进行机械化自动加工时,超滑片5的加工一般同时加工出大批量的是同一规格尺寸的超滑片,根据实际需要提前计算出自动回位时间te既可以保证监测的准确率。
若第一部分或第二部分不能够完全分离,则此时可以做异常处理,控制器可以控制转移组件3重新对该超滑岛进行解离,使得第一部分和第二部分完全分离,或者直接将未能够解离的超滑岛移动到用于放置不具有超滑的超滑岛存放区。
若第一部分和第二部分已经完全分离,则该此时第一部分或第二部分即为超滑片5,可以继续进行后续的转移步骤,将第一部分或第二部分转移至基底上。
s5,控制器发出转移指令,转移组件3能够将所述第一部分或所述第二部分移动至目标基底6上,此时还需要获取所述超滑片5与所述目标基底6的接触度,接触度即是指超滑片5和目标基底6的接触程度,通过判断超滑片5是否完全与目标基底6接触,判断转移组件3是否需要继续控制超滑片5向下移动。通过接触度的判断,能够避免转移过程中对超滑片5或目标基底6造成的损坏。
对于超滑片5转移过程中,超滑片5和目标基底6的接触度的判断,其可以通过第二监测组件4的摄像头进行拍摄,采用摄像元件22从侧面朝向所述超滑片5拍摄,间隔预设时间后拍摄图片,该预设时间一般为0.1至2ms之间,并对相邻拍摄的至少两张图片比对,若相邻的两种图片并未完全重合,则证明此时超滑片5仍然可以继续向下移动,超滑片5并未与目标基底6完全接触,若至少两张图片重合时,则超滑片5无法继续向下移动,则此时超滑片5贴合于所述目标基底6上,超滑片5与目标基底6完全的接触。
采用多个摄像元件22相结合的方式对转移组件3的位置进行判断,并采用控制器进行整体的控制,实现自动化的超滑滑块的加工和转移,能够大大的节省人力成本,提高生产和加工的效率。
其中,在进行分离步骤之间,对超滑岛进行预推,使得超滑岛能够分离为第一部分和第二部分,此时能够实现智能超滑判断,排除超滑性能较差的超滑岛,提高后续分离和转移的良品率。并且,对超滑岛进行了预推之后,减弱了超滑岛层级之间的连接力,使得第一部分和第二部分的接触面之间的化学键断裂,在后续进行分离步骤时,不需要施加较大的推力既可以使得第一部分和第二部分完全分离。
目前对于超滑岛的解离一般都是通过人工操作的,操作人员可以根据需要调整施加给第一部分和第二部分的推力大小,人工操作的灵活度更强,因此无需预先分离也可以人工避免推力过大对超滑岛造成的损坏,但是对于机器自动实现超滑片的解离,其反应灵敏度和灵活度较低,无法根据实际情况调整施加的推力的大小、位置和方向等,通过提前进行预解离的操作,能够有效减小完全分离时需要施加的力的大小和推动的难度,更加适用于自动化生产和加工中。
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
本文地址:https://www.jishuxx.com/zhuanli/20240726/122534.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
封装环境传感器的制作方法
下一篇
返回列表