一种保温润滑剂及其在提高超导锭坯挤压成品率中的应用的制作方法
- 国知局
- 2024-07-29 10:15:35
本发明属于超导材料加工,涉及一种保温润滑剂及其在提高超导锭坯挤压成品率中的应用。
背景技术:
1、超导材料由于其独特的低温物理性质如零电阻、抗磁性等,在电力能源、交通运输、高能物理、生物医学和超导计算机等领域都有广泛的应用。超导材料的加工工艺可分为热挤压工艺和冷拉拔工艺。热挤压工艺是一种利用高温、高压将金属、非金属材料进行塑形加工的工艺。在现有的批量生产超导锭坯的热挤压工艺中,会存在不进行润滑工序或润滑工艺控制不完善、没有具体的润滑参数要求以及生产过程中的润滑效果不稳定等问题,导致产品的成品率和表面质量存在一定的波动。
2、专利cn103871682a公开了一种极细芯丝超导线材制备方法,包括组装密封,热挤压加工,制作亚组元,制作二次组装复合棒材,拉伸加工,热处理等步骤,通过两次大量的芯丝组装、热挤压和冷拔等工艺,使得超导线材总芯丝数量达到106~107根,同时采用导电/导热性良好的cu作为稳定基体,从而获得一种交流损耗极低、稳定性极好的超导线材。但该专利在热挤压过程中并未进行润滑工艺,致使存在成品率和表面质量波动的情况。
3、因此,探究一种挤压前的涂覆工艺,对提高超导锭坯挤压成品率和超导锭坯的表面质量具有重要意义。
技术实现思路
1、为研发一种能够提高超导锭坯挤压成品率和超导锭坯的表面质量的涂覆工艺,本发明提供了一种保温润滑剂及其在提高超导锭坯挤压成品率中的应用。将保温润滑剂应用于提高超导锭坯挤压成品率中包括:在锭坯热挤压前涂覆两次保温润滑剂,涂覆保温润滑剂后,超导锭坯的挤压成品率相比于采用传统工艺涂覆石墨粉的超导锭坯提高了2.8~3.5%。本发明提供了一种规范化的超导锭坯挤压前的涂覆工艺,该工艺一方面提高锭坯在保温过程中的均匀性,另一方面对锭坯表面产生润滑效果,通过该工艺的实施,可有效提高超导锭坯挤压过程的均匀性,从而提升挤压过程的成品率。
2、为实现本发明的技术目的,一方面,本发明提供一种保温润滑剂,包括石墨混合物和有机混合物液体,石墨混合物由石墨、二氧化硅和二氧化钛组成,有机混合物液体由石墨和丙二醇组成。石墨混合物中石墨的含量为70~80wt%,有机混合物液体中石墨的含量为65~75wt%。将保温润滑剂应用于超导锭坯能够提高超导锭坯的挤压成品率。
3、另一方面,本发明请求保护上述保温润滑剂在提高超导锭坯挤压成品率中的应用,包括:
4、s1:将超导锭坯在低于1.5×10-4mbar的真空环境下进行封焊,重复操作5次,以达到良好的焊缝质量,表面不存在气孔、裂纹等缺陷。
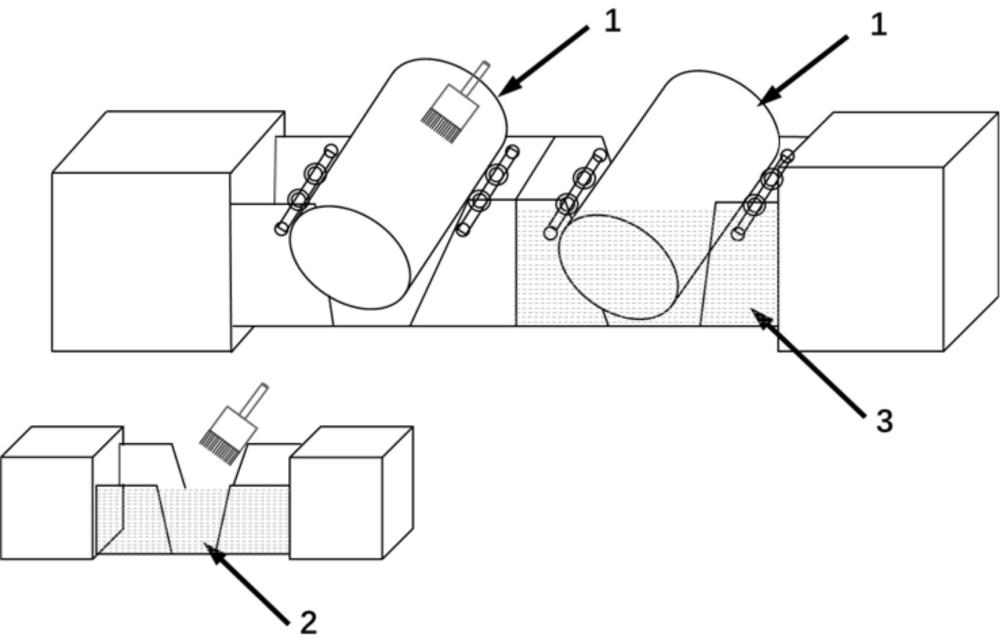
5、s2:将焊接完成的超导锭坯在50~150℃下保温5min,随后采用工装将锭坯固定在架子上,用毛刷快速在表面涂覆一层石墨混合物,自然晾干,观察锭坯表面已均匀涂覆一层石墨。
6、s3:将s2晾干后的锭坯放入真空炉中加热40min至锭坯温度为180~200℃,保温5min。锭坯出炉后置于工装上,锭坯的下半部分浸没在有机混合物液体中,浸泡2min后旋转90°继续浸泡,重复该浸泡、旋转操作4次,以保证涂覆均匀。
7、s4:对s3涂覆后的锭坯进行热挤压得到超导棒材,挤压温度为400~700℃,挤压速度为45~65mm/s,过程中检测挤压力为31~43mn,挤压比控制在22~30。
8、示例性地,本发明提供的保温润滑剂在提高超导锭坯挤压成品率的应用中,超导锭坯为超导单芯锭或复合锭。
9、进一步地,本发明对锭坯的挤压成品率进行测定发现,相比于使用传统工艺涂覆石墨粉的超导锭坯,经过本发明提供的涂覆工艺后,超导锭坯的挤压成品率提高了2.8~3.5%。
10、进一步地,本发明经过两次涂覆、干燥的工序,并设计了对应的工装辅助涂覆,确保涂覆均匀,达到较好的保温和润滑效果。涂覆之后能够减少锭坯表面无氧铜材的氧化程度,提高了物料在挤压前保温过程的温度均匀性,最终提高了锭坯在挤压过程的均匀性、一致性及成品率。
11、与现有技术相比,本发明提供的技术方案至少具备下述的有益效果或优点:
12、本发明使用石墨混合物和有机混合物涂覆超导锭坯表面,涂覆后能够提高超导锭坯的挤压成品率。本发明对锭坯的挤压成品率进行测定发现,经过本发明提供的工艺涂覆后,一方面提高锭坯在保温过程中的均匀性,另一方面对锭坯表面产生润滑效果,降低了锭坯与挤压筒之间的摩擦系数,使得变形过程具有良好的润滑状态,超导锭坯的变形更加均匀,相比于使用传统工艺涂覆石墨粉的超导锭坯,经过本发明提供的工艺涂覆后,保温润滑剂的包覆更加均匀,超导锭坯的挤压成品率提高了2.8~3.5%。
13、本发明提供了一种规范化的超导锭坯挤压前的表面涂覆工艺,对涂覆工艺的温度、时间、保温润滑剂组成等进行明确,解决了现有技术存在的涂覆工艺控制不完善、润滑效果不稳定的问题。本发明经过两次涂覆、干燥的工序,并设计了对应的工装辅助涂覆保温润滑剂,确保锭坯表面涂覆均匀,达到较好的保温和润滑效果稳定,涂覆之后能够减少锭坯表面无氧铜材的氧化程度,提高了物料在挤压前保温过程的温度均匀性,最终提高了锭坯在挤压过程的均匀性、一致性及成品率。
技术特征:1.一种保温润滑剂,其特征在于,包括石墨混合物和有机混合物液体;所述石墨混合物由石墨、二氧化硅和二氧化钛组成;
2.权利要求1所述的保温润滑剂在提高超导锭坯挤压成品率中的应用,其特征在于,包括:
3.根据权利要求2所述的应用,其特征在于,所述封焊超导锭坯涂覆石墨混合物前对锭坯进行保温,所述保温的温度为50~150℃,保温的时间为5min。
4.根据权利要求2所述的应用,其特征在于,所述封焊超导锭坯涂覆石墨混合物后对锭坯进行加热保温,所述加热保温的温度为180~200℃,加热保温的时间为5min。
5.根据权利要求2所述的应用,其特征在于,所述浸泡于有机混合物液体包括:浸泡2min后旋转90°继续浸泡,重复操作4次。
技术总结本发明公开了一种保温润滑剂及其在提高超导锭坯挤压成品率中的应用,属于超导材料加工技术领域。该方法包括在锭坯热挤压前涂覆两次保温润滑剂,一方面提高锭坯在保温过程中的均匀性,另一方面对锭坯表面产生润滑效果,从而降低锭坯与挤压筒之间的摩擦系数,使得变形过程具有良好的润滑状态,超导锭坯的变形更加均匀。相比于采用传统工艺涂覆石墨粉,经过本发明提供的工艺涂覆后,超导锭坯的挤压成品率提高了2.8~3.5%。本发明提供了一种规范化的超导锭坯挤压前的表面涂覆工艺,明确了涂覆工艺的具体参数,确保锭坯表面涂覆均匀,达到较好的保温和润滑效果,该工艺的实施可有效提高超导锭坯挤压过程的均匀性,从而提升挤压过程的成品率。技术研发人员:张凯林,郭强,李恒超,韩路洋,赵佳军,朱燕敏,周子敬,王瑞龙,刘向宏,冯勇,李建峰,张平祥受保护的技术使用者:西安聚能超导线材科技有限公司技术研发日:技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240726/131352.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表