一种真空泵正反转检测装置的制作方法
- 国知局
- 2024-07-30 14:18:01
本发明涉及真空获得设备检测,具体涉及一种真空泵正反转检测装置。
背景技术:
1、分子泵是一种用于获得高真空环境的精密机械,广泛应用于真空获得技术领域。在分子泵的内部设有涡轮;分子泵在工作时,通过高速旋转的涡轮,压缩密闭工作腔室的气体,并从前级管道抽出,实现工作腔室的真空环境。
2、所述涡轮的转向固定,且由控制器控制。当分子泵反向旋转时,会造成工作腔室的真空度无法获得和电机损坏,甚至造成分子泵损坏等不可逆的经济损失和安全事故。在判断分子泵的转向是否正确时,一般通过目测涡轮的转向进行判断。具体是,将分子泵连接控制器,启动分子泵,在分子泵转动的起始阶段进行目测涡轮的转向。一般分子泵运行时的最低转速为21000转/分,转频达到350赫兹。通过目测涡轮转向判断涡轮正反转的方式,一般只能在分子泵转频不超过30赫兹时进行判断;但是分子泵从启动到转频达到30赫兹,不超过10秒,很容易错过观测时间。当涡轮的转频超过30赫兹后,人眼很难区分涡轮的转向。
技术实现思路
1、因此,本发明要解决的技术问题在于采用目测方式判断分子泵的转向时,很容易错过观测时间,且很难区分分子泵转向的缺陷。
2、为了解决上述问题,本发明提供一种真空泵正反转检测装置,包括:
3、传感器,通过专用工装安装至真空泵的外壳上,在所述真空泵的转子的端面上沿周向设有至少三种不同的颜色标记;
4、上位机,与所述传感器信号连接;所述传感器适于识别不同的颜色标记,并向上位机发送不同的通信信号;所述上位机适于通过不同通信信号的发送顺序判断所述转子的转向,进而获得真空泵的转向;所述转向为正传或反转。
5、可选地,所述颜色标记为红色标记、黄色标记和蓝色标记。
6、可选地,在所述转子的端面上,红色标记、黄色标记和蓝色标记的区域分别为120°的扇面区。
7、可选地,所述传感器为色标传感器。
8、可选地,所述色标传感器设有多个通道,多个通道均与上位机信号连接;每个通道分别对应一种颜色标记,所述上位机适于通过色标传感器依次判断多个通道的通信信号,在所述通道的通信信号与所述颜色标记对应时,则所述颜色标记被准确识别。
9、可选地,所述专用工装包括:
10、透明有机玻璃板,所述传感器贯穿所述透明有机玻璃板后,正对所述转子的端面设置。
11、可选地,所述专用工装适于作为外壳的端盖,以密封所述真空泵。
12、可选地,所述传感器通过套筒安装至专用工装上。
13、可选地,所述真空泵为分子泵,所述转子为涡轮。
14、可选地,所述上位机在判断所述转子的转向为反转时,触发报警。
15、本发明的上述技术方案相比现有技术具有以下优点:
16、1.本发明提供的真空泵正反转检测装置,包括:传感器,通过专用工装安装至真空泵的外壳上,在所述真空泵的转子的端面上沿周向设有至少三种不同的颜色标记;上位机,与所述传感器信号连接;所述传感器适于识别不同的颜色标记,并向上位机发送不同的通信信号;所述上位机适于通过不同通信信号的发送顺序判断所述转子的转向,进而获得真空泵的转向;所述转向为正传或反转;本申请采用上述技术方案,无需目测真空泵的正反转,节省人工成本:在不多给真空泵本身增加额外装置的情况下进行检测,检测准确且效率高,且提高真空泵出厂检测的自动化集成程度。
17、2.本发明所述上位机在判断所述转子的转向为反转时,触发报警;本申请采用上述技术方案,方便及时发现转子反转时,及时停止转子旋转,降低意外事故发生的风险。
技术特征:1.一种真空泵正反转检测装置,其特征在于,包括:
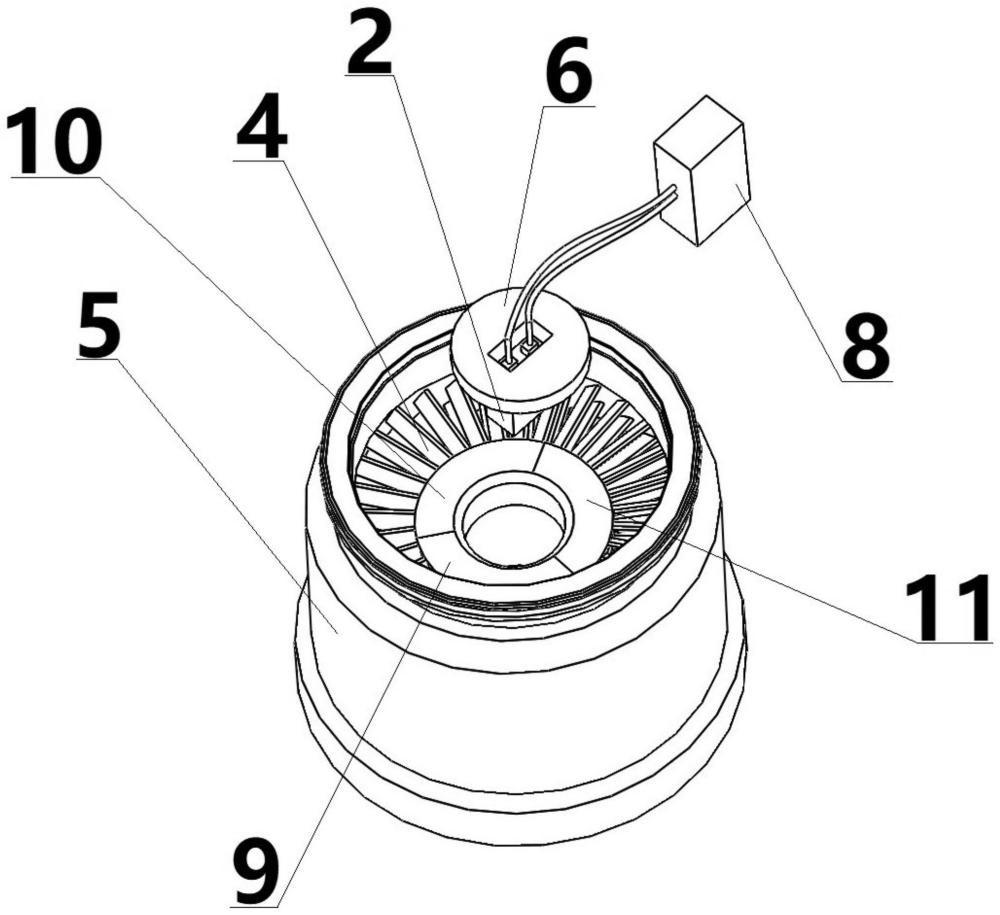
2.根据权利要求1所述的真空泵正反转检测装置,其特征在于,所述颜色标记为红色标记(9)、黄色标记(10)和蓝色标记(11)。
3.根据权利要求2所述的真空泵正反转检测装置,其特征在于,在所述转子的端面上,红色标记(9)、黄色标记(10)和蓝色标记(11)的区域分别为120°的扇面区。
4.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述传感器(2)为色标传感器。
5.根据权利要求4所述的真空泵正反转检测装置,其特征在于,所述色标传感器设有多个通道,多个通道均与上位机信号连接;每个通道分别对应一种颜色标记,所述上位机适于通过色标传感器依次判断多个通道的通信信号,在所述通道的通信信号与所述颜色标记对应时,则所述颜色标记被准确识别。
6.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述专用工装(3)包括:
7.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述专用工装(3)适于作为外壳(5)的端盖,以密封所述真空泵。
8.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述传感器(2)通过套筒(6)安装至专用工装(3)上。
9.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述真空泵为分子泵(1),所述转子为涡轮(4)。
10.根据权利要求1-3中任一项所述的真空泵正反转检测装置,其特征在于,所述上位机在判断所述转子的转向为反转时,触发报警。
技术总结本发明涉及真空获得设备检测技术领域,具体涉及一种真空泵正反转检测装置,包括:传感器,通过专用工装安装至真空泵的外壳上,在所述真空泵的转子的端面上沿周向设有至少三种不同的颜色标记;上位机,与所述传感器信号连接;所述传感器适于识别不同的颜色标记,并向上位机发送不同的通信信号;所述上位机适于通过不同通信信号的发送顺序判断所述转子的转向,进而获得真空泵的转向;所述转向为正传或反转;本申请采用上述技术方案,无需目测真空泵的正反转,节省人工成本:在不多给真空泵本身增加额外装置的情况下进行检测,检测准确且效率高,且提高真空泵出厂检测的自动化集成程度。技术研发人员:李运硕,王轶群,王岩生受保护的技术使用者:北京中科科仪股份有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240729/166199.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表