基于代理模型的矫直机生产过程可视化分析方法及装置
- 国知局
- 2024-07-31 23:03:56
本发明涉及数字孪生,特别是指一种基于代理模型的矫直机生产过程可视化分析方法及装置。
背景技术:
1、矫直机对于消除残余应力及提高板材质量至关重要,为了提高钢板矫直生产过程的透明度,如何实现对生产过程的实时交互映射与可视化,提高钢板矫直生产过程的交互性和智能化水平是现有技术亟需解决的问题。
技术实现思路
1、为了解决现有技术存在的如何实现对生产过程的实时交互映射与可视化,提高钢板矫直生产过程的交互性和智能化水平的技术问题,本发明实施例提供了一种基于代理模型的矫直机生产过程可视化分析方法及装置。所述技术方案如下:
2、一方面,提供了一种基于代理模型的矫直机生产过程可视化分析方法,该方法由矫直机生产过程可视化分析设备实现,该方法包括:
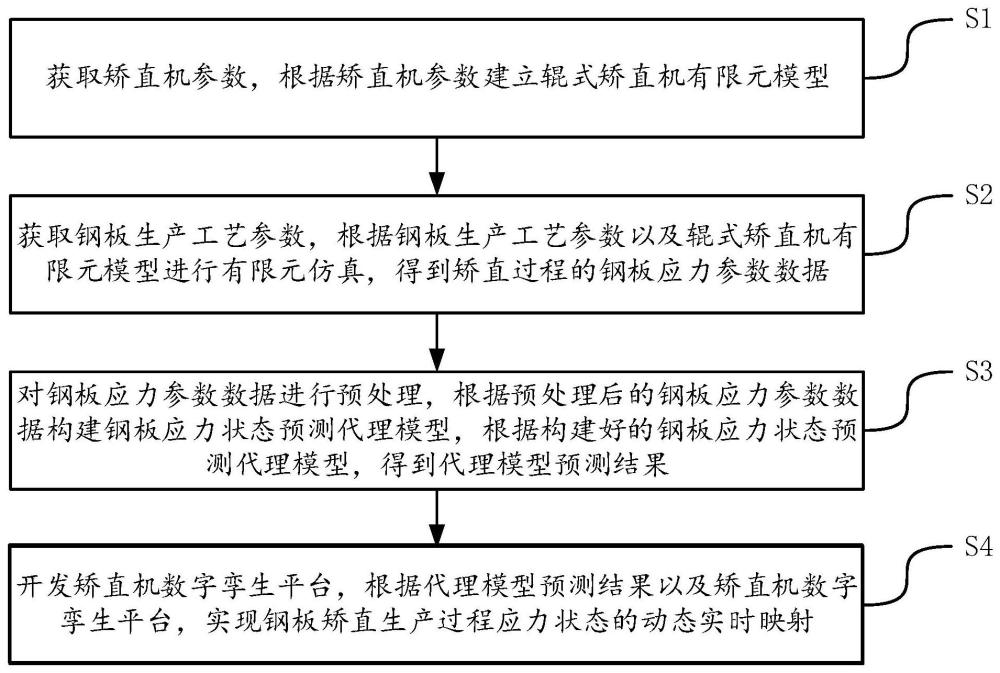
3、s1、获取矫直机参数,根据矫直机参数建立辊式矫直机有限元模型。
4、s2、获取钢板生产工艺参数,根据钢板生产工艺参数以及辊式矫直机有限元模型进行有限元仿真,得到矫直过程的钢板应力参数数据。
5、s3、对钢板应力参数数据进行预处理,根据预处理后的钢板应力参数数据构建钢板应力状态预测代理模型,根据构建好的钢板应力状态预测代理模型,得到代理模型预测结果。
6、s4、开发矫直机数字孪生平台,根据代理模型预测结果以及矫直机数字孪生平台,实现钢板矫直生产过程应力状态的动态实时映射。
7、可选地,s1中的矫直机参数包括:矫直辊直径、矫直辊辊长、矫直辊辊距及辊数。
8、s2中的钢板生产工艺参数包括:钢种、宽度、厚度、屈服极限及弹性模量。
9、可选地,s1中的辊式矫直机有限元模型的建立过程,包括:
10、根据下式(1)计算矫直过程中的反弯挠度,根据所述反弯挠度确定辊式矫直机有限元模型的精度:
11、δf=δl+δc
12、
13、
14、
15、式中,δf为反弯挠度,δl为弹复挠度,δc为残余挠度,m为弹塑性弯曲力矩,l为矫直辊距,e为材料的弹性模量,i为材料横截面对中性轴的惯性矩,σs为屈服应力,b为钢板的宽度,h为钢板的厚度,εs为材料的最大弹性应变,为总变形曲率,e′为材料的加工硬化强度模量,δw为屈服挠度,c为残余曲率与屈服曲率之比。
16、可选地,s3中的对钢板应力参数数据进行预处理,包括:
17、s31、采用局部离群因子检测方法lof对钢板应力参数数据进行离群点检测,得到异常点以及非异常点。
18、其中,局部离群因子检测方法lof的规则,如下式(2)所示:
19、
20、s32、获取异常点的前后位置的钢板应力参数数据,并根据下式(3)计算均值,采用均值代替异常点。
21、
22、式中,dnew为异常点di的替代数据,di-1为异常点的前一个位置的钢板应力参数数据,di+1为异常点的后一个位置的钢板应力参数数据,i代表第i个数据点。
23、可选地,s3中的根据预处理后的钢板应力参数数据构建钢板应力状态预测代理模型,包括:
24、根据预处理后的钢板应力参数数据,采用三种群粒子群差分进化psode算法,优化轻量级梯度提升机lightgbm,构建钢板应力状态预测代理模型。
25、可选地,三种群粒子群差分进化psode算法,包括:
26、采用三种群中的两个种群进行差分进化de优化,采用三种群中除两个种群外的另一个种群进行粒子群pso优化。
27、其中,差分进化de的变异方式采用当前最佳current-best模式与最佳best模式的结合。
28、最佳best模式的基点向量为上一代种群的最优个体,如下式(4)所示:
29、
30、式中,vi为随机新个体,g为进化代数,r1,r2,r3∈[1,n],r1≠r2≠r3≠i,n为个体总数,xbest,g为最优个体,f为[0,1]范围内常数,称为变异因子,均为基点向量。
31、当前最佳current-best模式的基点向量为目标个体与最优个体的结合,如下式(5)所示:
32、
33、式中,xi,g为基点向量。
34、可选地,采用三种群粒子群差分进化psode算法,优化轻量级梯度提升机lightgbm,包括:
35、采用三种群粒子群差分进化psode算法,对轻量级梯度提升机lightgbm的学习率和学习周期组合进行寻优。
36、另一方面,提供了一种基于代理模型的矫直机生产过程可视化分析装置,该装置应用于基于代理模型的矫直机生产过程可视化分析方法,该装置包括:
37、有限元模型构建模块,用于获取矫直机参数,根据矫直机参数建立辊式矫直机有限元模型。
38、有限元仿真模块,用于获取钢板生产工艺参数,根据钢板生产工艺参数以及辊式矫直机有限元模型进行有限元仿真,得到矫直过程的钢板应力参数数据。
39、预测模块,用于对钢板应力参数数据进行预处理,根据预处理后的钢板应力参数数据构建钢板应力状态预测代理模型,根据构建好的钢板应力状态预测代理模型,得到代理模型预测结果。
40、输出模块,用于开发矫直机数字孪生平台,根据代理模型预测结果以及矫直机数字孪生平台,实现钢板矫直生产过程应力状态的动态实时映射。
41、可选地,矫直机参数包括:矫直辊直径、矫直辊辊长、矫直辊辊距及辊数。
42、钢板生产工艺参数包括:钢种、宽度、厚度、屈服极限及弹性模量。
43、可选地,有限元模型构建模块,进一步用于:
44、根据下式(1)计算矫直过程中的反弯挠度,根据反弯挠度确定辊式矫直机有限元模型的精度:
45、δf=δl+δc
46、
47、
48、
49、式中,δf为反弯挠度,δl为弹复挠度,δc为残余挠度,m为弹塑性弯曲力矩,l为矫直辊距,e为材料的弹性模量,i为材料横截面对中性轴的惯性矩,σs为屈服应力,b为钢板的宽度,h为钢板的厚度,εs为材料的最大弹性应变,为总变形曲率,e′为材料的加工硬化强度模量,δw为屈服挠度,c为残余曲率与屈服曲率之比。
50、可选地,预测模块,进一步用于:
51、s31、采用局部离群因子检测方法lof对钢板应力参数数据进行离群点检测,得到异常点以及非异常点。
52、其中,局部离群因子检测方法lof的规则,如下式(2)所示:
53、
54、s32、获取异常点的前后位置的钢板应力参数数据,并根据下式(3)计算均值,采用均值代替异常点。
55、
56、式中,dnew为异常点di的替代数据,di-1为异常点的前一个位置的钢板应力参数数据,di+1为异常点的后一个位置的钢板应力参数数据,i代表第i个数据点。
57、可选地,预测模块,进一步用于:
58、根据预处理后的钢板应力参数数据,采用三种群粒子群差分进化psode算法,优化轻量级梯度提升机lightgbm,构建钢板应力状态预测代理模型。
59、可选地,预测模块,进一步用于:
60、采用三种群中的两个种群进行差分进化de优化,采用三种群中除两个种群外的另一个种群进行粒子群pso优化。
61、其中,差分进化de的变异方式采用当前最佳current-best模式与最佳best模式的结合。
62、最佳best模式的基点向量为上一代种群的最优个体,如下式(4)所示:
63、
64、式中,vi为随机新个体,g为进化代数,r1,r2,r3∈[1,n],r1≠r2≠r3≠i,n为个体总数,xbest,g为最优个体,f为[0,1]范围内常数,称为变异因子,均为基点向量。
65、当前最佳current-best模式的基点向量为目标个体与最优个体的结合,如下式(5)所示:
66、
67、式中,xi,g为基点向量。
68、可选地,预测模块,进一步用于:
69、采用三种群粒子群差分进化psode算法,对轻量级梯度提升机lightgbm的学习率和学习周期组合进行寻优。
70、另一方面,提供一种矫直机生产过程可视化分析设备,所述矫直机生产过程可视化分析设备包括:处理器;存储器,所述存储器上存储有计算机可读指令,所述计算机可读指令被所述处理器执行时,实现如上述基于代理模型的矫直机生产过程可视化分析方法中的任一项方法。
71、另一方面,提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现上述基于代理模型的矫直机生产过程可视化分析方法中的任一项方法。
72、本发明实施例提供的技术方案带来的有益效果至少包括:
73、本发明实施例中,通过建立有限元代理模型,实现钢板矫直过程应力变化的快速预测,与数字孪生技术融合实现了矫直生产过程的实时模拟与可视化,提高了整个钢板矫直系统的交互性和智能化水平。
本文地址:https://www.jishuxx.com/zhuanli/20240730/195870.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。