用于切削加工工件的设备和用于控制机床的方法与流程
- 国知局
- 2024-07-31 23:58:08
本发明涉及用于切削加工工件的设备,特别是用于在金属管的端部处制造螺纹的螺纹切割设备。本发明还涉及用于控制用于使用至少一个具有特定切削几何形状的刀具来切削加工工件的机床的方法。本发明特别涉及用于控制用于在金属管上制造螺纹的机床的方法。本发明最后涉及用于通过在至少一台cnc控制的机床中切削加工金属管而在至少一个金属管的至少一个端部处制造螺纹的方法。
背景技术:
1、用于输送例如天然气或石油等加压流体并以抗压地气密和液密的方式彼此旋拧在一起的管的螺纹对于密封性有着高要求。对于这种作为用于石油或天然气勘探钻井或者天然气或石油输送管线的套管或立管的octg管(octg=oil country tubular goods,石油专用管材),通常使用带有底切螺纹侧面的锥形螺纹。通常在管的端侧与螺纹联接的是密封唇。螺纹和密封唇都必须满足最高的精度要求。在现有技术中,基本上已知的是,为了管的质量控制而对螺纹进行光学测量。
2、例如从wo 2019/09371a1已知用于光学测量管的外螺纹轮廓的方法和装置。该装置包括用于待测量的管的支承和具有至少一个测量装置的光学测量单元,该测量装置包括光源和布置在光源的光路中的用于拍摄外螺纹轮廓的剪影的摄像机,其中,光学测量单元刚性地布置在支撑元件上,该支撑元件被保持成可绕三个空间轴摆动,其中,光学测量单元还具有至少两个测量装置,其光路彼此交叉。该方法包括:将待测量的管布置在支承上,使得空间轴横向于测量单元的测量平面延伸,并且外螺纹布置在光源与相关联的摄像机之间的光路中;使测量单元取向成使得测量平面与空间轴形成直角;使用至少一个测量装置的摄像机拍摄外螺纹的剪影;以及评估所述剪影。
3、例如从ep 3 465 079 b1中已知另一用于测量螺纹的装置。该装置包括:保持器,该保持器用于可释放地接收管,其中,螺纹形成在管的一端处;第一光学测量段,该第一光学测量段具有第一光学传感器,其中,第一光学测量段安置在该装置的操纵器处,该操纵器被设置成使第一测量段相对于管移动,并且其中,第一光学测量段可绕第一调节轴线相对于螺纹的螺纹轴线调节,其中,在操纵器处布置有该装置的、具有第二光学传感器的第二光学测量段,其中,光学测量段整体形成测量通道,以便同时测量螺纹的相对侧。该装置的特征特别在于,测量通道可借助操纵器绕至少一个第二调节轴线相对于螺纹轴线倾斜,使得测量通道可在空间角度区间内自由取向。
4、利用已知装置和方法获得的测量数据通常随机地探测,以便从中导出关于用于切削螺纹的刀具的磨损的信息。测量结果还用于记录质量保证数据。
5、从ep 3 306 424 a1已知用于跨机器使用数据的方法,在该方法中,由多个传感器探测多台机器的运行数据,其中,运行数据具有不同的第一数据格式,其中,数据格式相应取决于相应的传感器;将来自至少一个抽象模块的运行数据转换为抽象数据,其中,抽象数据具有统一的第二数据格式并存储在中央存储设备中;对抽象数据进行分析,其中,该分析基于至少两台机器的运行数据;根据该分析评估所述机器中的一台机器的运行状态;以及输出抽象数据的分析。
技术实现思路
1、本发明的目的在于,提供用于切削加工工件的设备,特别是用于在金属管的端部处制造螺纹的螺纹切割设备,该螺纹切割设备在来自质量检查的测量数据的反馈方面得到改进。
2、本发明的目的还在于,提供用于控制用于切削加工工件的机床的方法,该方法能够实现加工工件的质量的完整记录和控制。这种控制尤其应该是无缝的。
3、本发明的目的通过提供具有权利要求1的特征的设备以及通过提供具有权利要求5的特征的方法来实现。本发明的有利的设计方案由从属权利要求给出。
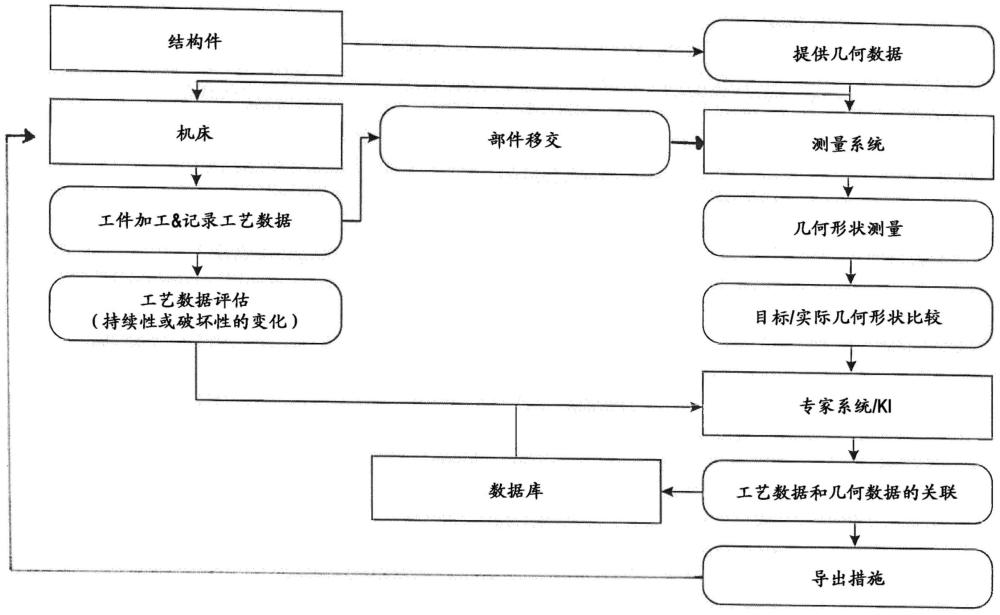
4、本发明的一个方面涉及用于切削加工工件的设备,特别是用于在金属管的端部处制造螺纹的螺纹切割设备,其包括至少一台用于切削加工工件的机床、至少一个用于使机床执行控制命令的控制装置、至少一个高级过程控制器、至少一个用于加工工件的光学或触觉测量的装置、用于探测和存储加工的工艺数据的机构以及用于探测和存储在测量工件时探测的工件的几何数据的机构,其中,过程控制器包括至少一个用于连续存储几何数据和工艺数据的关联的关联数据库以及用于导出用于机床的控制措施和/或调节干预的预测模块,该预测模块基于机器学习方法和/或专家系统,其中,预测模块与机床的控制装置耦联。
5、优选地,根据本发明的机床设计为cnc控制的机床。用于测量已加工工件的装置优选地设计为用于光学测量工件的装置。根据本发明的设备优选地设计成使用自动进行的部件测量或螺纹测量的结果来预设机床。例如,使用预测模块可提前识别渐进的刀具磨损,从而可导出用于控制机床的控制命令,例如以提前执行刀具更换的方式。
6、在根据本发明的设备的优选变型中规定,机床包括用于探测加工工件时的工艺数据的多个传感器,其中,所述传感器选自传感器的组,该组包括:用于探测机床的驱动器的马达数据的传感器、用于测量机床的机架上的振动的传感器、用于测量机床的工件容纳部和/或刀具容纳部上的振动和/或力的传感器、用于测量机床的主轴和/或进给轴和/或刀具轴的进给速度和/或进给力的传感器。
7、通过在切割过程期间使用各种传感器完整探测工艺数据,可探测连续的和破坏性的测量值变化,并可对其进行评估,例如,关于刀具磨损、刀具破损或部件上的材料缺陷。借助于根据本发明提供的基于机器学习方法的预测模块,可在过程期间及时识别设备的出现的运行状态,从而可进行相应的早期干预。由此特别地减少了否则在随机控制的情况下在过程期间可能产生的大量材料浪费。
8、用于测量工件容纳部处的力的传感器例如可以压电传感器或应变计的形式提供。例如,可使用超声波传感器来探测振动,并且例如可提前探测到开始的刀具磨损。因此,例如可识别出刀具的前刀面和后刀面处形成的积屑瘤。这种积屑瘤导致工件的几何数据发生变化,该几何数据可在过程期间利用根据本发明的设备在线识别。
9、根据本发明的设备适宜地包括加工站和测量站,它们在处理线中相继地布置,其中,加工站包括机床,并且测量站包括至少一个用于对在为金属管的工件上切割的螺纹进行光学测量的装置。
10、该设备优选地特别地设计成用于切割octg管的内螺纹和外螺纹。
11、可设置具有至少一个光学测量段的至少一个测量头作为用于光学测量的机构,该测量头布置在操纵器处并且被设置成相对于工件移动测量头,以达到测量工件的目的。
12、例如,操纵器可设计为具有关节臂的工业机器人,该关节臂具有多个自由度。在操纵器的自由端处,测量头可布置成使其能够在空间中在至少三个空间轴上自由取向。测量头可布置在载体上并且可在载体处以相对于该载体可在多个自由度上调节的方式被引导。测量头例如可设计成可相对于载体线性调整和/或可绕至少一个空间轴倾斜。
13、本发明意义上的光学测量段能是具有光学传感器的光学探测系统,利用该光学探测系统可对物体进行光学测量。光学测量段可包括至少一个光源和摄像机和/或光切传感器。光学测量段例如可包括远心光学器件,利用该远心光学器件,物方平行的光路被成像在光学传感器上。在该方法的优选变型中,使用至少一个测量头,该测量头被设置成用于测量具有底切螺纹侧面的锥形螺纹。这种测量头例如可包括第一光学测量段和第二光学测量段,其整体形成用于同时测量螺纹的相对侧的测量通道。例如,在ep 3 465 079 b1中描述了这种测量头。
14、本发明的另一个重要方面涉及用于控制用于使用至少一个具有特定切削几何形状的刀具来切削加工工件的机床的方法,特别是用于控制用于在金属管上制造螺纹的机床的方法,其中,该方法包括以下方法步骤:
15、-在高级过程控制器中探测和存储加工的工艺数据,
16、-在加工过程后以光学和/或触觉的方式探测和存储工件的几何数据,
17、-将机床的工艺数据和刀具的几何数据相关联并且将关联的数据存储在过程控制器的关联数据库中,以及
18、-将关联数据输送到预测模型或预测算法中,以导出用于机床的过程控制的控制命令和/或调节干预。
19、根据本发明,通过对工件的几何数据进行位置相关的评估以及将该几何数据与在先前的切割过程或加工过程中位置相关地测量的工艺数据相关联,而建立关联数据库,然后该关联数据库优选地使用专家系统、人工智能或模糊逻辑来评估位置相关地记录的工艺数据以及其随时间连续的或破坏性的变化与部件上的局部特征或误差之间的关联。在预测模型或预测算法的训练阶段之后,所确定的关联可用于通过直接评估在加工过程期间记录的数据来预测工件、更确切地说切割螺纹的质量。
20、优选地,在机床的运行期间,连续地或间歇地探测机床的相应与工件和刀具相对于彼此的位置数据有关的工艺数据,使得工件的几何数据可与机床的工艺数据相关联。
21、由此确保了对工件的质量的完整记录和控制。该方法使得能够预测关于已加工工件的质量的直接消息,并导出对操作员的动作请求和/或对设备或机床的控制命令,以避免错误,或者如果可行在事后纠正错误。由此特别地减少或避免了可能的工件报废。
22、在该方法的优选变型中,预测模型基于机器学习方法,特别是基于人工神经网络,深度人工神经网络,决策树,基于决策树的集成方法,具有或不具有正则化的线性或非线性回归模型,具有线性函数、多项式函数或其他核函数的支持向量机等。
23、该方法的变型的特征在于,在加工期间使用机床上的大量传感器来探测工艺数据。
24、工艺数据优选地选自工艺数据的组,该组包括:机床的驱动器的马达数据、在机床的机架上测量的振动、在机床的工件容纳部和/或刀具容纳部上测量的力和/或振动、机床的主轴和/或进给轴和/或刀具轴的进给速度和/或进给力。
25、工件的实际几何数据被适宜地测量并与工件的目标几何数据进行比较,并且将从比较导出的数据与测量的工艺数据相关联。
26、可规定,根据由预测模型生成的预测,从存储在高级过程控制器中的预定义的措施表导出机床的至少一些控制命令。
27、本发明最后涉及用于通过在至少一个cnc控制的机床中切削加工金属管而在金属管的至少一个端部处制造螺纹的方法,该方法包括在螺纹切割过程期间对螺纹进行光学测量,其中,该方法包括根据上述方法控制机床。
28、该设备的机床或要控制的机床可设计为车床、车铣中心、螺纹切割机或套筒切割机。
29、机床可包括至少一个用于夹紧金属管的可旋转卡盘以及至少一个可相对于卡盘固定和定位的、具有至少一个刀具的刀具保持器。例如,机床可包括至少一个、优选地多个设计为转塔头的刀具保持器,该刀具保持器具有大量不同的刀具。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199441.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表