用于操作机床的方法与流程
- 国知局
- 2024-08-01 00:05:53
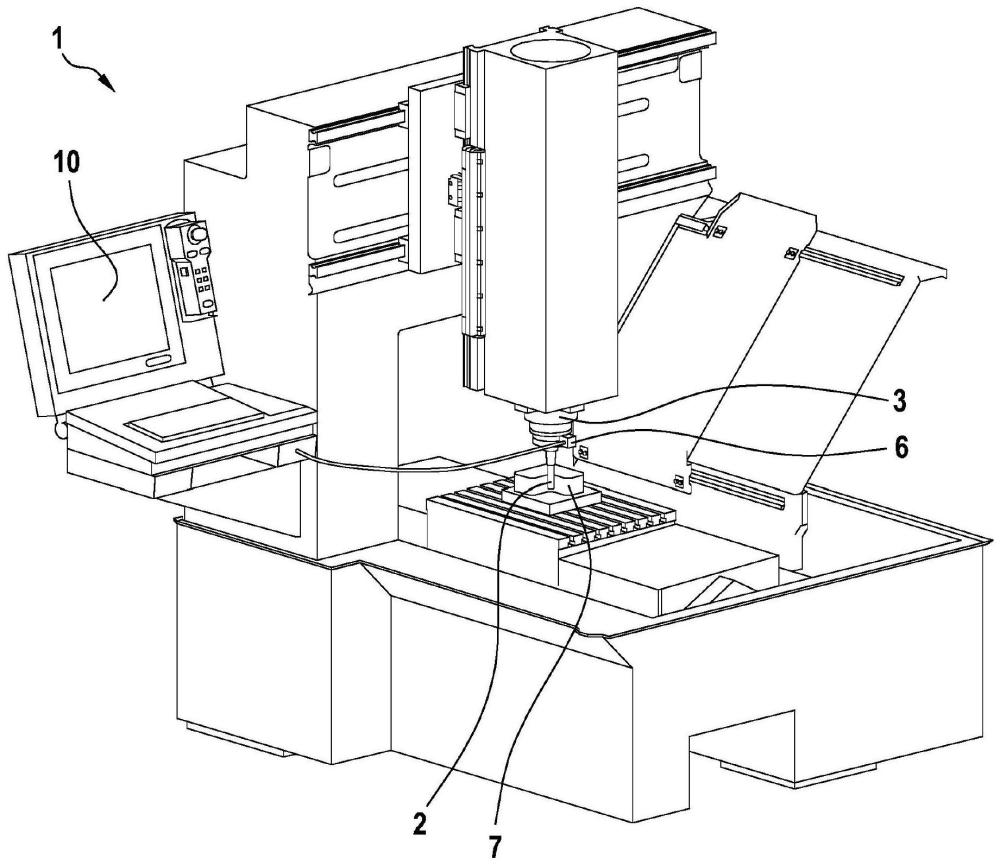
本发明涉及一种用于操作机床的方法,尤其是用于铣削或磨削,并且涉及一种被设置为执行该方法的机床。
背景技术:
1、在现有技术的各种实施方式中已知有机床和用于操作机床的方法。已知有nc(数控)和cnc(计算机数控)机床,其基于控制程序连续地处理指令,以便在工件上执行不同的加工操作。这种加工操作本身已经在实践中得到证实,但是存在需要高精度加工或需要非常好的表面质量的使用情况。此外,在控制程序被不当编程时,有时会发生机器的主轴或工具的过载的情况。
技术实现思路
1、因此,本发明的目的在于提供一种用于操作机床的方法,以及提供一种机床,该机床具有简单的设计和方便的可使用性,能够显著提高工件的加工精度和/或表面质量,并且避免主轴或工具的过载。
2、该目的通过具有根据以下技术方案的特征的方法和具有根据以下技术方案的特征的机床得以实现。以下技术方案还涉及本发明的有利的改进方案。
3、与现有技术相比,根据本发明的具有以下技术方案的特征的方法的优点在于,可以使用工具对工件坯料进行高精度加工和/或实现更好的表面,并且避免了主轴和/或工具的过载。在这种情况下,在必须连续地多次生产工件的情况下得到了特别显著的优点。在这种情况下,根据本发明的方法考虑了工件坯料的几何数据和用于加工的工具的几何数据。在这种情况下,根据本发明的方法包括确定工件坯料的几何数据的步骤,以及确定用于加工工件坯料的工具的几何数据的步骤。优选地,通过在加工之前借助测量技术获取工件坯料的尺寸来提供工件坯料的几何数据。替选地,也可以从cad系统和/或机床的控制器的存储器中取得工件坯料的几何数据。在这种情况下,借助测量技术来获取工件坯料的尺寸提供了非常精确的加工选择。此外,优选地从存储器中还取得用于加工的工具的几何数据。替选地,借助测量技术实现获取所使用的工具的几何数据。
4、根据本发明的方法还包括将用于加工工件坯料的工具轨迹划分成多个路径增量的步骤。在这种情况下,可以自由地选择相应的路径增量的大小。路径增量优选地被选择为如此短,使得其在工具和工件坯料在其上相对于彼此移动的轨迹的给定轨迹速度(给定进给量)和工具的给定转速下仅对应于工具为了去除材料而经过的路径,在此期间相对于工件仅旋转一周(umdrehung)或仅仅几周、至多五周。
5、此外,根据本发明,对在每个路径增量中借助工具在工件坯料上的材料去除进行模拟。随后,基于模拟来计算在每个路径增量中工件坯料和工具之间的接合率,并且根据计算的接合参数来调整工具和工件坯料之间的相对移动、尤其是工具相对于工件坯料的进给量和/或转速。
6、因此,根据本发明的方法使得能够显著改进工件坯料的加工精度和/或表面质量,并且避免机床的部件过载,从而能够生产精确地对应于预定的尺寸和要求的工件。
7、特别优选地,直接在机床的控制器中执行根据本发明的方法。
8、根据本发明的优选实施方式,路径增量的长度对应于在工具的1至5周旋转期间工具以预定的轨迹速度和预定的转速行进经过的路径。特别是在考虑了先前计算的工件坯料和工具之间的接合率的情况下,选择这些相对小的路径增量使得可以很成功地模拟工具对材料的去除。
9、优选地,基于在工具和工件坯料之间的沿着路径增量的相对移动期间由工具从工件坯料去除的材料体积来确定接合率。
10、更优选地,基于工具到工件坯料中的侵入深度来确定接合率。侵入深度对应于工具沿工具的旋转轴线的方向与工件坯料的材料的最低接触点和最高接触点之间的差。
11、根据本发明的另一优选实施方式,基于包绕(umschlingung)来确定接合率。包绕给出了工具的切削刃与工件坯料的材料在工具的旋转期间接合的角度范围。在所谓的完全切削的情况下(其中工具例如在工件坯料中形成凹槽),包绕为至多180°。
12、更优选地,基于与工件坯料的材料接触的表面的大小来确定接合率。在这种情况下,由工具的由于工具的旋转而得到的包络体来限定该表面。
13、根据本发明的另一优选实施方式,基于工具和工件坯料之间的轨迹相对于工具的旋转轴线的角度来确定接合率。如果角度小于90°,则工具在工件坯料中进行侵入式加工。在这种情况下,工具沿轴向侵入工件中。如果角度大于90°,则进行工件坯料的拉削式加工(ziehende bearbeitung)。
14、因此,可以由机床的控制器针对每个路径增量计算用于接合率的一个或多个接合参数。
15、更优选地,在工具沿着计算的路径增量相对于工件坯料移动之前,在时间上先针对每个单独的路径增量计算接合率的接合参数。在控制器中,在时间上稍微提前针对每个单独的路径增量确定接合率的接合参数使得在沿着计算的路径增量进行加工之前仍然能够调整进给量和/或转速。因此,在沿着路径增量进行加工之前不久,控制器仍然能够改变进给量和/或转速的参数,这些参数对于加工而言是重要的。由此,例如可以通过例如沿着具有更大材料去除的路径增量降低进给量和/或转速来提高加工精度。尤其地,在沿着路径增量的接合参数过高的情况下,可以防止不期望的振动,这种振动导致了不准确或不良的表面。也可以以此方式防止工具的过载。因此,在加工工件坯料的情况下,可以对加工进行调整,并且该调整尤其可以被优化。
16、如果例如沿着一个路径增量的材料去除的体积较大,则可以降低工具的进给量和/或转速,以便降低机床的主轴和工具的负荷。
17、如果例如沿着一个路径增量的材料去除的体积特别小,则工具的进给量和/或转速可以被选择为更大,以便缩短加工时间。
18、特别优选地,对于用于加工工件坯料的每个工具而言,针对接合参数的一个或多个特征曲线被储存在机床的控制器中。在这种情况下,特征曲线给出了如何针对各个计算的接合参数(例如,材料体积和/或侵入深度和/或包绕和/或处于接合的包络体和/或在工具与工件坯料之间的轨迹角度)来调整工具相对于工件的进给量和/或转速。特征曲线根据在沿着路径增量进行加工期间的接合率来确定进给量和/或转速并且针对每个路径增量重新计算。
19、进一步优选地,在根据本发明的方法的情况下,在加工期间获取振动和/或由至少一个电驱动器、尤其是至少一个进给轴或主转轴的电机电流计算的加工力。这尤其是借助传感器例如在主轴上来执行,又或者间接地借助机床的轴中的路径测量传感器来执行。如果测量的振动和/或计算的加工力低了,则可以增大进给量和/或转速,而不会损害加工结果或使主轴或工具过载。如果在进行加工的情况下,对于加工工艺、主轴或工具所测量的振动和/或计算的加工力高了,则必须降低进给量和/或转速。如果针对路径增量(在其中测量的振动和/或计算的加工力的值为高或低)的进给量和/或转速由于时间原因(因为已经在进行加工了)而不再可能进行改变,则代替性地优选地由控制器针对所讨论的一个或多个接合参数来调整目前使用的工具的特征曲线。如果测量的振动和/或计算的加工力高了,则针对工具的进给量和/或转速的特征曲线在计算的接合参数的区域中下降,以便在工具轨迹中的未来的路径增量(在其中计算的接合参数具有相同量值)中,控制器根据改变的特征曲线以降低的进给量和/或降低的转速执行加工。如果测量的振动和/或计算的加工力低了,则特征曲线在计算的接合参数的区域中相应地上升。因此,得到了自优化、自学习的系统。为了使特征曲线在加工期间不会持续地改变,除了将测量的振动和/或计算的加工力分成高和低之外,例如还可以限定尤其具有±5%的偏离的中间范围,该中间范围被视为是合适的范围。如果测量的振动和/或计算的加工力落入该范围中,则特征曲线不发生变化。由于在加工期间,计算的接合参数通常在特定的值范围内变化,因此针对该值范围自动地优化针对进给量和/或转速的一个或多个特征曲线。在短时间的加工之后,针对用于不同的计算的接合参数的测量的振动和/或计算的加工力应当仅得出仍然合适的值。
20、进一步优选地,在加工期间尤其借助传感器来获取振动和/或由进给轴或主转轴的电驱动器的电机电流计算的加工力,并且如果低于预定的极限值,则所使用的工具的针对进给量和/或转速的特征曲线在计算的接合参数的区域中上升,以便当在沿着路径增量进行加工的情况下再次以相同的量值计算接合参数时,则在未来在加工质量恒定的情况下提高加工速度。如果振动和/或加工力的获取的值超过预定的极限值,则所使用的工具的针对进给量和/或转速的特征曲线在计算的接合参数的区域中下降,以便当在沿着路径增量进行加工的情况下再次以相同的量值计算接合参数时,在未来降低加工速度。
21、进一步优选地,特征曲线取决于材料特性。当一个工具用于不同的材料或具有不同硬度的一种材料时,针对每种材料特性(例如不同的材料或不同的硬度)储存针对相应的工具的单独的特征曲线。优选地,针对工件坯料的每种材料特性结合工具限定单独的特征曲线,基于计算的接合参数来调整该特征曲线以用于未来的加工。
22、进一步优选地,针对每个工具单独地限定用于评估测量的振动和/或计算的加工力是否高、低或合适的范围。当然,可以为预加工使用大的工具,其具有的在测量的振动和/或计算的加工力方面的负荷显著高于用于最终加工的精细的工具。因此,除了用于设定进给量和/或转速的针对单个工具的特征曲线之外,在控制器中还有利地储存有极限值,以用于在针对每个工具和可能的每种待加工的材料在高的、合适或低的测量的振动和/或计算的加工力之间进行区分。
23、进一步优选地,在加工期间被如此优化的特征曲线被储存在控制器中,使得这些特征曲线可以用于以相同的工具对其他工件进行后续加工。
24、根据本发明的另一优选实施方式,确定了工具的可能的损耗。如果测量的振动和/或计算的加工力在沿着路径增量进行加工期间既不高也不低,并且因此是合适的,则可以假设已经以进给量和/或转速的最优值进行加工。如上所述,特征曲线在针对计算的接合参数的该区域中不再改变,并且可以附加地在所述区域中被标示为优化过的。如果在加工期间的稍后的时刻,计算的接合参数落入被标示为优化过的特征曲线的区域中,但是测量的振动和/或计算的加工力不再是合适的,而是偏离的、例如高或低了,则可以从中推断出,加工整体上不再以最优的方式进行,尤其是工具被损耗了,并且针对测量的振动和/或计算的加工力的值因此已经劣化了。
25、控制器可以根据加工任务对此做出不同的反应。根据优选实施方式,使用工具对工件的加工可以被中断,并且或许可以使用新的或完好的同类型工具来继续。替选地,在仅稍微超过针对测量的振动和/或计算的加工力的合适的区域(例如±2%)的情况下,可以使用针对工具的第二、暂时下降的特征曲线来继续加工,直到与使用未损耗的工具进行加工的差异变得太大,并且直至此时才中断加工。
26、尤其是如果特征曲线已经通过之前的加工操作被很好地优化过了,则这种类型的损耗监测很好地起作用。在这种情况下,损耗监测不仅可以检测工具的损耗,而且还可以检测加工中的其他异常,例如如果工具具有显著的不平衡并且因此强烈振动并将导致不良的加工结果。
27、因此,将对接合参数的计算与对测量的振动和/或计算的加工力的确定结合起来可以对加工工艺进行非常高效的监测。
28、可以通过对沿着工具轨迹的接合参数的在时间上在先的计算来防止工具或主轴的过载或碰撞。如果在计算接合参数时确定了工具应当使用工具中的在该处根本没有切削刃的部分(例如,在工具轴处)来执行材料去除,则这可以被查明为即将发生的碰撞,并且可以由控制器在该碰撞发生之前停止机器。以相同的方式,如果例如通过对接合参数的在时间上在先的计算确定了非常高的、对于工具或主轴而言不容许那么高的接合参数,则可以防止工具或主轴的过载。然后,同样可以在工具或主轴即将过载之前借助控制器停止机器。
29、相反地,尽管特征曲线在计算的接合参数的区域内已经优化过了,如果刚刚测量的振动值远低于合适的振动值,则也可以获取到加工中的误差。在这种情况下,工具例如可以被中断,并且因此不再处于接合中。
30、当然,针对进给量和/或转速的特征曲线可以取决于一个或多个计算的接合参数。这对于每个单独的工具而言可以是不同的。
31、本发明还涉及一种被设置为执行根据本发明的方法的机床。该机床优选地包括控制器和存储器,在其中执行根据本发明的方法,并且优选地计算接合率的接合参数,并且储存与计算的接合参数和测量的振动和/或计算的加工力的区域有关的针对进给量和/或转速的特征曲线。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199648.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表