盖用层叠材料、盖及使用了盖的包装体的制作方法
- 国知局
- 2024-08-02 13:17:23
本发明涉及盖用层叠材料、盖及使用了盖的包装体,更详细而言,涉及制作对食品、医药品等内容物进行密封包装的包装体中使用的盖的盖用层叠材料、由盖用层叠材料制作的盖及使用了盖的包装体。本说明书中,“铝”这样的用语除了包含纯铝以外,还包含铝合金。
背景技术:
1、以往,作为对上述内容物进行密封包装的包装体,广泛使用下述包装体,其包含:上方开口的容器;和以覆盖容器的开口的方式外周缘部热封于容器的开口周缘部的盖。
2、作为制作上述包装体的盖的盖用层叠材料,已知包含下述复合材料的盖用层叠材料,所述复合材料是铝箔、锚固涂层、由低密度聚乙烯形成的应力缓和层及作为热封层的热熔粘接剂层从盖用层叠材料的一面侧起依次层叠而成(参见专利文献1、[0070]段)。
3、由专利文献1记载的盖用层叠材料形成的盖利用例如高频感应加热而热封于上方开口且收纳有内容物的合成树脂制容器的开口周缘部,由此得到包装体。即,前述盖以覆盖填充有内容物的容器的开口的方式盖于该开口的周缘部后,利用高频感应加热密封装置使盖的铝箔发热,借助该热使热熔树脂粘接剂层熔融,从而容器的开口周缘部与盖被热封。另外,由专利文献1中记载的盖用层叠材料形成的盖的铝箔也作为用于保护内容物免受气体、水蒸气、光等的影响的阻隔层发挥功能。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2017-95142号公报
技术实现思路
1、发明所要解决的课题
2、但是,对于通过将由专利文献1中记载的盖用层叠材料制作的盖热封于容器而得到的包装体而言,在将多个包装体打包(packing)的状态下进行长距离运输时,有盖的耐压性下降的担忧。本技术人推测其原因如下。即,前述处于打包状态的包装体在运输期间处于长时间振动,特别是受到异常的横摇时,包装体彼此碰撞、或者压迫。此时,各包装体的内压上升下降,盖反复膨胀和收缩。而且认为,由于盖反复膨胀和收缩,反复应力持续地作用于铝箔,在该铝箔中积累周期性的变形疲劳,从而引起循环疲劳,结果,盖整体的耐压性下降。
3、本发明提供即使异常的横摇作用于使用了所制作的盖的包装体,也能够抑制作为盖所需的耐压性的下降的盖用层叠材料。
4、用于解决课题的手段
5、为实现上述目的,本发明包括以下的方式。
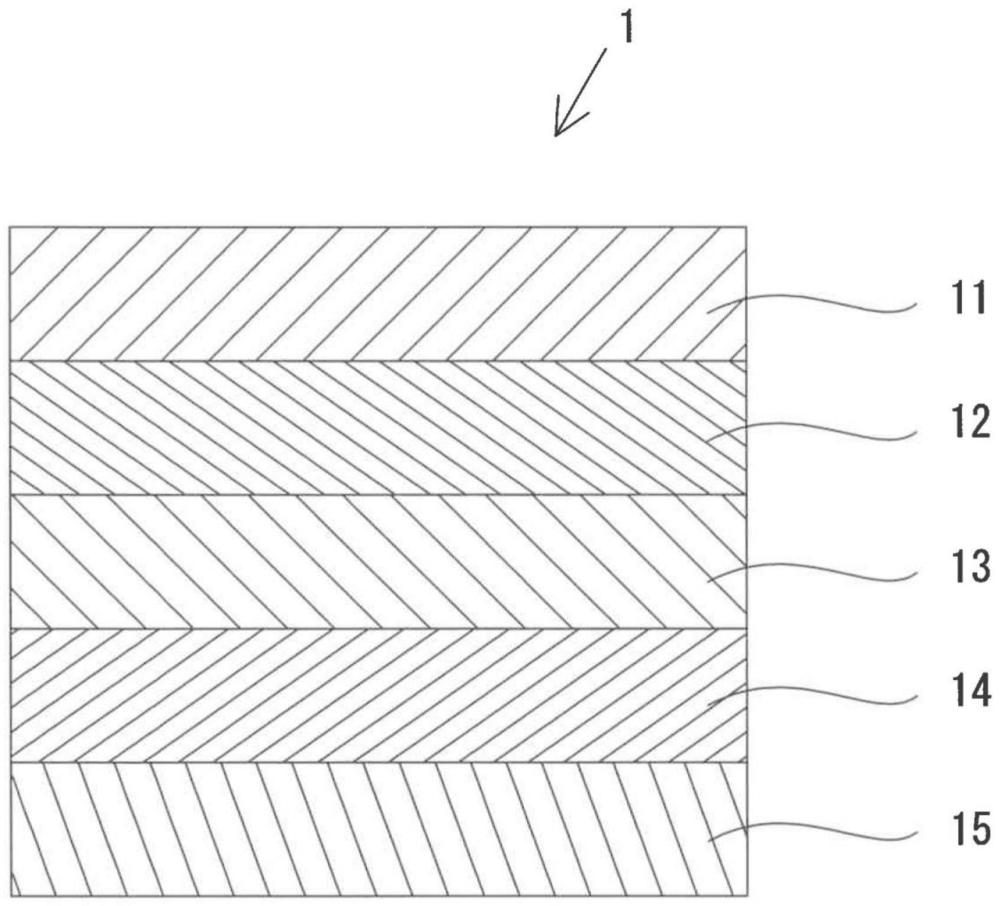
6、1)盖用层叠材料,其特征在于,具备由金属箔形成的阻隔层、和形成于阻隔层的一面的热封层,制作以覆盖装入有内容物的容器的开口的方式利用前述热封层热封于容器的开口周缘部的盖,
7、在前述阻隔层与前述热封层之间,形成有包含直链状低密度聚乙烯树脂与低密度聚乙烯树脂的混合物、并且缓和作用于前述阻隔层的应力的应力缓和层。
8、2)如上述1)所述的盖用层叠材料,其特征在于,形成前述应力缓和层的前述混合物中的前述直链状低密度聚乙烯树脂的含量为5~40质量%。
9、3)如上述1)所述的盖用层叠材料,其特征在于,前述直链状低密度聚乙烯树脂的密度为0.87~0.93g/cm3,前述低密度聚乙烯树脂的密度为0.90~0.92g/cm3。
10、4)如上述1)所述的盖用层叠材料,其特征在于,前述直链状低密度聚乙烯树脂的利用差示扫描量热测定法测得的熔点为80℃以下。
11、5)如上述1)所述的盖用层叠材料,其特征在于,前述直链状低密度聚乙烯树脂为使用茂金属催化剂进行聚合而得的茂金属系直链状低密度聚乙烯树脂。
12、6)如上述1)所述的盖用层叠材料,其特征在于,前述应力缓和层由膜形成,该膜的流动方向(md)的断裂拉伸伸长率(e(md))为200~500%,与流动方向垂直的宽度方向(td)的断裂拉伸伸长率(e(td))为200~700%。
13、7)如上述1)所述的盖用层叠材料,其特征在于,在前述阻隔层与前述应力缓和层之间存在有锚固涂层。
14、8)如上述1)所述的盖用层叠材料,其特征在于,在前述阻隔层的与应力缓和层侧的面相反侧的面上形成有保护树脂层。
15、9)如上述1)所述的盖用层叠材料,其特征在于,成为前述阻隔层的金属箔的断裂拉伸强度为20~200mpa,并且断裂拉伸伸长率为5~50%。
16、10)如上述1)所述的盖用层叠材料,其特征在于,前述热封层由热熔接层和基材层构成,所述热熔接层由热熔接性树脂形成,所述基材层形成于热熔接层的应力缓和层侧的面上且由合成树脂形成,前述热封层的基材层与前述应力缓和层粘接。
17、11)如上述10)所述的盖用层叠材料,其特征在于,成为前述热封层的前述热熔接层的热熔接性树脂的基于jis k7210-1(2014)在190℃、2.16kg的载荷下测得的熔体流动速率为2~15g/10分钟。
18、12)如上述10)所述的盖用层叠材料,其特征在于,前述热封层的前述热熔接层由热熔接树脂膜形成,基于jis k7161-1(2014)得到的该热熔接性树脂膜的流动方向(md)的断裂拉伸强度、及与流动方向垂直的宽度方向(td)的断裂拉伸强度均为40~100mpa。
19、13)如上述10)所述的盖用层叠材料,其特征在于,前述热封层的前述热熔接层由热熔接树脂膜形成,在160℃、0.2mpa及1秒的条件下,使前述热封层热熔接于由与成为该热封层的前述热熔接层的前述热熔接性树脂膜相同的热熔接性树脂膜形成的厚度0.3mm的片后,在遵照jis k6854-3的t字剥离试验中,以拉伸速度300mm/分钟的条件使该盖用层叠材料与该片相互剥离时的强度为5~15n/15mm。
20、14)如上述1)所述的盖用层叠材料,其特征在于,前述热封层由以覆盖前述应力缓和层的朝向与前述阻隔层相反的一侧的面的方式涂布的热熔粘接剂形成。
21、15)盖,其特征在于,由上述1)~14)中任一项所述的盖用层叠材料形成。
22、16)包装体,其特征在于,上述15)所述的盖以覆盖装入有内容物的容器的开口的方式盖于其开口周缘部,前述盖利用前述热封层而热封于容器的开口周缘部。
23、发明的效果
24、上述1)的盖用层叠材料在阻隔层与热封层之间形成有由直链状低密度聚乙烯树脂(以下,称为llpde)与低密度聚乙烯树脂(以下,称为lpde)的混合物形成、且缓和作用于阻隔层的应力的应力缓和层,因此即使使用了由该盖用层叠材料形成的盖的包装体受到异常的横摇时包装体彼此碰撞、或压迫而导致盖反复膨胀和收缩,也能够通过应力缓和层来使持续作用于作为阻隔层的金属箔的反复应力缓和。因此,抑制作为阻隔层的金属箔发生循环疲劳,结果盖整体的耐压性的下降被抑制。即,通过将ldpe与拉伸强度、刚性高的具有直链状分子链的lldpe混合,非晶部的分子链变长,因此应力缓和层成为即使伸展也不易破损的层,应力缓和层对伸展断裂(日文:伸び破断)的耐久性提高。结果,抑制盖的耐压性因包装体的运输期间等的内压的变化、外部应力而下降,盖自身破损的风险大幅降低。另外,由于应力缓和层为即使伸展也不易破损的层,因此即使因反复应力而在作为阻隔层的金属箔中产生微细裂纹,也能够通过应力缓和层伸展来填塞该微细裂纹。
25、根据上述2)的盖用层叠材料,由于形成应力缓和层的混合物中含有5质量%以上的lldpe,因此与由ldpe单独形成的情况相比,应力缓和层成为易于可靠地伸展、不易破损的层。另外,由于形成应力缓和层的混合物中的lldpe的含量为40质量%以下,因此在通过由盖用层叠材料制作的盖将容器的开口热封的包装体中,将吸管等刺入盖时,在刺入的孔的周缘部不易残留纤维状的树脂,是卫生的。
26、根据上述3)的盖用层叠材料,由于形成应力缓和层的混合物中的lldpe的密度为0.87~0.93g/cm3,因此应力缓和层具有适当长度的分子链,结果变得过硬的情况得以抑制,应力缓和层即使伸展也不易被破坏。即,通过使lldpe的密度在上述范围内,从而与ldpe的分散性良好,不易被破坏。从提高耐吸管刺入性的方面考虑,lldpe的密度优选为0.87~0.90g/cm3。另外,通过使形成应力缓和层的混合物中的ldpe的密度的下限为0.90g/cm3,能够抑制因低分子量成分过多而破损,同样地,通过使上限为0.92g/cm3,能够抑制变得过硬而难以伸展。因此,能够向应力缓和层提供充分的一定强度和刚性。
27、根据上述4)的盖用层叠材料,由于形成应力缓和层的混合物中的lldpe的熔点为80℃以下,因此能够制成柔软而容易伸展的应力缓和层。即,lldpe的熔点为80℃以下,因此晶体成分少,无定形成分多,成为柔软的应力缓和层而非硬的应力缓和层,结果即使应力产生作用,应力缓和层也能够伸展而不断裂。
28、根据上述5)的盖用层叠材料,形成应力缓和层的混合物中的茂金属系lldpe的分子量分布变小,低分子量成分变少,分子链短的成分变少,因此具有直线状的长分子链的各分子彼此缠绕。结果,应力缓和层的伸缩性提高,即使在使用了由盖用层叠材料形成的盖的包装体的运输时因包装体的内压变化等而使应力作用于盖的情况下,应力缓和层也成为即使伸展也不易破损的层,应力缓和层对伸展断裂的耐久性提高。因此,因运输期间等的内压的变化、外力而作用于盖的应力被缓和,抑制盖的耐压性下降,结果盖自身破损的风险大幅降低。
29、根据上述6)的盖用层叠材料,应力缓和层在追随作为阻隔层的金属箔的同时伸展,因此即使在金属箔中产生微小裂纹的情况下,也能够抑制由面对裂纹的金属箔的断裂端面等引起的应力缓和层的破损。
30、根据上述7)的盖用层叠材料,通过锚固涂层的作用,应力缓和层与阻隔层的粘接强度提高,应力缓和层与作为阻隔层的金属箔的密合性提高,因此比应力缓和层高的金属箔的耐力维持至金属箔的断裂为止,由此对作用于盖整体的应力的耐力提高。
31、根据上述8)的盖用层叠材料,通过保护树脂层的作用,盖整体的耐压性进一步提高,不易破损。
32、根据上述9)的盖用层叠材料,作为阻隔层的金属箔的断裂拉伸强度及断裂拉伸伸长率各自在规定范围内,因此对作用于盖的应力变得更柔性,能够防止破损。
33、根据上述10)的盖用层叠材料,能够提高由该盖用层叠材料形成的盖、与容器的热封强度,或者提高盖自身的强度、缓冲性。另外,盖对包含容器及盖的包装体的内压的密封性、盖对内压的耐压性也良好。
34、若使用由上述11)的盖用层叠材料形成的盖,则在高频感应加热密封中,能够在短时间内更可靠地热封于填充有内容物的容器的开口周缘部。另外,盖对包含容器及盖的包装体的内压的密封性、盖对内压的耐裂纹性进一步良好,更有效地抑制密封后退、热封部的剥离、金属箔的微小裂纹的产生。
35、就上述12)的盖用层叠材料而言,整体的强度得以提高。另外,若使用由该盖用层叠材料形成的盖,则盖对包含容器及盖的包装体的内压的密封性、盖对内压的耐裂纹性进一步良好,更有效地抑制密封后退、热封部的剥离、金属箔的微小裂纹的产生。此外,由上述12)的盖用层叠材料形成的盖的撕裂强度也充分,耐吸管刺入性也良好。若耐吸管刺入性良好,则例如将吸管刺入该盖用层叠材料及由其形成的盖时的阻力变小,吸管不会弯曲或折断。
36、将由上述13)的盖用层叠材料形成的盖热封于容器的开口周缘部而成的包装体在运输时不发生意外的开封、盖的剥离、密封后退等。另外,能够容易地通过盖的剥离来进行开封作业。
本文地址:https://www.jishuxx.com/zhuanli/20240801/239116.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表