一种层压生产线及层压生产线控制方法与流程
- 国知局
- 2024-08-02 15:25:51
本技术涉及,特别是一种层压生产线及层压生产线控制方法。
背景技术:
1、印制电路板(printed circuit board,pcb)压合工艺是用于制造pcb板的关键性工艺,通过pcb生产线能够实现对pcb板的固化成型。其中,pcb生产线包括上下料口、热压机、冷压机、暂存架和运载车等设备,层叠后的pcb组件能够在运载车的转运下依次完成上料、热压、冷压和下料。在现有技术中,工作人员会先将层叠后的pcb组件放置在暂存架上,运载车抓取暂存架上的pcb组件,并将其依次运送至热压机和冷压机中,最后将成型的pcb板运回至暂存架,完成pcb板压合的全过程,由此可知,pcb压合生产线中包含了较多的设备,在这些设备分布的同时还需要预留出工作人员活动的空间,使得整条生产线的占地面积过大,导致该pcb压合生产线无法在场地面积较小的环境下布置。
技术实现思路
1、有鉴于此,本技术提供一种层压生产线及层压生产线控制方法,以解决现有技术中pcb压合生产线占地面积过大的技术问题。
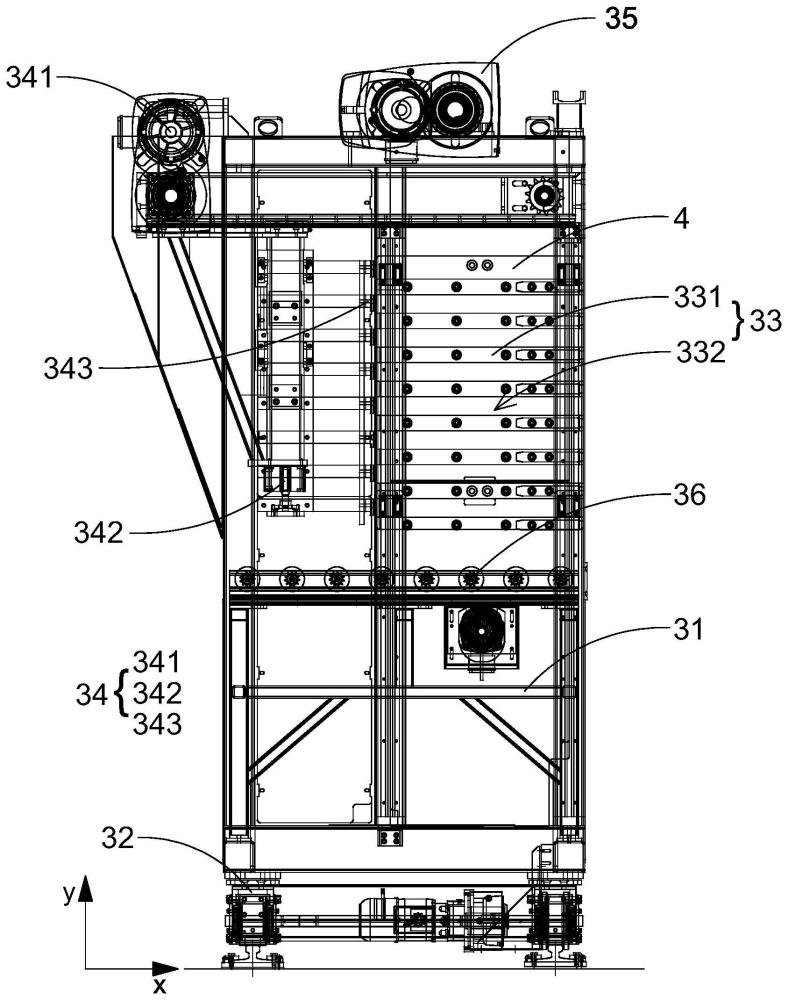
2、本技术提供了一种层压生产线,所述层压生产线包括上下料机构、层压机和转运设备,所述上下料机构用于对工件进行上料和下料,所述层压机用于对工件进行层压,所述转运设备位于所述上下料机构和所述层压机之间,其中,所述转运设备包括固定架、行走装置、暂存装置和抓取装置,所述行走装置位于所述固定架底部,以使所述转运设备能够沿预设路径运动。
3、所述暂存装置和所述抓取装置安装于所述固定架,所述暂存装置用于暂存工件,所述抓取装置能够带动所述暂存装置暂存的工件沿第一方向x朝向所述层压机移动,用于将工件从所述暂存装置推出至所述层压机,所述抓取装置还能够带动工件沿第一方向x背离所述层压机移动,用于将工件从所述层压机拉回至所述暂存装置。
4、本技术实施例中,层压生产线通过转运设备能够实现对工件的转运工作,有利于提高层压生产线整体的自动化程度,从而提高层压生产线的工作效率,并通过暂存装置和抓取装置实现工件在层压机和转运设备之间进行自动上下料,有利于提高工件在上下料过程中的稳定性和可靠性,且通过自动化的工作方式,还减少了工件在转运的过程中反复校准的步骤,有利于进一步缩短层压生产线对工件的加工时间,同时,还能够减少层压生产线对劳动力的需求,有利于降低人工成本,更加符合实际的使用需求。
5、在一种可能的实施方式中,所述暂存装置具有多个隔板,多个所述隔板沿第二方向y间隔分布,相邻两个所述隔板围成用于暂存工件的暂存区域。
6、本技术实施例中,隔板能够对工件起到支撑作用,且沿第二方向y,相邻的两个隔板能够围成暂存区域,使得暂存装置内能够同时存储多个工件,以提高转运设备的运载能力,同时,多个工件在转运设备的作用下可以同步放入层压机中,以实现层压生产线对多个工件的同时加工,有利于进一步提高层压生产线对工件的加工效率。
7、因此,转运设备通过多个隔板所围成的多个暂存区域能够实现对大量工件的转运,以提高转运设备的运载能力,且在对工件进行加工的过程中,能够实现多个工件同时在层压机中进行层压,有利于进一步层压生产线的工作效率。
8、在一种可能的实施方式中,所述转运设备还包括升降装置,所述升降装置与所述暂存装置连接,所述升降装置能够驱动所述暂存装置沿第二方向y移动,以使各所述暂存区域能够与所述上下料机构对齐。
9、本技术实施例中,升降装置安装于固定架,沿第二方向y,升降装置位于暂存装置的上方,且升降装置与暂存装置连接,以使升降装置能够驱动暂存装置沿第二方向y运动,从而使得暂存区域与上下料机构沿第二方向y对齐,以便实现工件在上下料机构与转运设备之间的转运工作,或者,暂存区域与层压机沿第二方向y对齐,以便实现工件在层压机与转运设备之间的转运工作。
10、因此,转运设备通过升降装置能够驱动暂存装置沿第二方向y运动,从而在对转运设备上下料的过程中,能够实现暂存装置对工件的自动存储和自动释放,以提高转运设备的自动化程度,无需人工将工件放入暂存装置内或者将工件从暂存装置内取出,从而在降低人工成本的同时提高层压生产线的工作效率。
11、在一种可能的实施方式中,所述转运设备还包括传送装置,沿第二方向y,所述传送装置与所述上下料机构对齐,所述传送装置用于将工件从所述上下料机构传送至所述暂存区域。
12、本技术实施例中,传送装置安装于固定架,且沿第二方向y,传送装置位于暂存装置的下方。当转运设备位于与上下料机构相对应的位置时,传送装置能够与上下料机构相互配合,用于将工件传送至转运设备内或者将工件传送至上下料机构上,具体的,传送装置能够与上下料机构沿第二方向y对齐,以使工件在传送过程中更加稳定、可靠,有利于提高工件在上下料机构与转运设备之间传送的安全性。
13、因此,转运设备通过传送装置与上下料机构之间的相互配合,能够实现工件在上下料机构和转运设备之间的自动上料或自动下料,从而无需通过人工的方式对工件进行上下料,有利于节约工件在上下料过程中重新定位、校准的时间,以提高工件在上下料机构与转运设备之间转运的工作效率。
14、在一种可能的实施方式中,所述暂存区域包括第一暂存区域,所述第一暂存区域为与所述上下料机构对齐的暂存区域,所述层压生产线还包括控制装置,所述转运设备还包括第一检测装置,所述第一检测装置用于检测所述第一暂存区域内是否有工件,所述控制装置用于在所述第一检测装置检测到所述第一暂存区域内有工件时控制所述传送装置停止,并控制所述升降装置上升或下降预设距离。
15、本技术实施例中,当升降装置驱动暂存装置沿第二方向y向上或向下移动后,下一个暂存区域将作为新的第一暂存区域与上下料机构沿第二方向y对齐,以便完成对下一个工件的上料工作或下料工作。其中,层压生产线还设置有控制装置,转运设备还包括第一检测装置,第一检测装置与控制装置电连接或信号连接,具体地,第一检测装置安装于传送装置,用于检测第一暂存区域内是否存在工件,控制装置用于在第一检测装置检测到第一暂存区域内存在工件时控制传送装置停止,并控制升降装置上升或下降预设距离。
16、因此,转运设备通过第一检测装置和控制装置能够实现对升降装置和传送装置的自动控制,从而实现对工件的上下料工作,且第一检测装置相较于对第一暂存区域的检测更加灵敏,能够降低工件在第一暂存区域内的停留时间过久的可能性,从而提高转运设备在工作过程中的可靠性,更加符合实际的使用需求。
17、在一种可能的实施方式中,各所述隔板均包括沿第三方向z间隔分布的第一隔板和第二隔板,且沿第三方向z,所述传送装置位于所述第一隔板和所述第二隔板之间,所述检测装置包括光电传感器,所述光电传感器位于所述第一隔板和所述第二隔板之间,并位于所述传送装置沿第二方向y靠近所述行走装置的一侧。
18、本技术实施例中,当工件位于第一暂存区域内时,工件沿第三方向z的两端能够分别放置于第一隔板和第二隔板上,从而在暂存装置带动工件沿第二方向y运动的过程中通过第一隔板和第二隔板能够对工件起到支撑作用,以降低工件从暂存装置上掉落的可能性,提高工件在暂存装置内的稳定性和安全性。同时,第一隔板和第二隔板沿第三方向z分布在传送装置的两侧,以使第一隔板和第二隔板之间形成镂空的结构,从而在保留暂存装置具有支撑作用的情况下简化了暂存装置的内部结构,降低了暂存装置的制造难度和生产成本,且第一隔板和第二隔板之间为镂空结构还便于第一检测装置对第一暂存区域内进行检测。
19、在一种可能的实施方式中,所述抓取装置包括多个抓取部,多个所述抓取部沿第二方向y间隔分布,多个所述抓取部与多个所述暂存区域对应设置,用于驱动暂存的工件移动。
20、本技术实施例中,当抓取部与暂存区域沿第二方向y对齐时,抓取部同时也与层压机沿第二方向y对齐。其中,各抓取部能够与各暂存区域内的工件对应连接,或者,与层压机内各加工区域的工件对应连接,以实现对多个工件的同步转运动作,有利于进一步提高工件在层压生产线中的加工效率。
21、因此,转运设备通过多个抓取部能够实现对多个工件的同步抓取,从而在对层压机进行上下料工作的过程中提高工作效率。其中,转运设备通过第二检测装置和控制装置的配合能够实现工件在转运设备与层压机之间的上下料工作,自动化的控制放置使得工件在转运过程中具有更高的配合精度,无需重复校准工件的位置和角度,从而节省了大量的校准时间,进而有利于提高工件在层压生产线中的加工效率,更加符合实际的使用需求。
22、在一种可能的实施方式中,所述抓取部与工件中的一者设置有卡块,另一者设置有卡槽,所述抓取部与所述工件之间通过所述卡块与所述卡槽的配合进行卡接。
23、本技术实施例中,在抓取部与工件可拆卸连接的过程中,抓取部与工件之间能够通过卡接的方式进行配合或解除配合,其中,卡接配合的连接方式具有结构简单,容易实现的特点,使得抓取装置具有将工件推出至层压机内的功能和将工件拉回至暂存装置内的功能,有利于降低抓取装置设计和制造的成本。
24、在一种可能的实施方式中,所述抓取装置还包括第一驱动件和第二驱动件,所述第一驱动件安装于所述固定架,所述第一驱动件和所述第二驱动件均与所述抓取部连接,所述第一驱动件能够驱动所述抓取部和所述第二驱动件沿第一方向x运动,用于将所述工件推入或拉出所述层压机,所述第二驱动件能够驱动所述抓取部沿第二方向y运动,以使所述卡块与所述卡槽卡接或解除卡接。
25、本技术实施例中,在抓取部与工件卡接的过程中,抓取装置能够通过第二驱动件实现二者之间的连接,并在第一驱动件的带动下实现对工件的转运工作,有利于提高转运设备的自动化程度,还能够降低工件在转运过程中发生掉落或偏移的可能性,提高工件在转运过程中的安全可靠性。
26、因此,转运设备通过抓取装置能够实现对层压机的自动上下料,提升了转运设备的自动化程度,通过第一驱动件和第二驱动件能够提高工件在转运过程中的控制精度,从而使得工件能够在抓取装置的驱动下能够精准地运动至层压机内的预设位置或暂存装置的预设位置,使得转运过程更加稳定、可靠,同时,自动化的控制方式还能够降低工件在转运过程中发生掉落或磕碰的可能性,提高工件在转运过程中的安全性。
27、在一种可能的实施方式中,所述层压机包括至少一个热压机和至少一个冷压机,所述层压生产线还包括轨道,所述上下料机构和所述层压机沿垂直于所述轨道的延伸方向分布于所述轨道的两侧,所述转运设备能够沿所述轨道运动。
28、本技术实施例中,沿垂直于轨道的延伸方向,上下料机构和层压机分布于轨道的两侧,以使层压生产线的一侧用于对工件进行上料和下料,另一侧用于对工件进行加工,从而避免加工流程产生交叉,降低转运设备的运输成本,进而提高层压生产线整体在工作时的流畅性。具体的,上料口、下料口、热压机和冷压机可以在轨道的两侧沿按照工件的流程顺序进行排布,当转运设备沿轨道按照预设路径运动时,转运设备能够依次经过上料口、热压机、冷压机和下料口,使得层压生产线内的各工序之间的配合更加紧密,减少转运设备的运动距离,同时还能够进一步缩小占地面积,提高空间利用率。
29、本技术的实施例还提供一种层压生产线控制方法,用于控制以上所述的层压生产线对工件进行加工,所述暂存装置包括多个沿第二方向y分布的暂存区域,所述层压生产线控制方法包括:
30、控制所述转运设备移动至所述暂存装置与所述上下料机构对应的位置;
31、控制所述上下料机构的待层压工件运动至所述暂存装置的暂存区域内;
32、控制所述转运设备移动至与所述层压机对应的位置;
33、控制所述抓取装置将所述暂存区域内的待层压工件转运至所述层压机内;
34、在层压机加工完成后,控制所述转运设备将完成加工的工件转运至所述上下料机构。
35、本技术实施例中,层压生产线通过转运设备能够实现对工件的转运工作,有利于提高层压生产线整体的自动化程度,从而提高层压生产线的工作效率,并通过暂存装置和抓取装置实现工件在层压机和转运设备之间进行自动上下料,有利于提高对工件在上下料过程中的稳定性和可靠性,且通过自动化的工作方式,还减少了工件在转运的过程中反复校准的步骤,有利于进一步缩短层压生产线对工件的加工时间,同时,还能够减少层压生产线对劳动力的需求,有利于降低人工成本,更加符合实际的使用需求。
36、在一种可能的实施方式中,所述转运设备还包括传送装置和升降装置,所述上下料机构包括上料口和下料口,在控制所述上下料机构的待层压工件运动至所述暂存装置的暂存区域内时,所述层压生产线控制方法具体包括:
37、控制所述传送装置将所述上下料机构的待层压工件传送至与所述上料口对齐的暂存区域内;
38、控制所述升降装置驱动所述暂存装置上升第一预设距离后停止,以使所述上料口与下一个暂存区域对齐;
39、控制所述传送装置将所述上料口的待层压工件传送至所述下一个暂存区域内;
40、重复预设次数后,控制所述升降装置驱动所述暂存装置上升至与所述层压机对应的第一高度。
41、本技术实施例中,转运设备通过第一检测装置和控制装置能够实现对升降装置和传送装置的自动控制,从而实现待层压工件从上料口到转运设备的自动上料,无需通过人工的方式进行上料工作,有利于降低人工成本,且第一检测装置的检测更加灵敏,能够降低待层压工件在第一暂存区域内停留时间过久的可能性,提高暂存装置在工作过程中的可靠性,更加符合实际的使用需求。
42、在一种可能的实施方式中,所述抓取装置包括多个沿第二方向y间隔分布的抓取部,在控制所述抓取装置将所述待层压工件转运至所述层压机内时,所述层压生产线控制方法具体包括:
43、控制所述抓取部沿第一方向x运动至与所述暂存区域内的所述待层压工件对齐;
44、控制所述抓取部沿第二方向y运动至与所述暂存区域内的待层压工件可拆卸连接;
45、控制所述抓取部沿第一方向x运动带动所述暂存区域内的待层压工件转运至所述层压机内。
46、本技术实施例中,转运设备通过抓取装置能够实现对层压机的自动上下料,提升了转运设备的自动化程度,通过第一驱动件和第二驱动件能够提高待层压工件在转运过程中的控制精度,从而使得待层压工件能够在抓取装置的驱动下能够精准地运动至层压机内的预设位置或暂存装置的预设位置,使得转运过程更加稳定、可靠,同时,自动化的控制方式还能够降低待层压工件在转运过程中发生掉落或磕碰的可能性,提高待层压工件在转运过程中的安全性。
47、在一种可能的实施方式中,所述转运设备还包括传送装置和升降装置,在控制所述转运设备移动至所述暂存装置与所述上下料机构对应的位置时,所述层压生产线控制方法具体包括:
48、控制所述转运设备沿预设轨迹移动至与所述上下料机构对应的位置;
49、控制所述升降装置驱动所述暂存装置下降至第二高度,以使所述暂存装置在预设位置的暂存区域与所述传送装置对齐。
50、本技术实施例中,在转运设备运动至与上下料机构对应位置的过程中,根据预设程序,控制装置控制转运设备按照预设轨迹沿轨道运动至与上下料机构相对应的位置,并控制升降装置驱动暂存装置沿第二方向y运动至第二高度,以使暂存装置内具有预设位置的暂存区域与传送装置沿第二方向y对齐,基于此,转运设备能够适用于不同的工作环境,以满足用户的不同需求。
51、在一种可能的实施方式中,所述层压机包括至少一个热压机和至少一个冷压机,在控制所述抓取装置将所述待层压工件转运至所述层压机内时,所述层压生产线控制方法具体包括:
52、控制所述转运设备移动至与所述热压机对应的位置;
53、控制所述抓取装置将所述暂存区域内的待层压工件转运至所述热压机内;
54、在所述热压机内热压加工完成后,控制所述抓取装置将所述热压机内的热压完成的工件转运至所述暂存装置内;
55、控制所述转运设备移动至与所述冷压机对应的位置;
56、控制所述抓取装置将所述热压完成的工件转运至所述冷压机内;
57、在所述冷压机内冷压加工完成后,控制所述抓取装置将所述冷压机内的冷压完成的工件转运至所述暂存装置内。
58、本技术实施例中,转运设备通过抓取装置能够实现对工件的抓取动作,从而使得工件在从热压机到冷压机的转运过程更加方便、快捷,从而提高转运的工作效率,且自动化的转运方式使得工件在层压机与转运设备之间的转运过程中具有更高的配合精度,无需重复校准工件的位置和角度,从而节省了大量的校准时间,进而有利于提高工件在层压生产线中的加工效率,更加符合实际的使用需求。
59、在一种可能的实施方式中,在加工完成后,控制所述转运设备将完成加工的工件转运至所述上下料机构时,所述层压生产线控制方法具体包括:
60、控制所述转运设备移动至所述暂存装置与所述层压机对应的位置;
61、控制所述抓取装置将所述完成加工的工件转运至所述暂存装置内;
62、控制所述转运设备移动至与所述上下料机构对应的位置;
63、控制所述暂存装置内完成加工的工件运动至所述上下料机构上。
64、本技术实施例中,层压生产线通过转运设备能够实现对工件的自动下料工作,以提高层压生产线整体的自动化程度,从而提高层压生产线的工作效率,同时,通过自动化的方式控制层压生产线的下料过程能够进一步减少对劳动力的需求,以降低人工成本,更加符合实际的使用需求。
65、在一种可能的实施方式中,所述转运设备还包括传送装置和升降装置,所述上下料机构包括上料口和下料口,在控制所述暂存装置的所述完成加工的工件运动至所述上下料机构上时,所述层压生产线控制方法具体包括:
66、控制所述升降装置驱动所述暂存装置下降至第三高度,以使所述暂存装置内存有工件的暂存区域与所述传送装置对齐;
67、控制所述传送装置将所述暂存装置内完成加工的工件传送至所述下料口;
68、控制所述升降装置驱动所述暂存装置下降第二预设距离后停止,以使所述下料口与下一个暂存区域对齐;
69、控制所述传送装置将所述下一个暂存区域内完成加工的工件传送至所述下料口;
70、重复预设次数后,控制所述转运设备沿预设轨迹移动至与所述上料口对应的位置。
71、本技术实施例中,转运设备通过控制装置能够实现对升降装置和传送装置的自动控制,从而实现对完成加工的工件进行下料,且第一检测装置相较于对第一暂存区域的检测更加灵敏,能够降低完成加工的工件在第一暂存区域内的停留时间过久的可能性,从而提高转运设备在工作过程中的可靠性,更加符合实际的使用需求。
72、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本技术。
本文地址:https://www.jishuxx.com/zhuanli/20240801/246060.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表