一种放热焊接剂及其制备工艺的制作方法
- 国知局
- 2024-08-22 14:23:48
本发明涉及放热焊接剂,具体为一种放热焊接剂及其制备工艺。
背景技术:
1、放热焊接技术因具备设备简单、投资少,焊接作业快,不需要大功率电源,操作简单而被广泛推广。放热焊接的原理是放热焊剂被引燃后,利用铝与氧化铜的化学反应,在耐高温的石墨模具内利用高温使活性较强的铝将氧化铜还原,在模具内产生超高热铜液熔融金属导体,利用一定形状、尺寸的模具型腔来完成熔接接头的现代焊接工艺,通常亦称放热熔焊、火泥熔接等。其能够完成各种导线间不同方式的连接,如直通型、丁字型、十字型等,还可以完成不同材质焊接,如普通铁、铜、镀锌钢、镀铜钢、不锈钢等之间的连接。现有技术的放热焊接稳定性有待提高,导致焊接质量不是特别好,使得焊接点容易发生锈蚀和开裂等问题,焊接强度相对较差,而焊接质量主要取决于焊接剂。
2、综上所述,本发明将提供一种焊接稳定性高的放热焊接剂,其具有重要实际意义。
技术实现思路
1、本发明的目的在于提供一种放热焊接剂及其制备工艺,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:
3、一种放热焊接剂,由以下质量百分数组分混合得到:合金焊粉94~96%、造渣剂2~5%、助剂1~2%、石墨复合材料0.2~1%。
4、优选的,所述合金焊粉包括以下组分,按质量百分数计:氧化铜粉末30~60%、铜粉10~35%、铝粉15~30%、铁粉2~7%、钼粉3~6%、钒粉1~3%、锡粉0~3%、锌粉0~1%、稀土金属粉末0.2~1%。
5、优选的,所述氧化铜粉末的氧化度65~75%,粉末粒度为60~100目。
6、优选的,所述铜粉、铝粉、锡粉、锌粉纯度≥99.9%,粉末粒度为50~100目。
7、优选的,所述锌粉以氯化锌形式加入;若加入锌粉,所述锡粉和锌粉两者加入量占合金焊粉质量的1~2.5%,其中锡粉、锌粉两者质量比为2:1;若不加入锌粉,锡粉加入量占合金焊粉质量的2~3%。
8、优选的,所述铁粉以氧化铁形式加入,纯度≥99.9%,粉末粒度为70~150目。
9、优选的,所述钼粉、钒粉纯度≥99.9%,粉末粒度为100~200目;所述钼粉、钒粉两者质量比为4:(1~2)。
10、优选的,所述稀土金属粉末包括但不限于铈、钇、铒、镧中的至少一种。
11、优选的,所述稀土金属粉末为镧铈合金粉末,其中镧占68~72%、铈占28~32%,纯度≥99.9%,粉末粒度为200~300目。
12、方案中,所述放热焊接剂采用氧化铜粉末和铝粉发生铝热反应,产生高温使金属局部熔融实现焊接,因此方案中氧化铜和铝是必不可少的组分,氧化铜内部未被氧化的铜受热后,体积膨胀可以促进铝热反应,使得在较短时间内能够产生焊接所需的高温,即氧化铜对焊接的温度起到了重要的调节作用,因此方案中选用氧化度65~75%,粒度在60~150目的氧化铜,其内部具有足够的未被氧化的铜,能够最大限度保证焊接所需高温;考虑到铝热反应较为迅速,放热量大,极易出现爆炸,存在一定危险性,因此方案中加入了部分铜,起到稳定反应的作用;进一步加入部分氧化铁代替氧化铜,以增加熔融金属的流动性,以提高焊接强度;方案中,引入了钼粉,钼能够细化晶粒,提高焊接处的强度,同时赋予焊接处较高的热稳定性,减少裂纹产生,使焊接处更为饱满完整,不易松脱;为了最大限度的保证焊接处的质量,方案中对钼的加入量较多,但其也会使焊接处的塑性和韧性下降,因此方案中加入一定量的钒对其进行改善,两者协同使焊接处具有较高的强度和质量;另外,方案中加入了锡、锌,在增加熔融金属流动性,强化焊接处强度,同时能够提高焊接处的化学性能,使其具有一定的抗氧能力,避免氧气与熔融金属反应,使焊接处的整体性能下降;由于单质锌会使得焊接处产生气孔,对焊接会产生负面影响,所以方案中选用氯化锌,其还能起到促进焊接润滑作用;稀土金属具有净化杂质元素的作用,具有细化晶粒作用,方案中用稀土金属铈和稀土金属镧复配,两者协同还能起到降低氢的活度,使其更易析出,有效减少了气孔的产生,改善了焊接处组织的致密性,使焊接处与基材形成永久性分子结合;经方案中各合金组分协配,最终使得焊接处饱满、致密,与基材能够形成永久性分子结合,焊接处性能优异。
13、优选的,所述造渣剂包括以下组分,按重量份数计:氟石粉2.5~3.5份、锆英砂10~15份、硅化铜粉1~2份。
14、优选的,所述氟石粉、锆英砂、硅化铜粉粉末粒度为100~200目。
15、为了促进金属熔融和消除焊接处气孔,方案中,用氟石、锆英砂、硅化铜三者复配,得到造渣剂;除了造渣作用外,其中氟石具有去氢作用,能进一步消除氢对焊接处的影响,避免出现气孔、裂纹,影响焊接处的质量;锆英砂能够调整熔渣的物理化学性能,改善焊接处的脱渣性能;硅化铜促进金属液流动性,促进成形,但硅化铜不能加入过多,加入过多会降低脱渣性,使焊接处出现气孔压坑;经三者复配,能够使焊接处金相更为均匀致密,具有更好的焊接质量。
16、优选的,所述助剂包括以下组分,按重量份数计:氯化钠5~10份、碳酸钠5~10份、钠冰晶石3~6份。
17、优选的,所述氯化钠、碳酸钠、钠冰晶石粉末粒度为100~200目。
18、方案中进一步加入了氯化钠、碳酸钠、钠冰晶石作为助剂,以起到调节合金焊粉物理化学性能的作用;首先三者能够起到助熔作用,促进合金焊粉的活性,提高铝热反应速率,使本发明放热焊接剂能够在较短时间内,完成焊接;其次氯化钠、钠冰晶石能够起到促进熔融金属流动作用,有助于形成均匀致密的焊接处。
19、优选的,所述石墨复合材料的制备方法为:以下份数为重量份:(1)将1~3份硼酸镁、0.1~0.2份十二烷基苯磺酸钠、3~10份去离子水混合均匀,得到混合液a;(2)将10~15份石墨烯粉末、1~2份氮化钛加入到乙醇溶液中,加入0.01~0.03份铁作为催化剂,在50~80℃下,磁力搅拌1~2h,得到混合液b;(3)将混合液a和混合液b混合,在50~80℃下,搅拌1~2h,过滤,得到混合物;(4)在100~200mpa的压力下,将混合物加压成型,再于1000~1300℃下烧结6~12h,冷却研磨,得到石墨复合材料。
20、优选的,所述石墨复合材料需研磨至粉末粒度为100~400目。
21、方案中,先将硼酸镁与十二烷基苯磺酸钠混合,得到泡沫状的混合液a,后与石墨烯和氮化钛的复合物混合,在混合过程中硼酸镁被复合物吸收,因十二烷基苯磺酸钠作用,硼酸镁可以均匀分散到石墨烯和氮化钛的复合物上,最终经加压、烧结,制备得到性能均匀的石墨复合材料;首先该石墨复合材料由于含有硼酸镁,能够起到抗氧化作用,而石墨烯具有去氢脱氧作用,两者协同对焊接处进行增强,另外复合材料中引入了氮化钛,有利于形成固溶体,改善焊接处的力学性能和耐蚀性能。
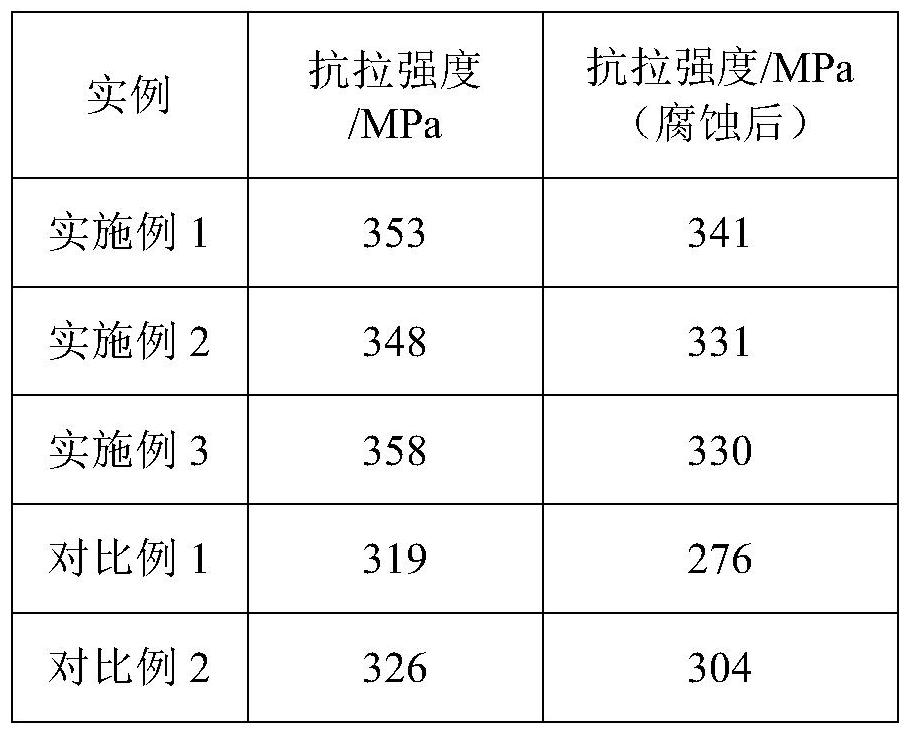
22、与现有技术相比,本发明所达到的有益效果是:本发明通过对合金焊粉、造渣剂、助剂以及石墨复合材料的合理复配,得到了焊接反应稳定快捷,焊接质量优异的放热焊接剂。焊接处均匀致密饱满、无明显气泡,与基材能够形成永久性分子结合,其具有较好的力学性能和耐蚀性能,具有较长的使用寿命,适用环境范围广。
本文地址:https://www.jishuxx.com/zhuanli/20240822/278548.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表