用于同步复合增材制造的多轴联动控制方法及系统
- 国知局
- 2024-08-22 14:37:46
本发明属于电工电子,尤其涉及用于同步复合增材制造的多轴联动控制方法及系统。
背景技术:
1、随着现代制造业的快速发展,对于零件表面性能的要求日益提升,科研人员和工程师开始探索将激光熔覆与冷喷涂技术相结合的同步复合增材制造方法,旨在融合两者优势,创造出一种更为高效、经济且性能优异的表面处理技术;目前,激光熔覆与冷喷涂同步复合增材制造的应用尚处于研究和发展阶段,存在几个关键的技术难点。首先,如何精确控制两种不同工艺的协同作业是首要问题;其次,激光熔覆过程中产生的高温可能对冷喷涂层造成影响,导致热变形、微观结构变化等问题,而冷喷涂材料的热导性又可能影响激光熔覆过程中的热量分布。
2、如公开号cn116586756a的中国专利公开了脉冲激光冲击-增材复合制造超细共晶高熵
3、合金方法及装置,包括如下步骤:s1、构建待建造目标的模型,确定增材制造参数,并同步得到脉冲激光的冲击参数;s2、依据模型、基材参数以及增材制造参数,确定脉冲激光的工作参数;s3、对模型进行切片分层处理,在任一单层增材制造中同步施加脉冲激光冲击液态熔池;s4、通过事后显微组织分析,判断该层是否达到共晶耦合扩散生长的条件和细小等轴晶的形成条件:(1)是,则继续按照导入的脉冲激光-增材制造复合工艺参数,制造下一层,直至完成待建造目标的分层制造;(2)否,跳至步骤s3。
4、如授权公告号为cn114769798b的中国专利公开了一种钛合金电弧变形复合增材制造运动补偿方法,采用的技术方案是,设计电弧弧压与变形压力分段式plc控制系统,在成形过程中依据弧压变化进行已成形部分高度信息采集,同步反馈给随行变形机构进行运动位置调整,辅助压力传感器提前判定运动速度与运动方向补偿控制,直至构件连续稳定完成电弧变形复合增材制造。
5、以上现有技术存在以下问题:1)对于激光熔覆和冷喷涂过程中如何将对应的工艺参数做到同步协同优化,存在着一些不足,2)对于如何精确控制两种不同工艺的同步作业,又能使激光和冷喷涂加工设备实时处于在最优的工作路径状态下,还存在着具体解决的难点;为此本发明提供了用于同步复合增材制造的多轴联动控制方法及系统。
技术实现思路
1、针对现有技术的不足,本发明提出了用于同步复合增材制造的多轴联动控制方法,该方法首先通过工件属性参数设定激光熔覆与冷喷涂的初始工艺参数,生成初始加工路径,其次,通过视觉传感器校正工件与加工头的相对位置,确定初始入射角度,第三,利用强化学习与pid算法构建移动控制模型,并集成到初始路径中,实现动态加工,实时监测加工指标,当误差超出阈值时,通过移动控制模型调整工艺参数、移动速度与入射角度,实时优化加工路径和工艺参数;本发明提高了同步复合增材制造的精度与效率,适用于复杂工件的增材制造。
2、为实现上述目的,本发明提供如下技术方案:
3、用于同步复合增材制造的多轴联动控制方法,包括:
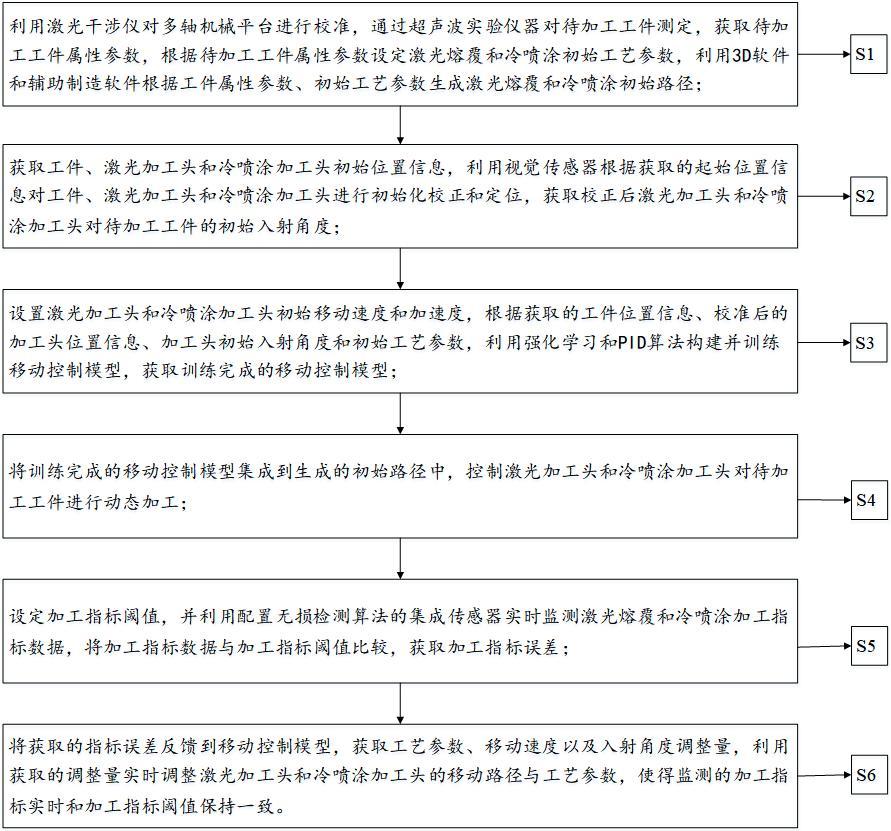
4、s1、获取待加工工件属性参数,根据待加工工件属性参数设定激光熔覆和冷喷涂初始工艺参数,利用3d软件和辅助制造软件根据工件属性参数、初始工艺参数生成激光熔覆和冷喷涂初始路径;
5、s2、获取待加工工件、激光加工头和冷喷涂加工头初始位置信息,利用视觉传感器根据获取的起始位置信息对工件、激光加工头和冷喷涂加工头进行初始化校正和定位,获取校正后激光加工头和冷喷涂加工头对待加工工件的初始入射角度;
6、s3、设置激光加工头与冷喷涂加工头初始移动速度和加速度,根据获取的工件位置信息、校准后的加工头位置信息、加工头初始入射角度和初始工艺参数,利用强化学习和pid算法构建并训练移动控制模型,获取训练完成的移动控制模型;
7、s4、将训练完成的移动控制模型集成到生成的初始路径中,控制激光加工头和冷喷涂加工头对待加工工件进行动态加工;
8、s5、设定加工指标阈值,并利用配置无损检测算法的集成传感器实时监测激光熔覆和冷喷涂加工指标数据,将加工指标数据与加工指标阈值比较,获取加工指标误差;
9、s6、将获取的指标误差反馈到移动控制模型,获取工艺参数、移动速度以及入射角度调整量,利用获取的调整量实时调整激光加工头和冷喷涂加工头的移动路径与工艺参数。
10、具体的,s2中初始入射角度计算的具体步骤包括:
11、s201、根据待加工工件属性参数数据,设定待加工工件的重心位置为o-xyz坐标的原点设置,并根据设定的o-xyz坐标,标定待加工工件加工起始点位置信息;
12、s202、根据激光加工头和冷喷涂加工头在o-xyz坐标中的初始位置信息,利用视觉传感器、设置的o-xyz坐标和加工起始点位置信息,对激光加工头和冷喷涂加工头初始位置进行校正,获取激光加工头第一校正位置和冷喷涂加工头第一校正位置;
13、s203、根据获取的激光加工头第一校正位置、冷喷涂加工头第一校正位置和加工起始点位置,通过三角函数计算激光加工头初始入射角和冷喷涂加工头初始入射角。
14、具体地,构建的移动控制模型,配置了一种误差一致性补偿策略,具体步骤包括:
15、s301、根据获取的激光加工头第一校正位置和冷喷涂加工头第一校正位置,计算得到加工头第一校正位置位置差,同时根据激光加工头初始入射角和冷喷涂加工头初始入射角计算得到加工头初始入射角差。
16、误差一致性补偿策略的构建步骤还包括:
17、s302、设置加工完成度综合评分阈值,设置t时刻动态激光功率阈值为,设置冷喷涂加工头在第r个待加工区域期望覆盖面积为,冷喷涂材料动态喷涂流量阈值为,待加工工件厚度阈值为,根据设置的参数构建以下约束条件:
18、,
19、其中f表示工件加工完成度综合得分,表示工件加工完成度综合得分阈值,表示t时刻激光功率真实值,表示t时刻冷喷涂加工头真实喷涂面积,表示t时刻冷喷涂加工头喷涂流量真实值,表示t时刻待加工工件加工厚度真实值。
20、具体地,s302设置的约束条件,配置了如下误差补偿一致性移动控制触发条件,且在如下的配置中激光加工头和冷喷涂加工头的移动运行时间保持一致,具体触发条件包括:
21、s3031、将激光功率真实值与动态激光功率阈值进行比较,若不满足约束条件,则触发第一信息补偿信息;
22、s3032、将待加工工件加工厚度真实值和待加工工件厚度阈值进行比较,若不满足约束条件,则触发第二信息补偿信息;
23、s3033、将冷喷涂加工头待加工区域期望覆盖面积和冷喷涂加工头真实喷涂面积进行比较,若不满足约束条件,则触发第三信息补偿信息;
24、s3034、当s3031-s3033中任意两个或两个以上约束条件不满足时,触发第四补偿信息,将对应的触发补偿信息联合执行;
25、s3035、当约束条件满足,则不触发s3031-s3034中补偿信息条件,当约束条件不满足,则触发补偿信息条件,并对s3031-s3034中约束条件进行对应比较,获取对应的第一补偿信息、第二补偿信息、第三补偿信息和第四补偿信息。
26、具体地,触发第一补偿信息所执行的具体控制动作计算过程包括:
27、根据s302获取的功率偏差,利用训练完成的移动控制模型计算得到对应激光功率调整量,对设置的初始工艺参数中的激光功率进行补偿调整;
28、触发第二补偿信息所执行的具体控制动作计算过程包括:
29、根据s302获取的厚度偏差,利用训练完成的移动控制模型计算得到对应冷喷涂加工头喷涂速度调整量,对设置的初始工艺参数中的冷喷涂材料流量进行补偿调整。
30、具体地,触发第三补偿信息所执行的具体控制动作计算过程包括:
31、a1、根据s302获取的喷涂面积误差,利用训练完成的移动控制模型计算得到对应激光加工头和冷喷涂加工头对应的加速度调整量和,利用和对激光加工头和冷喷涂加工头的初始加速度进行调整;
32、a2、利用调整后的初始加速度,动态补偿调整激光加工头和冷喷涂加工头的初始速度;
33、a3、根据调整补偿后的激光加工头与冷喷涂加工头初始速度、激光加工头第一校正位置和冷喷涂加工头第一校正位置,计算得到激光加工头第二校正位置和冷喷涂加工头第二校正位置,利用激光加工头第二校正位置和喷涂设备第二校正位置计算得到第二校正位置位置差;
34、a4、利用激光加工头第二校正位置、冷喷涂加工头第二校正位置、设置的o-xyz坐标、激光加工头初始入射角和冷喷涂加工头初始入射角计算得到激光加工头和冷喷涂加工头分别在x,y,z轴的入射角度分量,并利用计算得到的激光加工头和冷喷涂加工头分别在x,y,z轴的入射角度分量,依次获取激光加工头和冷喷涂加工头在o-xyz坐标中的激光加工头第一校正入射角和冷喷涂加工头第一校正入射角,根据获取的激光加工头第一校正入射角和冷喷涂加工头第一校正入射角计算得到第一校正入射角差;
35、a5、将获取的第一校正入射角差和第二校正位置位置差及对应激光加工头和冷喷涂加工头的速度调整量输入到获取的初始路径中对初始路径进行调整,获取第一移动轨迹调整路径;
36、a6、根据上述a1-a5过程,通过实时收集的加工数据对第一调整移动轨迹路径进行实时调整,获取加工全程最优加工轨迹路径。
37、用于同步复合增材制造的多轴联动控制系统,包括:数据处理模块、校正模块、控制模型生成模块;
38、数据处理模块,用于待加工工件属性参数和激光加工头与冷喷涂加工头初始位置的获取、初始加工工艺参数和初始移动速度与加速度的设置;
39、校正模块,用于根据获取的激光加工头和冷喷涂加工头初始位置,利用视觉传感器对初始位置进行校正;
40、控制模型生成模块,用于根据获取的初始路径、初始工艺参数、工件属性参数、初始移动速度与加速度和校正位置信息,利用强化学习和pid控制算法,构建并训练得到移动控制模型,对工件加工过程进行控制。
41、具体地,校正模块包括视觉传感器单元和角度计算单元;视觉传感器单元,用于根据获取的设备初始位置,通过视觉传感器对工件和激光与冷喷涂加工头进行初始化校正位置校正;角度计算单元,用于根据设定的o-xyz坐标和校正获取的激光加工头第一校正位置与冷喷涂加工头第一校正位置,利用三角函数计算获取激光加工头初始入射角和冷喷涂加工头初始入射角。
42、具体的,一种计算机可读存储介质,其上存储有计算机指令,当计算机指令运行时执行用于同步复合增材制造的多轴联动控制方法。
43、与现有技术相比,本发明的有益效果是:
44、1.本发明针对现有技术的不足,通过利用加工工艺参数和属性参数构建移动控制模型,并在构建的模型中构建关于工艺参数的约束配置条件,使得每一个工艺参数在单独逼近最优值的同时,又协同配置条件,使得工艺参数之间相互连接,共同优化加工控制过程,使得激光熔覆和冷喷涂工艺参数始终处于最优调节下,提高了加工的进度。
45、2.本发明针对激光加工头和冷喷涂加工头协同控制的问题,通过构建空间坐标,获取设备位置差和入射角差,并利用构建的移动控制模型,实时调整激光加工头和冷喷涂加工头运动速度,进而调整设备位置差和入射角差,使得设备在保持固定同步工作状态的同时,实现了单一设备运行轨迹的变化控制,此外,本发明利用计算机辅助软件生成加工初始路径,并通过构建控制模型对路径进行控制,降低了控制过程构建的难度,提高了本发明方法的实用性。
本文地址:https://www.jishuxx.com/zhuanli/20240822/279298.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表