一种润滑剂附磁切削加工方法及装置
- 国知局
- 2024-08-22 14:57:23
本发明涉及金属切削加工,具体为一种润滑剂附磁切削加工方法及装置。
背景技术:
1、切削加工作为一种广泛应用的零件成型工艺,在机械制造领域占据着举足轻重的地位。在开展切削加工之前,必须确定诸如切削速度、进给量和切削深度等关键切削参数。许多机械部件面临严苛的工作环境,包括高温、高压、腐蚀及交变载荷等挑战,因而在这样的需求驱动下,众多新型功能性材料与合金材料得以发展。钛合金与高温合金即是当中较为典型的例子。钛合金因其优异的耐腐蚀性、高比强度以及良好的耐热性,而被广泛运用于航空、军事及生物医疗等多个领域。不过,由于其导热系数低,切削过程中产生的热量难以迅速散发,导致切削温度偏高。
2、基于植物的润滑油作为切削液的微量润滑技术,凭借其卓越的润滑效果和环保特性,在金属切削加工行业中得到了广泛的采纳,采用油基切削液在切削过程中能够有效减少刀具磨损,提升工件表面光洁度,成为了一种替代传统浇注润滑的可行方案。然而,由于压缩空气携带的油性液滴冷却效率不高,往往在加工区域引起较高的切削温度,这在一定程度上限制了其在加工高难度材料时的应用。
技术实现思路
1、本发明所要解决的技术问题是针对现有技术的现状,而提供一种润滑剂附磁切削加工方法及装置。
2、本发明解决上述技术问题所采用的技术方案为:提出一种润滑剂附磁切削加工方法,包括如下步骤:通过两个管道分别对正在加工的刀具和工件的切削部分喷洒压缩空气和切削液;
3、在喷切削液的管道上布置磁感应线圈,其中,
4、所述磁感应线圈对切削液中的溶质附磁,使其产生磁化现象。
5、在上述的一种润滑剂附磁切削加工方法,所述切削液由如下重量百分比的成分组成:98wt.%的植物油、1wt.%的四氧化三铁纳米粒子和1wt.%的油酸。
6、在上述的一种润滑剂附磁切削加工方法,所述切削液成分配比完成后需至于恒温水浴箱中,用超声棒超声分散一个小时。
7、在上述的一种润滑剂附磁切削加工方法,所述恒温水浴箱中的温度保持在30±5℃。
8、在上述的一种润滑剂附磁切削加工方法,所述刀具加工过程中,根据刀具的进给量改变喷压缩空气的管道和喷切削液的管道的出口与刀具之间的距离。
9、在上述的一种润滑剂附磁切削加工方法,所述刀具加工过程中,使喷切削液的管道、喷压缩空气的管道和刀具一同转动。
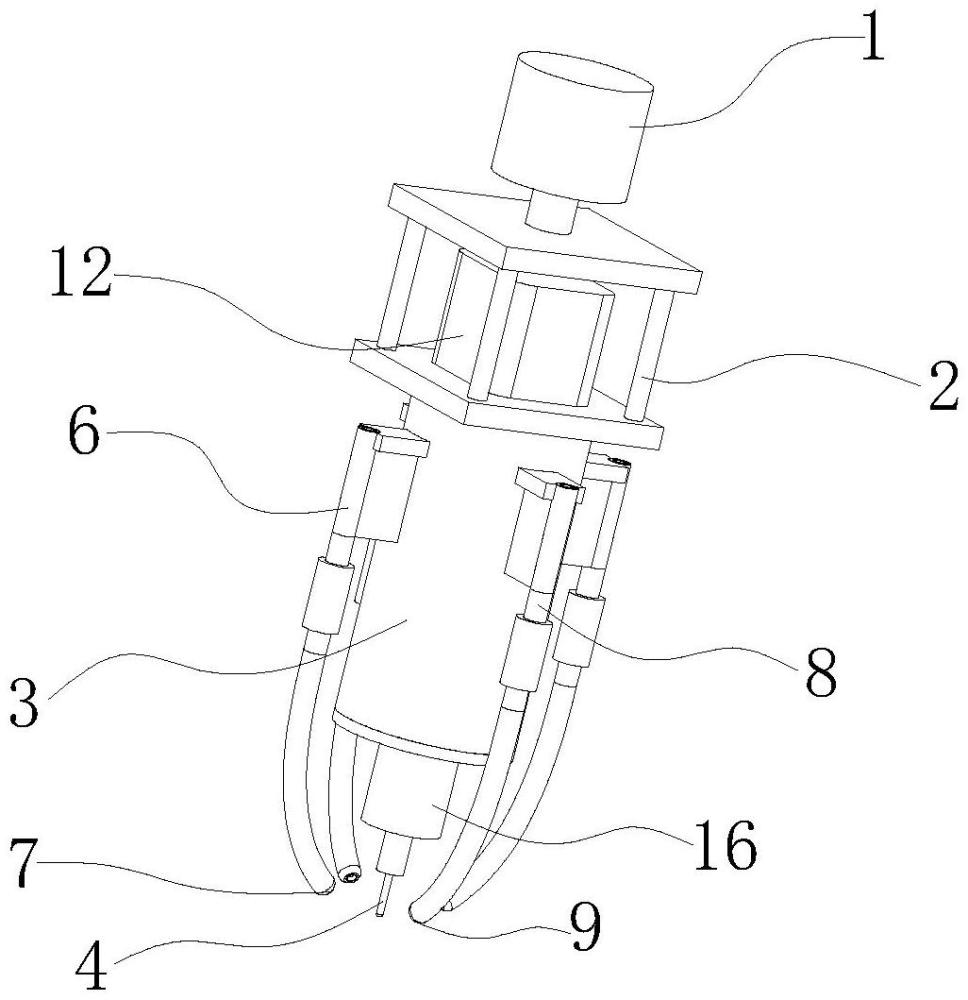
10、本发明解决上述技术问题还提出一种用于实现上述加工方法的润滑剂附磁切削加工装置,包括:
11、第一驱动件,其输出端设置有连接架;
12、套筒,其设置在所述连接架远离所述第一驱动件的一端,所述刀具转动设置在所述套筒沿轴线方向的一端;
13、滑动块,其设置在所述套筒内且可沿所述套筒的轴线方向移动;
14、第一喷洒件,其一端穿过所述套筒的侧壁并连接在所述滑动块上,所述第一喷洒件的另一端具有朝向所述刀具的第一喷嘴,所述第一喷洒件通过所述第一喷嘴朝所述刀具喷洒压缩空气;
15、第二喷洒件,其一端穿过所述套筒的侧壁并连接在所述滑动块上,所述第二喷洒件的另一端具有朝向所述刀具的第二喷嘴,所述第二喷洒件通过所述第二喷嘴朝向所述刀具喷洒切削液,所述第一喷洒件与所述第二喷洒件间隔设置在所述套筒的圆周方向,并因所述滑动块在所述套筒内移动时沿所述套筒的径向方向移动,使所述第一喷嘴与所述第二喷嘴靠近或者远离所述刀具,所述磁感应线圈缠绕在所述第二喷洒件上。
16、在上述的一种润滑剂附磁切削加工装置,所述第一喷洒件与所述第二喷洒件各有两个,两个所述第一喷洒件与两个所述第二喷洒件等间距的布置在所述套筒外侧,且所述第一喷洒件与所述第二喷洒件间隔布置。
17、在上述的一种润滑剂附磁切削加工装置,所述滑动块成圆台形,所述第一喷洒件与所述第二喷洒件上均设置有滑动部,所述滑动块的外表面设置有与所述滑动部一一对应的滑槽,所述滑动部活动插设在所述滑槽内。
18、在上述的一种润滑剂附磁切削加工装置,还包括:
19、第二驱动件,其连接在所述连接架上;
20、丝杆,其一端连接在所述第二驱动件的输出端,另一端穿过所述套筒并螺纹连接在所述滑动块上;
21、导杆,其插设在所述套筒内,所述滑动块上设置有与所述导杆相对应的导向孔,所述导向孔套设在所述导杆的外侧壁;
22、第三驱动件,其连接在所述套筒远离所述第二驱动件的一端,所述刀具连接在所述第三驱动件的输出端。
23、与现有技术相比,本发明的优点在于通过在第二喷洒件上设置磁感应线圈,使管道喷出的切削液形成磁流体气雾,并增加磁流体的黏度,黏度增大的磁流体气雾容易沉积,可进一步降低空气中的油雾含量,从而增加磁流体气雾的渗透性和换热能力,更好的带走刀具的切削温度,降低了刀具的磨损量,提升了切削液在加工高难度材料时的应用效率。
技术特征:1.一种润滑剂附磁切削加工方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种润滑剂附磁切削加工方法,其特征在于,所述切削液由如下重量百分比的成分组成:98wt.%的植物油、1wt.%的四氧化三铁纳米粒子和1wt.%的油酸。
3.如权利要求1所述的一种润滑剂附磁切削加工方法,其特征在于,所述切削液成分配比完成后需至于恒温水浴箱中,用超声棒超声分散一个小时。
4.如权利要求3所述的一种润滑剂附磁切削加工方法,其特征在于,所述恒温水浴箱中的温度保持在30±5℃。
5.如权利要求1所述的一种润滑剂附磁切削加工方法,其特征在于,所述刀具加工过程中,根据刀具的进给量改变喷压缩空气的管道和喷切削液的管道的出口与刀具之间的距离。
6.如权利要求1所述的一种润滑剂附磁切削加工方法,其特征在于,所述刀具加工过程中,使喷切削液的管道、喷压缩空气的管道和刀具一同转动。
7.一种用于实现权利要求1至6任一项所述的加工方法的润滑剂附磁切削加工装置,其特征在于,包括:
8.如权利要求7所述的一种润滑剂附磁切削加工装置,其特征在于,所述第一喷洒件与所述第二喷洒件各有两个,两个所述第一喷洒件与两个所述第二喷洒件等间距的布置在所述套筒外侧,且所述第一喷洒件与所述第二喷洒件间隔布置。
9.如权利要求7所述的一种润滑剂附磁切削加工装置,其特征在于,所述滑动块成圆台形,所述第一喷洒件与所述第二喷洒件上均设置有滑动部,所述滑动块的外表面设置有与所述滑动部一一对应的滑槽,所述滑动部活动插设在所述滑槽内。
10.如权利要求7所述的一种润滑剂附磁切削加工装置,其特征在于,还包括:
技术总结本发明涉及金属切削加工技术领域,提供一种润滑剂附磁切削加工方法及装置,加工方法包括步骤:通过两个管道分别对正在加工的刀具和工件的切削部分喷洒压缩空气和切削液;在喷切削液的管道上布置磁感应线圈,其中,磁感应线圈对切削液中的溶质附磁,使其产生磁化现象。与现有技术相比,本发明的优点在于通过在第二喷洒件上设置磁感应线圈,使管道喷出的切削液形成磁流体气雾,并增加磁流体的黏度,黏度增大的磁流体气雾容易沉积,可进一步降低空气中的油雾含量,从而增加磁流体气雾的渗透性和换热能力,更好的带走刀具的切削温度,降低了刀具的磨损量,提升了切削液在加工高难度材料时的应用效率。技术研发人员:刘易翔,张硕,童文俊,吕涛受保护的技术使用者:宁波职业技术学院技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280563.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表