玻璃面板的硬度提升处理方法及其玻璃面板与流程
- 国知局
- 2024-08-30 14:28:02
本发明涉及一种玻璃面板的硬度提升处理方法,涉及手机玻璃面板、智能穿戴面板、笔电面板、工控面板、车载触控面板、智能家电面板等镀膜。
背景技术:
1、玻璃面板是手机通讯、智能穿戴、笔电、工控、车载触控,智能家电设备的关键部件,并且是整个手机、智能穿戴、笔电、工控、车载触控,智能家电占据最大面积的部件,因此玻璃面板的印刷和镀膜技术越来越受到重视。
2、作为玻璃面板,它可不是一块普通的玻璃,考虑到体积、重量、触感以及透光等多方面的要求,玻璃的厚度一般都要控制在0.33mm到6.0mm之间,表面必须非常平整光洁,透光性能要好,整体要有一定的韧性,在按压下也不会出现裂痕,而且高硬度至少要大于20gpa,这样才能确保玻璃有足够的表面强度,耐磨不易刮花。
3、玻璃的生产加工流程大致可以分为材料、切割、打磨、强化、光学镀膜等多个工序,对于现在应用的手机、智能穿戴、笔电、工控、车载触控,智能家电,玻璃而言,它们更多的是在原材料上实现改进,生产方式上可能会有所差异,但大致的进程是基本相同的。
4、为了提高手机、智能穿戴、笔电、工控、车载触控,智能家电玻璃的透光性和耐磨性,会在手机、智能穿戴、笔电、工控、车载触控,智能家电,玻璃的表面镀膜,而目前使用最为常见的镀膜方法是真空镀膜,目前的手机、智能穿戴、笔电、工控、车载触控,智能家电玻璃膜透光度不足,耐磨性还不能达到高要求,并且目前对于手机面板表面积较大的手机智能穿戴、笔电、工控、车载触控,智能家电玻璃屏,非常容易被不小心夹爆或者压爆屏幕。另外,现有的手机智能穿戴、笔电、工控、车载触控,智能家电玻璃的透光性和划伤防指纹效果差,使用过程中划痕影响操作使用。
技术实现思路
1、为克服现有技术的缺陷,本发明提供一种玻璃面板的硬度提升处理方法,本发明的技术方案是:
2、一种玻璃面板的硬度提升处理方法,包括以下步骤:
3、(1)预处理步骤:对玻璃面板的表面进行超声清洗后烘干;
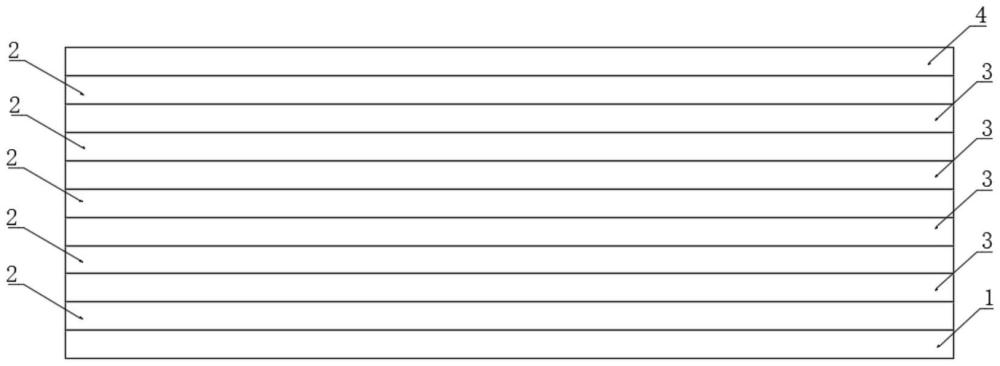
4、(2)制备打底层:通过将高折射率的膜层和低折射率的膜层反复交叉叠加后,在磁控溅射条件下将相邻的高折射率的膜层和低折射率的膜层进行复合后形成打底层;高折射率的数值范围1.97~2.4,低折射率的数值范围1.44-1.48;
5、(3)在打底层上镀af膜。
6、所述的步骤(1)具体为:利用质量浓度为5%的naoh水溶液对待处理的玻璃面板的表面进行擦洗,然后用纯水超声波清洗10-30min后,用纯水冲洗,最后再次用纯水和平板线清洗后,经氮气吹干。
7、在所述的步骤(2)中,所述打底层的总膜厚度为50-3500nm,所述的步骤(2)具体为:
8、(2-1)镀第一层sion膜:将印刷好的玻璃面板放入磁控溅射的真空室内镀上第一层sion膜;真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:300s;
9、(2-2)镀第一层sic膜:在第一层sion膜上镀第一层sic膜,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:150s;(2-3)镀第二层sion膜:第一层sic膜上镀第二层sion膜;真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:130s;(2-4)镀第二层sic膜:在第二层sion膜上镀第二层sic膜,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:500s;(2-5)镀第三层sion膜:在第二层sic膜上镀第三层sion膜;真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:175s;(2-6)镀第三层sic膜:在第三层sion膜上镀第三层sic膜,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:145s;(2-7)镀第四层sion膜:在第三层sic膜上镀第四层sion膜;真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:155s;(2-8)镀第四层sic膜:在第四层sion膜上镀第四层sic膜,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:120s;(2-9)镀第五层sion膜:在第四层sic膜上镀第五层sion膜;真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.6nm/s,时间:230s。
10、在所述的步骤(2)中,在第五层sion膜与所述的af膜之间还镀有石墨层,在镀石墨层时,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.03nm/s。
11、在所述的步骤(3)中,具体为,所述的af膜的具体组分包括sif4和全氟聚醚,该sif4和全氟聚醚的质量百分比为0.5%:99.5%;在镀af膜时,真空度为1×10-3pa,加热温度为60℃,沉积速率为0.1-0.6nm/s,时间:180s;之后加热温度提升至160℃烘烤30分钟后,静止120分钟。
12、一种玻璃面板,通过所述的玻璃面板的硬度提升处理方法处理后得到。
13、本发明的优点是:对印刷后的玻璃面板进行镀膜保护处理,并且赋予该镀膜层具有附着力好、硬度强、透光性强,高抗刮性强,高耐磨性能,对镀膜的工艺参数和使用的光学设计结构做了特定的研发和限定,使玻璃面板保持原本的性能,提高其高透光性和耐磨性,提高了玻璃面板的表面硬度。
14、本发明中通过减少或消除透镜、棱镜、平面镜等光学表面的反射光,从而增加元件的透光量,减少或消除系统的杂散光。减反射膜是一种光学薄膜,因此,它仍是光学薄膜技术中重要的研究课题,研究的重点是设计新膜系,改进淀积工艺,使之用少的层数,简单、稳定的工艺,获得尽可能高的成品率,达到理想的效果简称高硬度光学减反射膜。
技术特征:1.一种玻璃面板的硬度提升处理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的玻璃面板的硬度提升处理方法,其特征在于,所述的步骤(1)具体为:利用质量浓度为5%的naoh水溶液对待处理的玻璃面板的表面进行擦洗,然后用纯水超声波清洗10-30min后,用纯水冲洗,最后再次用纯水和平板线清洗后,经氮气吹干。
3.根据权利要求1或2所述的玻璃面板的硬度提升处理方法,其特征在于,在所述的步骤(2)中,所述打底层的总膜厚度为50-3500nm,所述的步骤(2)具体为:
4.根据权利要求3所述的玻璃面板的硬度提升处理方法,其特征在于,在所述的步骤(2)中,在第五层sion膜与所述的af膜之间还镀有石墨层,在镀石墨层时,真空度为1.5×10-3pa,加热温度为120℃,沉积速率为0.03-6nm/s。
5.根据权利要求4所述的玻璃面板的硬度提升处理方法,其特征在于,在所述的步骤(3)中,具体为,所述的af膜的具体组分包括sif4和全氟聚醚,该sif4和全氟聚醚的质量百分比为0.5%:99.5%;在镀af膜时,真空度为1×10-3pa,加热温度为60℃,沉积速率为0.1-6nm/s,时间:180s;之后加热温度提升至160℃烘烤30分钟后,静止120分钟。
6.一种玻璃面板,其特征在于,通过权利要求1至5任意一项所述的玻璃面板的硬度提升处理方法处理后得到。
技术总结本发明涉及一种玻璃面板的硬度提升处理方法,包括以下步骤:(1)预处理步骤:对玻璃面板的表面进行超声清洗后烘干;(2)制备打底层:通过将高折射率的膜层和低折射率的膜层反复交叉叠加后,在磁控溅射条件下将相邻的高折射率的膜层和低折射率的膜层进行复合后形成打底层;(3)在打底层上镀AF膜。本发明的优点是:对印刷后的玻璃面板进行镀膜保护处理,并且赋予该镀膜层具有附着力好、硬度强、透光性强,高抗刮性强,高耐磨性能,对镀膜的工艺参数和使用的光学设计结构做了特定的研发和限定,使玻璃面板保持原本的性能,提高其高透光性和耐磨性。技术研发人员:刘腾,朱伟,魏威,冯祥受保护的技术使用者:东莞市安合鑫光电科技有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/282198.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表