基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法与流程
- 国知局
- 2024-08-30 14:35:52
本发明涉及搅拌摩擦焊接,具体为基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法。
背景技术:
1、随着核电、航空航天、车辆、船舶以及微电子等领域的发展,使得器件对于小型化、轻型化的要求越来越高。特别是在轻量化的要求下,超薄铝板愈发的受到各个行业的重视。超薄铝板的焊接问题也随之凸显出来。其自身的厚度特点会导致焊接材料变形、过烧、烧穿等问题;其材料特点又会带来气孔、未熔、裂纹等问题,于是便要求选择合适的焊接技艺。
2、在焊接合金材料时,搅拌摩擦焊是一种较为先进的的固相连接技术。它的出现在一定程度上避免了熔焊过程中产生极端不均匀的温度场,极大地消除了气孔、裂纹等熔焊缺陷,制造出高质量无缺陷的焊接接头。但其多用在较厚的板材焊接上,在超薄铝板焊接领域中相关技术与经验都相对匮乏。
3、为了探寻一种对超薄板材适配的搅拌摩擦焊工艺,需要对相关工艺参数进行优化,搅拌摩擦焊过程中的产热与应力就是参数优化的重要标志参数,因此要对其进行预测。对产热与应力进行研究的常见方式是实际加工试验以及利用有限元分析软件建立三维热-应力耦合模型进行预测。在实际加工试验中存在成本过高、耗时长、产热与应力难以直观观测等问题;
4、而在仿真预测过程中存在理论模型中参数过多且难以准确表达、仿真结果精确度、仿真次数过多、单次仿真耗时长且计算效率低等一系列问题。
技术实现思路
1、针对现有技术的不足,本发明提供了基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,解决了试验的成本过高、耗时长、产热和应力难以观测的问题,又解决了三维模型仿真耗时长、计算效率低的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,具体包括以下步骤:
3、s1:搅拌摩擦焊搅拌头以及超薄铝壳板的三维热应力耦合模型构建;
4、s2:基于三维热应力耦合模型的应力与产热特性分析关系构建;
5、s3:基于神经网络算法的代理模型构建及特性预测。
6、优选的,所述s1中三维热应力耦合模型构建具体包括仿真初始条件的设置、铝板材料特性参数设置和三维模型建立及网格划分;
7、所述铝板材料特性参数设置至少包括密度、弹性力学特性、膨胀系数、导热系数、j-c模型以及比热容,并构建铝板材料特性参数随温度变化的关系图;
8、所述三维模型建立及网格划分包括三维建模、网格划分以及网格无关性验证。
9、优选的,所述s2中应力与产热特性分析关系构建具体包括搅拌头转速对产热及应力的影响关系构建、搅拌头行进速度对产热及应力的影响关系构建、搅拌头轴肩直径对产热及应力的影响关系构建。
10、优选的,所述s3中代理模型构建及特性预测具体包括样本数据集产生、模型构建及精度对比、不同影响因素下的最高温度及最大应力预测。
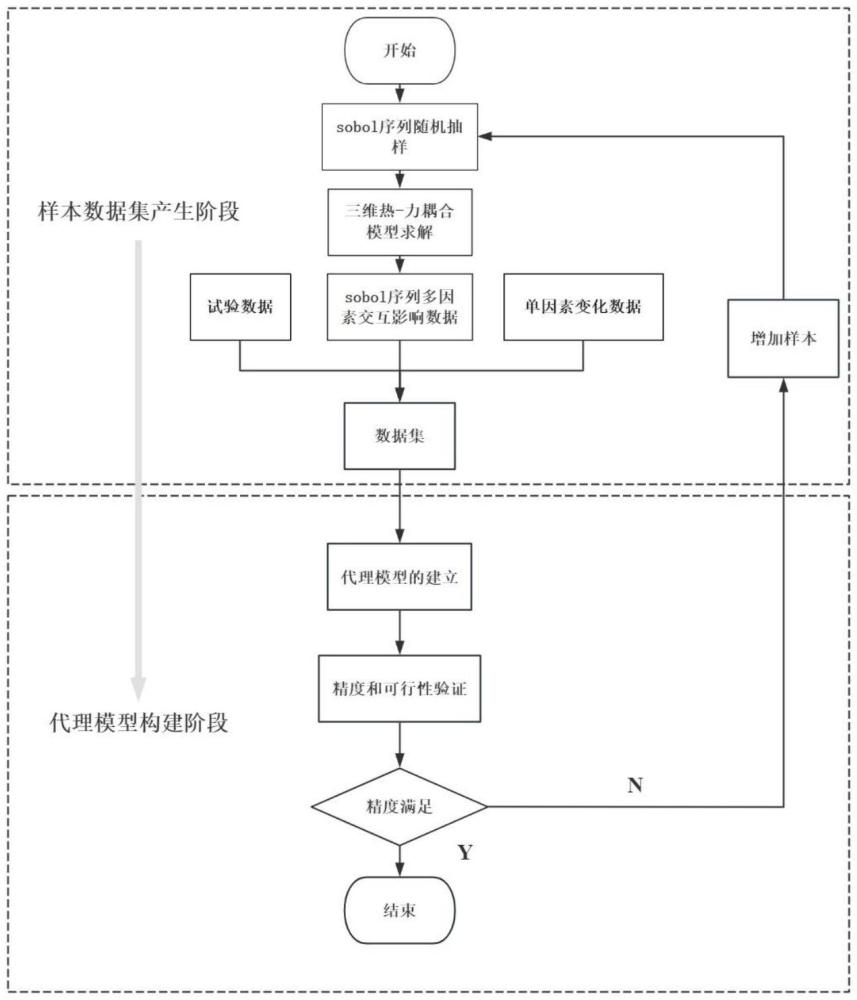
11、优选的,所述样本数据集产生具体包括以下步骤:
12、步骤一、使用sobol序列生成随机抽样的sobol参数样本集,使用sobol序列生成伪随机的二维分布图,分析随着抽样次数的增加,将sobol序列生成多影响因素交互的工况代入构建的三维热力耦合模型中得到多影响因素下最大应力和最高温度;
13、步骤二、统计实际加工不同参数下的最大应力和最高温度数据,以及搅拌头不同转速、不同行进速度、不同直径与最大应力、最高温度关系函数,以及sobol序列所得的多因素交互影响的数据,将其作为构建人工神经网络所需的样本数据集。
14、优选的,所述模型构建及精度对比具体包括以下步骤:
15、步骤一、模型构建:以搅拌头转速、搅拌头行进速度、搅拌头轴肩直径作为神经网络模型的输入,最高温度、最大应力为神经网络模型的输出;
16、步骤二、精度对比:根据采样与联合仿真结果,选择决定系数r2作为评估代理模型拟合精度的指标,具体如以下公式所示:
17、
18、式中,n为样本个数,为第i个代理模型的输出值,yi为理论模型的输出值,为n个样本点y值得均值,其中y分别指最高温度或最大应力,r2取值在0-1之间。
19、优选的,所述不同影响因素下的最高温度及最大应力预测具体包括以下步骤:
20、步骤二、将样本数据集分为训练集、测试集及验证集,具体为将实际加工下的最大应力和最高温度数据作为测试集;
21、步骤二、将搅拌头不同转速、不同行进速度、不同直径与最大应力、最高温度关系函数,以及sobol序列所得的多因素交互影响的数据作为训练集、验证集,在此基础上构建并测试神经网络,通过不断增加样本数使模型在训练集上的预测结果逐渐逼近理论模型输出值或实际加工试验测试值其中一项,以结果是否在0.97-1之间表示代理模型是否合格。
22、有益效果
23、本发明提供了基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法。与现有的技术相比具备以下有益效果:本发明通过构建搅拌摩擦焊搅拌头以及超薄铝壳板的三维热应力耦合模型、构建基于三维热应力耦合模型的应力与产热特性分析关系,构建大量的人工神经网络所需的样本数据集、模型构建及精度对比、不同影响因素下的最高温度及最大应力预测,解决了实际加工试验的成本过高、耗时长、产热和应力难以观测的问题,又解决了三维模型仿真耗时长、计算效率低的问题,为合金材料搅拌摩擦焊过程中的产热与应力的参数优化提供了预测数据,从而指导实际工艺的创新与优化。
技术特征:1.基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述s1中三维热应力耦合模型构建具体包括仿真初始条件的设置、铝板材料特性参数设置和三维模型建立及网格划分;
3.根据权利要求1所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述s2中应力与产热特性分析关系构建具体包括搅拌头转速对产热及应力的影响关系构建、搅拌头行进速度对产热及应力的影响关系构建、搅拌头轴肩直径对产热及应力的影响关系构建。
4.根据权利要求1所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述s3中代理模型构建及特性预测具体包括样本数据集产生、模型构建及精度对比、不同影响因素下的最高温度及最大应力预测。
5.根据权利要求4所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述样本数据集产生具体包括以下步骤:
6.根据权利要求5所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述模型构建及精度对比具体包括以下步骤:
7.根据权利要求6所述的基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,其特征在于:所述不同影响因素下的最高温度及最大应力预测具体包括以下步骤:
技术总结本发明公开了基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,S1:搅拌摩擦焊搅拌头以及超薄铝壳板的三维热应力耦合模型构建;S2:基于三维热应力耦合模型的应力与产热特性分析关系构建;S3:基于神经网络算法的代理模型构建及特性预测,本发明涉及搅拌摩擦焊接技术领域。该基于代理模型的超薄铝板搅拌摩擦焊产热和应力预测方法,解决了实际加工试验的成本过高、耗时长、产热和应力难以观测的问题,又解决了三维模型仿真耗时长、计算效率低的问题,为合金材料搅拌摩擦焊过程中的产热与应力的参数优化提供了预测数据,从而指导实际工艺的创新与优化。技术研发人员:王赟,冉旭,王丽梅,刘良,蒋利波,司福建受保护的技术使用者:江苏奥特帕斯新能源科技有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/282908.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表