线圈塑封模具和线圈部件、线圈制品的制作方法
- 国知局
- 2024-09-05 14:42:58
本发明涉及线圈加工,具体涉及一种线圈塑封模具和线圈部件、线圈制品。
背景技术:
1、电磁阀一般包括电磁线圈,例如,四通换向阀即由主阀、导阀和电磁线圈组成,电磁线圈的性能影响电磁阀的性能,故电磁线圈是电磁阀的关键部件之一。
2、请参考图1-2,图1为电磁线圈的线圈骨架011的结构示意图;图2为图1中线圈骨架011缠绕漆包线012后的示意图。
3、电磁线圈在组装时,先准备图1中所示的线圈骨架011,线圈骨架011包括为工字型,包括径向尺寸较大且相对设置的顶部011a和底部011b,二者之间的柱状结构用于缠绕漆包线012,如图2所示,缠绕漆包线012后,再和引线013建立连接,组成线圈。为了固定漆包线012和引线013的连接位置,并建立绝缘,需要进行注塑。
4、请继续参考图3,图3为线圈注塑模具02的结构示意图。
5、图3中注塑模具02包括位于中部的模具流道021,模具流道021的两侧分布有多个置放线圈的线圈型腔022,线圈型腔022的一端和模具流道021连通,另一端相接有引线腔013,线圈置于线圈型腔022时,顶部011a朝向模具流道021,底部011b朝向引线腔013。注塑时,注塑材料从注塑模具02上端面中心位置进入模具流道021,经由模具流道021从线圈的顶部011a位置进入线圈型腔022,注塑完毕后形成线圈部件01,缠绕有漆包线012的线圈骨架011由注塑层014塑封。
6、可继续参考图4-6理解,图4为注塑后线圈部件01的结构示意图;图5为图4中a部位的放大图;图6为图4中线圈部件01和导磁体00装配后的示意图。
7、注塑完成后会在模具上留下与模具流道021结构一致的残料柄,残料柄与线圈部件01的顶部连接,将残料柄与线圈部件01分离后,线圈部件01顶部的表面会有突起的残料014a,如图5所示。
8、再请看图6,线圈部件01和导磁体00装配时,这些凸起的残料014a会与导磁体00内平面干涉,导致导磁体00与线圈部件01无法完全贴合,导磁体00与线圈部件01产生间隙,使线圈部件01与导磁体00无法完全贴平,从而影响电磁力与产品散热。
技术实现思路
1、本发明提供一种线圈塑封模具,设有用于置放线圈的型腔,所述型腔包括对应于所述线圈侧壁的侧腔壁,所述线圈塑封模具还设有用于输送注塑材料的模具流道,所述模具流道的注浇出口对应连通所述侧腔壁。
2、本发明还提供一种线圈部件,包括骨架、缠绕于所述骨架的线圈,以及塑封所述线圈于所述骨架的注塑部,所述注塑部具有突出于所述注塑部侧壁表面的凸起,所述凸起对应于上述任一项所述的线圈塑具的注浇出口位置。
3、本发明还提供一种线圈制品,包括上述线圈部件和外套所述线圈部件的导磁体,所述导磁体具有开口,所述线圈部件的所述凸起对应于所述导磁体的开口。
4、本申请提供的线圈塑封模具,模具流道的注浇出口对应连通侧腔壁,有利于使注塑成型的线圈部件在与模具流道内的料柄分离后,在线圈部件的侧壁形成凸起。
5、本申请提供的线圈部件和线圈制品,线圈部件在和导磁体进行装配时,导磁体是两端开口的壳体状,外套线圈部件后,导磁体的顶部和底部对应于线圈部件的两端,线圈部件的一部分侧壁对应于导磁体的一端开口,线圈部件相对的另一部分侧壁对应于导磁体的另一端开口。此时,线圈部件的注塑部侧壁的凸起可以对应于导磁体的开口位置,则导磁体在外套而装配至线圈部件时,因为注塑后分离而形成的凸起不会干涉导磁体的装配,保证导磁体与线圈部件能够贴平配合,保证电磁力以及产品散热的性能。
技术特征:1.线圈塑封模具,其特征在于,设有用于置放线圈的型腔,所述型腔包括对应于所述线圈侧壁的侧腔壁,所述线圈塑封模具还设有用于输送注塑材料的模具流道,所述模具流道的注浇出口对应连通所述侧腔壁。
2.如权利要求1所述的线圈塑封模具,其特征在于,所述模具还设有引线槽,自所述型腔露出的至少部分引线能够置于所述引线槽中。
3.如权利要求2所述的线圈塑封模具,其特征在于,所述引线槽包括第一槽段和第二槽段,所述第一槽段沿所述型腔的长度方向延伸,所述第二槽段与所述第一槽段具有夹角。
4.如权利要求3所述的线圈塑封模具,其特征在于,所述线圈塑封模具还包括限位部,所述限位部对应设置在所述第一槽段和所述第二槽段相接的位置,用于限位所述引线槽中的引线。
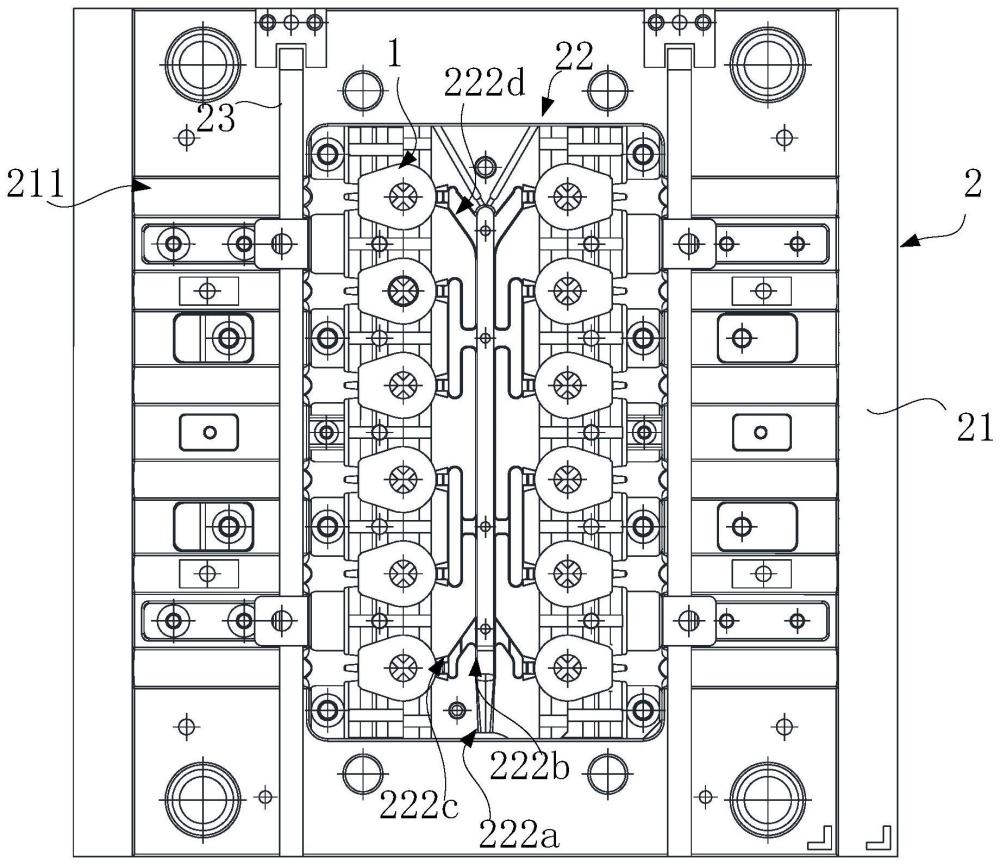
5.如权利要求4所述的线圈塑封模具,其特征在于,所述线圈塑封模具设有两排所述型腔,所述模具流道设于两排所述型腔之间,所述模具流道包括主流道和均连通所述主流道的多个分支流道,所述分支流道的末端形成所述注浇出口;所述限位部为压条,所述线圈塑封模具对应形成两排所述引线槽,一排所述引线槽对应设置一根所述压条。
6.如权利要求3-5任一项所述的线圈塑封模具,其特征在于,所述线圈塑封模具包括上模和下模,所述上模和所述下模扣合形成所述型腔;所述下模包括模具底座和下模镶块,所述下模镶块凸出设于所述模具底座,所述下模镶块设有所述第一槽段,所述模具底座设有所述第二槽段。
7.如权利要求1-5任一项所述的线圈塑封模具,其特征在于,所述模具设有两排所述型腔,所述模具流道设于两排所述型腔之间,所述模具流道包括主流道和均连通所述主流道的多个分支流道,所述分支流道的末端形成所述注浇出口,所述主流道的一端或两端形成注浇入口。
8.如权利要求1-5任一项所述的线圈塑封模具,其特征在于,所述模具包括上模和下模,所述上模和所述下模扣合形成所述型腔。
9.线圈部件,其特征在于,包括骨架、缠绕于所述骨架的线圈,以及塑封所述线圈于所述骨架的注塑部,所述注塑部具有突出于所述注塑部侧壁表面的凸起,所述凸起对应于权利要求1-8任一项所述的线圈塑封模具的注浇出口位置。
10.线圈制品,其特征在于,包括权利要求9所述的线圈部件和外套所述线圈部件的导磁体,所述导磁体具有开口,所述线圈部件的所述凸起对应于所述导磁体的开口。
技术总结本发明提供一种线圈塑封模具和线圈部件、线圈制品,线圈塑封模具设有用于置放线圈的型腔,所述型腔包括对应于所述线圈侧壁的侧腔壁,所述线圈塑封模具还设有用于输送注塑材料的模具流道,所述模具流道的注浇出口对应连通所述侧腔壁。该线圈注塑模具注塑成型的线圈部件在与模具流道内的料柄分离后,会在线圈部件的侧壁形成凸起,和导磁体进行装配时,线圈部件的注塑部侧壁的凸起可以对应于导磁体的开口位置,则导磁体在外套而装配至线圈部件时,因为注塑后分离而形成的凸起不会干涉导磁体的装配,保证导磁体与线圈部件能够贴平配合,保证电磁力以及产品散热的性能。技术研发人员:请求不公布姓名受保护的技术使用者:浙江三花智能控制股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/287787.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表