一种超薄微晶玻璃的成型设备及方法与流程
- 国知局
- 2024-09-05 15:03:49
本发明涉及玻璃生产,具体涉及一种超薄微晶玻璃的成型设备及方法。
背景技术:
1、微晶玻璃组成中含有较高的铝、锆等元素,使玻璃的机械强度大幅增加,因此广泛应用于手机基板玻璃等显示器面板,但同时铝、锆等元素的引入也大幅增加了微晶玻璃的成型难度。目前现有技术的超薄微晶玻璃生产方式是,先将玻璃浇筑成型为一个尺寸较大的玻璃熔块,然后经过切割成薄片玻璃,其过程工艺繁琐,同时切割过程会造成大量玻璃材料的浪费,且薄片玻璃在切割过程容易破损。
技术实现思路
1、针对现有技术的不足,本发明提供了一种超薄微晶玻璃的成型设备及方法,能够通过一次成型的方式生产出超薄的微晶玻璃,可以极大的节约生产成本,提高生产效率和生产精度。
2、为实现上述目的,本发明采用的技术方案是:
3、一种超薄微晶玻璃的成型设备,包括:
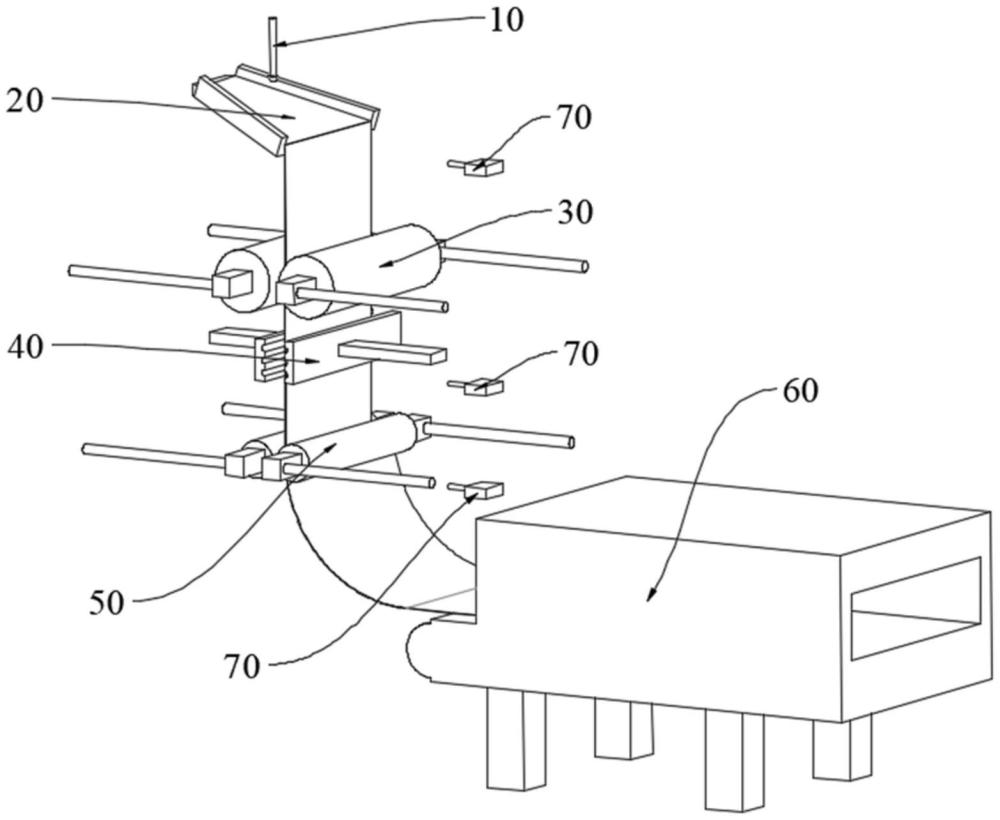
4、溢流槽,上表面设有玻璃流入区和玻璃溢出区,玻璃流入区设于熔化设备出料管的正下方;
5、第一辊压装置,设置于所述玻璃溢出区正下方,用于对经玻璃溢出区流出的玻璃进行一次辊压;
6、加热装置,成对地设置于所述第一辊压装置正下方,用于对经第一辊压装置流出的玻璃两侧进行加热;
7、第二辊压装置,设置于所述加热装置正下方,用于对经加热装置流出的玻璃进行二次辊压;
8、牵引退火炉,设置于所述第二辊压装置下方,用于将玻璃由竖直状态牵引至水平状态;
9、若干激光测厚仪,分别呈一定距离设置于成型过程中流动的玻璃侧边,用于测量和监控玻璃厚度。
10、进一步地,所述玻璃流入区的宽度小于所述玻璃溢出区的宽度,且所述溢流槽的上端向上倾斜形成喇叭状,所述溢流槽采用多层材质组合而成,最上层为铂金材质,中间层为耐高温耐火材质,最下层为保温材质。
11、进一步地,所述第一辊压装置和第二辊压装置均包括成对设置的支撑架和分别安装在对应支撑架上的对称设置的辊筒,所述支撑架上均设置有用于调节成对的两个辊筒之间间距的调节螺杆。
12、进一步地,每个所述辊筒内部均设置有冷却水回路,所述冷却水回路的两端分别设有入水口和出水口,所述入水口和出水口用于连接恒温冷却水管路。
13、进一步地,所述第二辊压装置的辊筒转速大于所述第一辊压装置的辊筒转速。
14、进一步地,所述加热装置均成对设置的支撑杆和分别安装在对应支撑杆上的加热板,每对加热板分别设置于经第一辊压装置流出的玻璃的两侧。
15、进一步地,所述加热板靠近玻璃侧的表面为凹凸波浪形状,且所述加热板侧面开设有用于插入加热电阻丝的加热电阻丝孔。
16、进一步地,所述牵引退火炉包括由牵引带和退火炉装置组成,所述牵引带沿水平方向设置于所述第二辊压装置的输出端正下方。
17、本发明还提供了一种超薄微晶玻璃的成型方法,基于上述任意一项成型设备,具体包括如下步骤:
18、s1,成型设备调试;
19、s2,玻璃溢流:经熔化设备熔化后的熔融态玻璃从出料管流入溢流槽的玻璃流入区,在所述溢流槽内自然流淌为预设宽度及预第一预设厚度,并从玻璃溢出区的出口均匀溢出;
20、s3,一次辊压:从所述溢流槽溢出的熔融态玻璃在重力作用下流入第一辊压装置内进行一次辊压,使玻璃厚度变薄至第二预设厚度;
21、s4,加热软化:从所述第一辊压装置流出的玻璃经过加热板进行再次加热软化,并在重力作用下流入第二辊压装置内;
22、s5,二次辊压:通过第二辊压装置对玻璃进行二次辊压及拉伸,使玻璃厚度进一步变薄至第三预设厚度;
23、s6,牵引退火:通过牵引退火炉的牵引带将从所述第二辊压装置流出的玻璃由竖直状态牵引至水平状态,并在退火炉装置中进行退火处理。
24、进一步地,步骤s1中,成型设备调试包括以下步骤:
25、根据玻璃产品的设计尺寸分别确定所述预第一预设厚度、第二预设厚度、第三预设厚度;
26、根据所述预第一预设厚度选择对应尺寸的溢流槽,并将溢流槽调整至合适的倾斜角度;
27、根据所述第二预设厚度调节所述第一辊压装置的辊筒间距以及辊筒转速;
28、根据所述第三预设厚度调节所述第二辊压装置的辊筒间距以及辊筒转速;
29、根据若干激光测厚仪的测量数据对溢流槽的尺寸以及第一辊压装置和第二辊压装置的辊筒间距进行微调。
30、本发明有益效果是:
31、1.本发明通过溢流槽、第一辊压装置、加热板、第二辊压装置、牵引退火炉与若干激光测厚仪的合理设置,使熔融态的玻璃从溢流槽溢出后在重力作用下依次经过多道工序,能够通过一次成型的方式生产出超薄的微晶玻璃,可以极大的节约生产成本,提高生产效率;通过设置若干激光测厚仪对每道工序中流出的玻璃厚度进行实时测量和监控,可以及时调整溢流槽的型号尺寸以及每对辊筒之间的间距,保证生产玻璃的厚度满足要求,提高生产精度。
32、2.本发明通过在熔化设备出料管下方设置多层材质的溢流槽,能够使熔化后玻璃在溢流槽内均匀流淌至预设厚度及宽度,并从溢流槽的溢出区平稳溢出,便于后续辊压工序的进行;且通过多次辊压的方式,能够实现玻璃的均匀拉伸;同时配合加热板与辊压装置的冷却水回路相配合,能够有效提高超薄微晶玻璃的生产质量。
技术特征:1.一种超薄微晶玻璃的成型设备,其特征在于,包括:
2.根据权利要求1所述的一种超薄微晶玻璃的成型设备,其特征在于,所述玻璃流入区的宽度小于所述玻璃溢出区的宽度,且所述溢流槽的上端向上倾斜形成喇叭状,所述溢流槽采用多层材质组合而成,最上层为铂金材质,中间层为耐高温耐火材质,最下层为保温材质。
3.根据权利要求1所述的一种超薄微晶玻璃的成型设备,其特征在于,所述第一辊压装置和第二辊压装置的结构相同,均包括成对设置的支撑架和分别安装在对应支撑架上的对称设置的辊筒,所述支撑架上均设置有用于调节成对的两个辊筒之间间距的调节螺杆。
4.根据权利要求3所述的一种超薄微晶玻璃的成型设备,其特征在于,每个所述辊筒内部均设置有冷却水回路,所述冷却水回路的两端分别设有入水口和出水口,所述入水口和出水口用于连接恒温冷却水管路。
5.根据权利要求3所述的一种超薄微晶玻璃的成型设备,其特征在于,所述第二辊压装置的辊筒转速大于所述第一辊压装置的辊筒转速。
6.根据权利要求1所述的一种超薄微晶玻璃的成型设备,其特征在于,所述加热装置均成对设置的支撑杆和分别安装在对应支撑杆上的加热板,每对加热板分别设置于经第一辊压装置流出的玻璃的两侧。
7.根据权利要求6所述的一种超薄微晶玻璃的成型设备,其特征在于,所述加热板靠近玻璃侧的表面为凹凸波浪形状,且所述加热板侧面开设有用于插入加热电阻丝的加热电阻丝孔。
8.根据权利要求1所述的一种超薄微晶玻璃的成型设备,其特征在于,所述牵引退火炉包括由牵引带和退火炉装置组成,所述牵引带沿水平方向设置于所述第二辊压装置的输出端正下方。
9.一种超薄微晶玻璃的成型方法,基于权利要求1至8中任意一项所述的成型设备,其特征在于,包括如下步骤:
10.根据权利要求9所述的一种超薄微晶玻璃的成型方法,其特征在于,步骤s1中,成型设备调试包括以下步骤:
技术总结本发明公开了一种超薄微晶玻璃成型设备及其生产工艺,通过溢流槽、第一辊压装置、加热板、第二辊压装置、牵引退火炉与若干激光测厚仪的合理设置,使熔融态的玻璃从溢流槽溢出后在重力作用下依次经过多道工序,能够通过一次成型的方式生产出超薄的微晶玻璃,可以极大的节约生产成本,提高生产效率;通过在熔化设备出料管下方设置多层材质的溢流槽,能够使熔化后玻璃在溢流槽内均匀流淌至预设厚度及宽度,并从溢流槽的溢出区平稳溢出,便于后续辊压工序的进行;且通过多次辊压的方式,能够实现玻璃的均匀拉伸;同时配合加热板与辊压装置的冷却水回路相配合,能够有效提高超薄微晶玻璃的生产质量。技术研发人员:杨坤受保护的技术使用者:湖北戈碧迦光电科技股份有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/289310.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表