一种压铆自动滑动弹性定位装置的制作方法
- 国知局
- 2024-09-11 14:24:49
本发明涉及紧固件铆接设备,具体涉及一种压铆自动滑动弹性定位装置。
背景技术:
1、钣金件和压铆螺栓的连接方式主要是通过压力将压铆螺栓铆接在钣金件上,而在压铆时常常需要用到压铆机;相关技术中,钣金件上预留有供压铆螺栓穿过的通孔,压铆机上设有冲压台,冲压台上设有供螺栓插入的凹槽,在铆接螺栓时,控制压铆螺栓穿出钣金件上的通孔,然后将钣金件放置在冲压台上,并将压铆螺栓穿出通孔的一端插入到凹槽中,然后通过压铆机的冲压机将压铆螺栓铆接在钣金件上。
2、如申请号为cn202110322655.0,授权公告日为20221115的一种压铆螺栓的压铆装置,包括冲压台和设于冲压台上的冲压机,所述冲压台上开设有供所述压铆螺栓插入的凹槽,所述冲压台上转动连接有转轴,所述转轴上安装有用于存储所述压铆螺栓的上料筒,所述上料筒两端均为贯穿设置,所述上料筒转动以供所述压铆螺栓掉落并插入到所述凹槽中,所述冲压台上设有用于带动所述上料筒转动的电机一,所述冲压台于所述上料筒转动路径上设有用于限制所述压铆螺栓完全伸出所述上料筒的限位台,本申请具有便于压铆螺栓的自动上料的效果。
3、传统的压铆机压铆时,因为压铆螺柱高度接近板厚,导致压铆时压铆机无法通过压铆螺柱自身定位完成加工,会影响产品压铆的质量,导致产品的不良率提高,使得生产成本增大,生产效率降低,因此,亟需设计一种压铆自动滑动弹性定位装置解决上述问题。
技术实现思路
1、本发明的目的是提供一种压铆自动滑动弹性定位装置,以解决现有技术中的上述不足之处。
2、为了实现上述目的,本发明提供如下技术方案:
3、一种压铆自动滑动弹性定位装置,包括压铆机本体,所述压铆机本体内壁底部一侧通过螺栓安装有底座,且底座顶部一侧外壁通过螺栓安装有导柱组件,所述导柱组件包括安装筒,所述安装筒底端一体成型有筒体,所述筒体底端螺纹连接有紧固螺钉,所述紧固螺钉顶端设有安装弹簧,且安装弹簧滑动插接在安装筒内部,所述安装弹簧顶端通过螺栓安装有安装座,且安装座顶端一体成型有活动顶针。
4、进一步的,所述安装筒顶端中心处开设有插接槽,所述活动顶针滑动插接在插接槽内部。
5、进一步的,所述筒体底端开设有螺纹槽,所述紧固螺钉螺纹连接在螺纹槽内部。
6、进一步的,所述导柱组件采用上下滑动弹性浮动式设计,所述活动顶针头部采用锥字形设计。
7、进一步的,所述压铆机本体内壁顶部一侧设有动力模块,所述动力模块与导柱组件之间设有工件。
8、进一步的,所述工件顶部两侧与底部两侧外壁均开设有压入槽,且压入槽内部压入压铆螺栓。
9、进一步的,所述动力模块底端设有冲压头,且冲压头底端与压铆螺栓相互接触。
10、进一步的,所述安装弹簧选用65mn弹簧,且其选用规格为线径1.0*外径6.5*长度20。
11、一种压铆自动滑动弹性定位装置的使用方法,还包括以下步骤:
12、s1,准备工件:将准备好的压铆螺栓放入相应的压入槽内部,而后将工件放在导柱组件处,使得压入槽对着活动顶针;
13、s2,压铆;
14、s201,下压工作:启动动动力模块,使得冲压头下压压铆螺栓,使得压铆螺栓压入压入槽中;
15、s202,复位工作:动力模块带着冲压头升起时,安装弹簧会向上弹起,顶起压铆螺栓,使得工件被弹起;
16、s3,拿取压铆后工件。
17、在上述技术方案中,本发明提供的一种压铆自动滑动弹性定位装置,有益效果为:
18、(1)本发明设计的导柱组件,导柱组件采用自动上下滑动弹性浮动式设计,活动顶钉头部采用锥字形设计,便于接触压铆螺柱中间孔起,起到导向定位的作用,从而解决了产品上设计的压铆螺柱高度接近板厚,无法通过压铆螺柱自身定位完成加工的问题。
19、(2)本发明设计的导柱组件在压铆时能提高产品的质量,降低产品的不良率,降低生产成本,提高生产效率,解决产品上设计的压铆螺柱高度接近板厚,无法通过压铆螺柱自身定位完成加工的问题,实现铆接的自动导向定位要求。
20、(3)本发明设计的安装弹簧,在压铆结束后,安装弹簧会向上弹起,使得活动顶针、安装座构成的结构顶起压铆螺栓,使得工件被弹起,以便于工人拿取压铆结束后的工件。
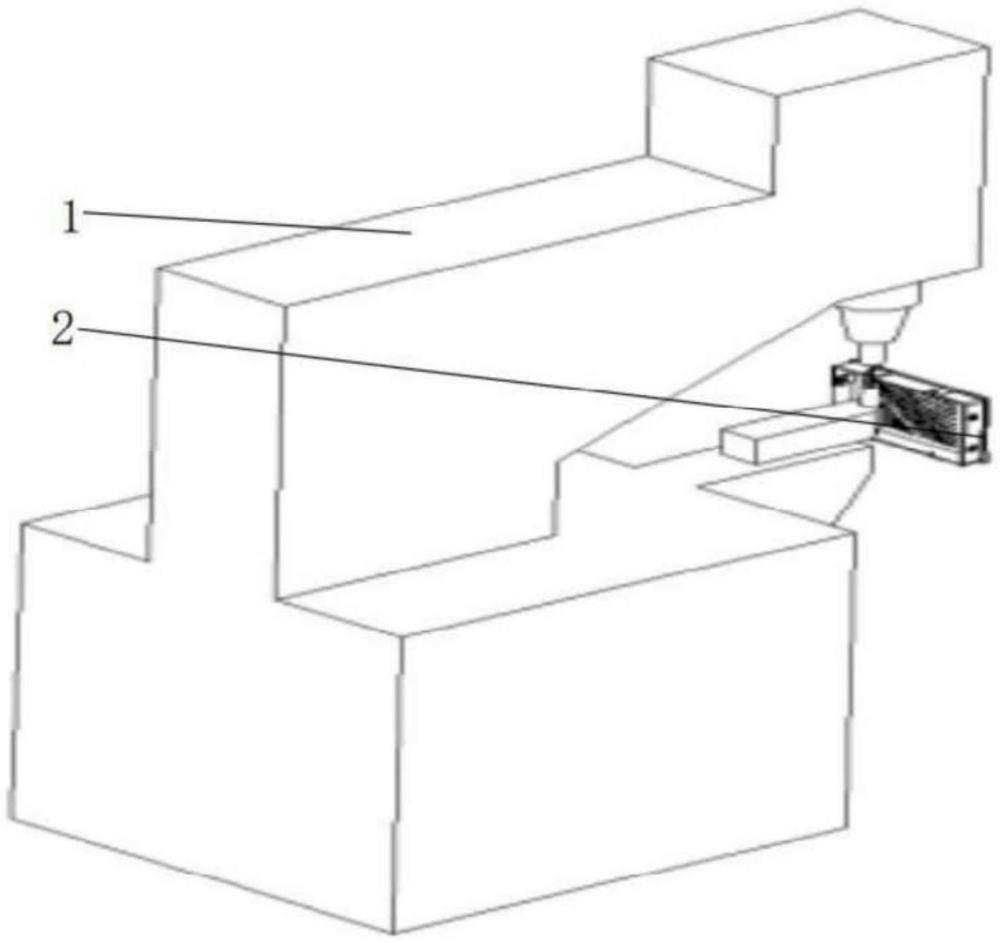
技术特征:1.一种压铆自动滑动弹性定位装置,包括压铆机本体(1),其特征在于,所述压铆机本体(1)内壁底部一侧通过螺栓安装有底座(3),且底座(3)顶部一侧外壁通过螺栓安装有导柱组件(4),所述导柱组件(4)包括安装筒(6),所述安装筒(6)底端一体成型有筒体(7),所述筒体(7)底端螺纹连接有紧固螺钉(9),所述紧固螺钉(9)顶端设有安装弹簧(8),且安装弹簧(8)滑动插接在安装筒(6)内部,所述安装弹簧(8)顶端通过螺栓安装有安装座(10),且安装座(10)顶端一体成型有活动顶针(11)。
2.根据权利要求1所述的一种压铆自动滑动弹性定位装置,其特征在于,所述安装筒(6)顶端中心处开设有插接槽(12),所述活动顶针(11)滑动插接在插接槽(12)内部。
3.根据权利要求1所述的一种压铆自动滑动弹性定位装置,其特征在于,所述筒体(7)底端开设有螺纹槽(13),所述紧固螺钉(9)螺纹连接在螺纹槽(13)内部。
4.根据权利要求1所述的一种压铆自动滑动弹性定位装置,其特征在于,所述导柱组件(4)采用上下滑动弹性浮动式设计,所述活动顶针(11)头部采用锥字形设计。
5.根据权利要求1所述的一种压铆自动滑动弹性定位装置,其特征在于,所述压铆机本体(1)内壁顶部一侧设有动力模块(5),所述动力模块(5)与导柱组件(4)之间设有工件(2)。
6.根据权利要求5所述的一种压铆自动滑动弹性定位装置,其特征在于,所述工件(2)顶部两侧与底部两侧外壁均开设有压入槽(15),且压入槽(15)内部压入压铆螺栓(14)。
7.根据权利要求6所述的一种压铆自动滑动弹性定位装置,其特征在于,所述动力模块(5)底端设有冲压头(16),且冲压头(16)底端与压铆螺栓(14)相互接触。
8.根据权利要求1所述的一种压铆自动滑动弹性定位装置,其特征在于,所述安装弹簧(8)选用65mn弹簧,且其选用规格为线径1.0*外径6.5*长度20。
9.根据权利要求1-8任一项所述的一种压铆自动滑动弹性定位装置的使用方法,其特征在于,还包括以下步骤:
技术总结本发明公开了一种压铆自动滑动弹性定位装置,包括压铆机本体,压铆机本体内壁底部一侧通过螺栓安装有底座,且底座顶部一侧外壁通过螺栓安装有导柱组件,导柱组件包括安装筒,安装筒底端一体成型有筒体,筒体底端螺纹连接有紧固螺钉,紧固螺钉顶端设有安装弹簧,且安装弹簧滑动插接在安装筒内部,安装弹簧顶端通过螺栓安装有安装座,且安装座顶端一体成型有活动顶针,安装筒顶端中心处开设有插接槽;本发明导柱组件采用自动上下滑动弹性浮动式设计,活动顶钉头部采用锥字形设计,便于接触压铆螺柱中间孔起,起到导向定位的作用,解决了产品上设计的压铆螺柱高度接近板厚,无法通过压铆螺柱自身定位完成加工的问题。技术研发人员:陈义受保护的技术使用者:深圳市富力达工业有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290631.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表