减小棒材生产线轧制间隔方法及相关设备与流程
- 国知局
- 2024-09-11 14:25:50
本发明涉及生产轧制领域,尤其涉及一种减小棒材生产线轧制间隔方法及相关设备。
背景技术:
1、轧制间隔是棒材生产线产能稳定提升的关键要素之一。稳定和缩短是控制轧制间隔的两大目标。如果一味地缩短轧制间隔,会导致轧线设备动作响应不及,导致堆钢;如果一味地稳定轧制间隔,会使轧制节奏变长,影响产能发挥。
2、然而目前采用的方法有依靠第一轧机轧机咬钢信号做触发,通过延时发送要钢信号,但该方法实际生产中轧制间隔波动大,无法稳定控制,无法将间隔缩短到极限,极易影响产能发挥。也有方法由辊道上上一支钢坯的位置点做触发,通过延时发送要钢信号,然而由于钢坯和辊道相对运动不稳定,造成连续两支钢在辊道上的相追位置不确定,如果过早相追,由于前一支钢咬入第一轧机轧机,第二支钢顶前一支钢前行,造成对出炉辊道和夹送辊的磨损,如果未在第一轧机前追上,则会造成轧制间隔的增大。故目前仍缺少一种更稳定的缩短棒材生产线轧制间隔的方法。
技术实现思路
1、鉴于上述问题,本发明提供一种减小棒材生产线轧制间隔方法及相关设备,主要目的在于解决目前缺少一种更稳定的缩短棒材生产线轧制间隔的方法的问题。
2、为解决上述至少一种技术问题,第一方面,本发明提供了一种减小棒材生产线轧制间隔方法,该方法包括:
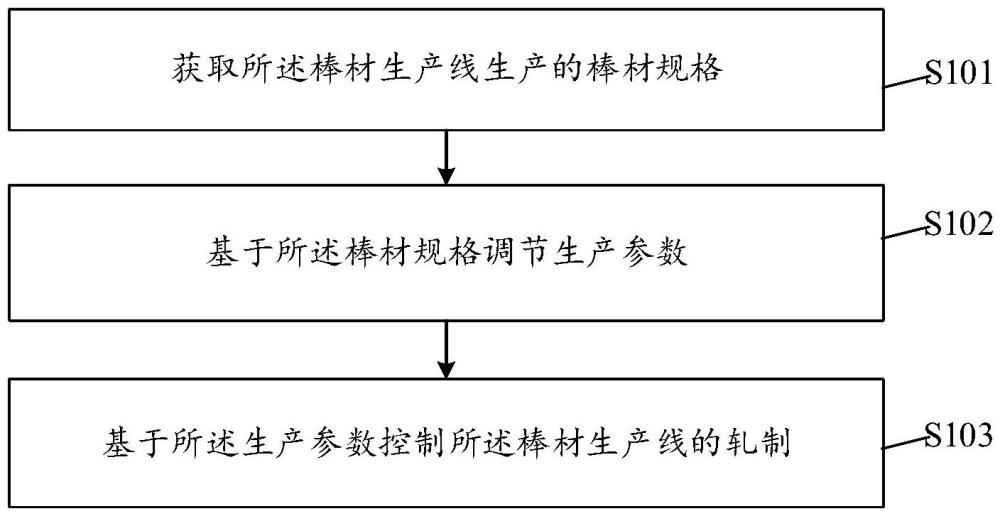
3、获取所述棒材生产线生产的棒材规格;
4、基于所述棒材规格调节生产参数,其中,所述生产参数包括轧机轧制速度和出炉辊道线速度;
5、基于所述生产参数控制所述棒材生产线的轧制。
6、可选的,所述基于所述棒材规格调节生产参数,包括:
7、在所述棒材生产线生产全规格棒材的情况下,控制第一轧机基于第一预设速度进行轧制,其中,所述第一预设速度为0.29m/s-0.54m/s。
8、可选的,上述方法还包括:
9、调节加热炉步进梁升降与平移比例阀的开度以跟随所述第一轧机的轧制节奏。
10、可选的,所述基于所述棒材规格调节生产参数,包括:
11、在所述棒材生产线生产高棒的情况下,基于第二预设速度调节出炉一段二段辊道设定线速度,和基于第三预设速度调节出炉三段辊道设定线速度,其中,所述第二预设速度为1.5m/s-1.7m/s,所述第三预设速度为0.9m/s-1.1m/s。
12、可选的,所述基于所述棒材规格调节生产参数,包括:
13、在所述棒材生产线生产普棒的情况下,基于第四预设速度调节出炉一段二段辊道设定线速度,和基于第五预设速度调节出炉三段辊道设定线速度,其中,所述第四预设速度为2.3m/s-2.6m/s,所述第五预设速度为0.9m/s-1.1m/s。
14、可选的,所述出炉辊道上设置有四个检测点,其中,第一检测点位于出炉炉门的第一预设距离处、第二检测点位于除鳞机前、第三检测点位于第一轧机前第二预设距离处、第四检测点位于第一轧机的夹送辊前,所述四个检测点存在逻辑连锁关系。
15、可选的,上述方法还包括:
16、在存在三架咬钢信号,且第三检测点存在钢材消失的情况下,控制第一轧机基于预设比例和预设时间进行线速度降速;
17、在降速持续时间等于所述交互界面设定时间的情况下,控制所述第一轧机恢复至原设定线速度。
18、第二方面,本发明实施例还提供了一种减小棒材生产线轧制间隔装置,包括:
19、获取单元,用于获取所述棒材生产线生产的棒材规格;
20、调节单元,用于基于所述棒材规格调节生产参数,其中,所述生产参数包括轧机轧制速度和出炉辊道线速度;
21、控制单元,用于基于所述生产参数控制所述棒材生产线的轧制。
22、为了实现上述目的,根据本发明的第三方面,提供了一种计算机可读存储介质,所述计算机可读存储介质包括存储的程序,其中,在上述程序被处理器执行时实现上述的减小棒材生产线轧制间隔方法的步骤。
23、为了实现上述目的,根据本发明的第四方面,提供了一种电子设备,包括至少一个处理器、以及与所述处理器连接的至少一个存储器;其中,上述处理器用于调用上述存储器中的程序指令,执行上述的减小棒材生产线轧制间隔方法的步骤。
24、借由上述技术方案,本发明提供的减小棒材生产线轧制间隔方法及相关设备,对于目前缺少一种更稳定的缩短棒材生产线轧制间隔的方法的问题,本发明通过获取所述棒材生产线生产的棒材规格;基于所述棒材规格调节生产参数,其中,所述生产参数包括轧机轧制速度和出炉辊道线速度;基于所述生产参数控制所述棒材生产线的轧制。在上述方案,实际生产过程中,高棒生产线轧制间隔从一般的6s±2s稳定缩短至4.7s±0.1s,普棒生产线轧制间隔从一般的3s±1s稳定缩短至1.7s±0.1s,既有效保证了轧制节奏的稳定,又提高了产线作业率。在现有的生产条件下,不必对生产设备和工艺流程进行较大改动即可满足需求,操作方便,使用的效果良好。在匹配加热炉出钢节奏并满足轧线设备动作响应时间极限的前提下,缩短并稳定轧制间隔,同时防止由于轧制间隔过短带来负面影响。
25、相应地,本发明实施例提供的减小棒材生产线轧制间隔装置、设备和计算机可读存储介质,也同样具有上述技术效果。
26、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
技术特征:1.一种减小棒材生产线轧制间隔方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述基于所述棒材规格调节生产参数,包括:
3.根据权利要求2所述的方法,其特征在于,还包括:
4.根据权利要求1所述的方法,其特征在于,所述基于所述棒材规格调节生产参数,包括:
5.根据权利要求1所述的方法,其特征在于,所述基于所述棒材规格调节生产参数,包括:
6.根据权利要求1所述的方法,其特征在于,所述出炉辊道上设置有四个检测点,其中,第一检测点位于出炉炉门的第一预设距离处、第二检测点位于除鳞机前、第三检测点位于第一轧机前第二预设距离处、第四检测点位于第一轧机的夹送辊前,所述四个检测点存在逻辑连锁关系。
7.根据权利要求6所述的方法,其特征在于,还包括:
8.一种减小棒材生产线轧制间隔装置,其特征在于,
9.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质包括存储的程序,其中,在所述程序被处理器执行时实现如权利要求1至权利要求7中任一项所述的减小棒材生产线轧制间隔方法的步骤。
10.一种电子设备,其特征在于,所述电子设备包括至少一个处理器、以及与所述处理器连接的至少一个存储器;其中,所述处理器用于调用所述存储器中的程序指令,执行如权利要求1至权利要求7中任一项所述的减小棒材生产线轧制间隔方法的步骤。
技术总结本发明公开了一种减小棒材生产线轧制间隔方法及相关设备,涉及生产轧制领域,主要为解决目前缺少一种更稳定的缩短棒材生产线轧制间隔的方法的问题。该方法包括:获取所述棒材生产线生产的棒材规格;基于所述棒材规格调节生产参数,其中,所述生产参数包括轧机轧制速度和出炉辊道线速度;基于所述生产参数控制所述棒材生产线的轧制。本发明用于减小棒材生产线轧制间隔过程。技术研发人员:吴志航,田军利,宋波,陈波,陈剑飞,何文骥,黄海涛受保护的技术使用者:武汉钢铁有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290758.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表