高铀密度复合芯块及其制备方法与流程
- 国知局
- 2024-09-11 14:27:01
本发明涉及核燃料,尤其涉及一种高铀密度复合芯块及其制备方法。
背景技术:
1、目前制备高铀密度复合芯块的方法主要分为两类:1、分别成型芯块的各个部分,组合拼装后烧结;2、先将芯部成型烧结后,采用喷涂或沉积的方法在外表面制备保护层。然而,以上方法均存在缺陷,主要有:
2、(1)、生坯组合拼装难度大,在烧结过程中芯块容易开裂,很难保证结构完整;
3、(2)、生坯组合拼装的芯块,在烧结后容易发生内外分层,对芯块的服役行为不利;
4、(3)、在成型的芯部外围制备保护层的工艺复杂,耗时较长,成本较高,保护层易受损伤,且在芯块服役过程中保护层与芯部会发生脱离,因而实际应用价值不高。
技术实现思路
1、本发明要解决的技术问题在于,提供一种改进的高铀密度复合芯块的制备方法及制得的高铀密度复合芯块。
2、本发明解决其技术问题所采用的技术方案是:提供一种高铀密度复合芯块的制备方法,包括以下步骤:
3、s1、提供用于形成复合芯块保护层的保护层粉末、用于形成复合芯块芯部的芯部粉末;
4、s2、将所述保护层粉末填入模具的环形腔内,对所述保护层粉末进行预压以形成筒状外壁;
5、s3、将所述芯部粉末填充在所述筒状外壁的内腔,预压以形成初级芯部,与所述筒状外壁形成芯块素坯;
6、s4、对所述芯块素坯施压以成型,再通过烧结形成致密且一体化的复合芯块。
7、在一些实施例中,步骤s1还包括:提供用于形成复合芯块端部的端部粉末;
8、步骤s2还包括:将所述端部粉末填入所述模具的模腔底部,预压后形成第一端部;由所述保护层粉末预压成型的所述筒状外壁连接在所述第一端部上;
9、步骤s3还包括:将所述端部粉末填入并覆盖在所述初级芯部上,预压后形成覆盖所述初级芯部并与所述筒状外壁顶部连接的第二端部;
10、所述第一端部、第二端部与所述筒状外壁、初级芯部形成一体的芯块素坯。
11、在一些实施例中,步骤s1还包括:提供用于形成复合芯块端部的端部粉末;
12、步骤s3还包括:分别将所述端部粉末填入并覆盖在所述初级芯部的相对两端上,预压后形成覆盖所述初级芯部并与所述筒状外壁连接的第一端部和第二端部;
13、所述第一端部、第二端部与所述筒状外壁、初级芯部形成一体的芯块素坯。在一些实施例中,在步骤s1至步骤s3中,预压的压力分别为0.5kn~5kn。
14、在一些实施例中,步骤s4中,施压的压力为5kn~15kn。
15、在一些实施例中,步骤s4中,对所述芯块素坯施压后,保压30s~60s后再进行烧结。
16、在一些实施例中,步骤s4中,烧结时,以80℃/min~100℃/min的速率升温至1500℃~1700℃,保温8min~15min后,以30℃/min~50℃/min的速率降温至800℃,之后随炉冷却至室温。
17、在一些实施例中,步骤s1中,所述保护层粉末为氧化物裂变材料,包括uo2、puo2、tho2粉末中一种或多种;
18、所述芯部粉末包括氧化物裂变材料及混合其中的高铀密度燃料粉末,所述氧化物裂变材料包括uo2、puo2、tho2粉末中一种或多种,所述高铀密度燃料粉末包括un、u3si2、uc、pun、thn中至少一种。
19、在一些实施例中,所述芯部粉末中,高铀密度燃料粉末所占体积比为5%~98%。
20、在一些实施例中,步骤s4中,在烧结前,分别在所述芯块素坯相对两端部放置石墨垫片;
21、将带有石墨垫片的芯块素坯放入热压炉或放电等离子烧结炉的定位腔内,在所述芯块素坯的顶部放置石墨压柱,在所述定位腔顶部的开孔内填入bn粉末,所述bn粉末将所述石墨压柱覆盖;
22、热压炉或放电等离子烧结炉的压头下压至所述bn粉末上,抽真空后进行升温烧结。
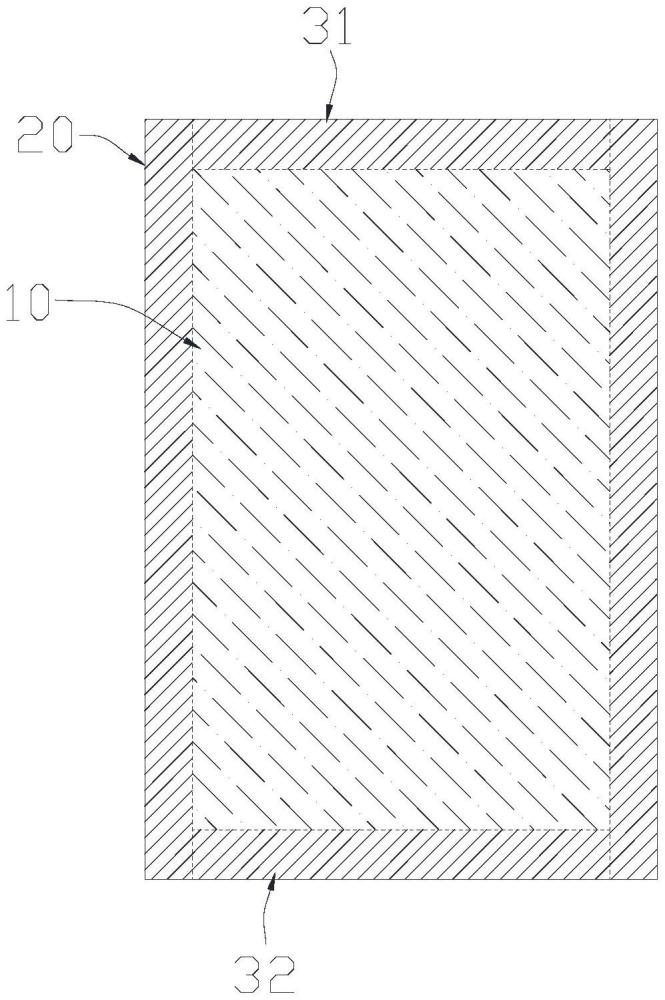
23、本发明还提供一种高铀密度复合芯块,由上述的制备方法制得;所述高铀密度复合芯块包括芯部、一体连接在所述芯部外周的保护层。
24、本发明的有益效果:高铀密度复合芯块的保护层和芯部分别由粉末预压成型后,再通过烧结成型为一体化的复合芯块,避免了生坯拼装难度大及容易内外分层的问题,确保了复合芯块的结构完整性;制备工艺简单,降低耗时及成本。
技术特征:1.一种高铀密度复合芯块的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的高铀密度复合芯块的制备方法,其特征在于,步骤s1还包括:提供用于形成复合芯块端部的端部粉末;
3.根据权利要求1所述的高铀密度复合芯块的制备方法,其特征在于,步骤s1还包括:提供用于形成复合芯块端部的端部粉末;
4.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,在步骤s1至步骤s3中,预压的压力分别为0.5kn~5kn。
5.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,步骤s4中,施压的压力为5kn~15kn。
6.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,步骤s4中,对所述芯块素坯施压后,保压30s~60s后再进行烧结。
7.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,步骤s4中,烧结时,以80℃/min~100℃/min的速率升温至1500℃~1700℃,保温8min~15min后,以30℃/min~50℃/min的速率降温至800℃,之后随炉冷却至室温。
8.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,步骤s1中,所述保护层粉末为氧化物裂变材料,包括uo2、puo2、tho2粉末中一种或多种;
9.根据权利要求8所述的高铀密度复合芯块的制备方法,其特征在于,所述芯部粉末中,高铀密度燃料粉末所占体积比为5%~98%。
10.根据权利要求1-3任一项所述的高铀密度复合芯块的制备方法,其特征在于,步骤s4中,在烧结前,分别在所述芯块素坯相对两端部放置石墨垫片;
11.一种高铀密度复合芯块,其特征在于,由权利要求1-10任一项所述的制备方法制得;所述高铀密度复合芯块包括芯部、一体连接在所述芯部外周的保护层。
技术总结本发明公开了一种高铀密度复合芯块及其制备方法,制备方法包括以下步骤:S1、提供用于形成复合芯块保护层的保护层粉末、用于形成复合芯块芯部的芯部粉末;S2、将所述保护层粉末填入模具的环形腔内,对所述保护层粉末进行预压以形成筒状外壁;S3、将所述芯部粉末填充在所述筒状外壁的内腔,预压以形成初级芯部,与所述筒状外壁形成芯块素坯;S4、对所述芯块素坯施压以成型,再通过烧结形成致密且一体化的复合芯块。本发明的高铀密度复合芯块的制备方法,保护层和芯部分别由粉末预压成型后,再通过烧结成型为一体化的复合芯块,避免了生坯拼装难度大及容易内外分层的问题;制备工艺简单,降低耗时及成本。技术研发人员:陈明周,陈蒙腾,杨荣坤,孟繁良,孙茂州,谭俊杰,张衡,李颖虹,李锐,任啟森,廖业宏受保护的技术使用者:中广核研究院有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290863.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表