激光增材制造高温钛基复合材料的热处理强化方法
- 国知局
- 2024-09-11 14:48:30
本发明涉及金属基复合材料制备领域,具体涉及到钛基复合材料强化的热处理工艺。
背景技术:
1、随着航空和航天制造技术的发展,要求飞行器的重量不断减轻,对钛合金使用温度的要求也越来越高。钛基复合材料通过引入一些陶瓷增强相,并可以利用增强相与基体之间的原位自生反应生成新的增强相,这些增强相具备高强度、高硬度、高熔点及高弹性模量等优点,因此其高温力学性能较基体钛合金更加优异。激光增材制造采用的是“离散+堆积”的近净成形思想,其具有复杂结构的一体化成形能力,极大地克服了传统方法中复杂结构后期加工困难的缺点。
2、然而激光沉积是一个快速的非平衡凝固过程,温度梯度大,通常具有微观结构和力学性能的各向异性,会引起很高的残余应力,生成柱状晶结构以及明显的织构。此外,增强相的添加在使强度提升的同时往往伴随着塑性的降低。有效的热处理可以改善激光增材制造高温钛基复合材料的微观组织从而提高其力学性能。
3、公开号为cn114959531a的中国发明专利公开了一种激光直接沉积ti65钛合金的热处理方法,观察固溶时效热处理后其微观组织变化并调控其综合力学性能,从而提高ti65钛合金的服役性能。然而钛合金和钛基复合材料在微观组织与力学性能方面有较大差异,钛合金的最佳热处理方案可能并不一定适用于钛基复合材料,钛基复合材料需要考虑增强相和基体组织的综合影响。
4、文献1“e.fereiduni,a.ghasemi,m.elbestawi.unique opportunities formicrostructure engineering via trace b4c addition to ti-6al-4v through laserpowder bed fusion process:as-built and heat-treated scenarios[j].additivemanufacturing,2022,50:102557.”采用激光增材制造技术制备了0.2wt.%b4c/tc4复合材料,在β转变温度以上进行热处理后,塑性虽有较大提升,但强度也显著降低,这限制了其服役条件,强度和塑性是金属结构材料的两个重要力学性能。但是,强度的提高往往伴随着其塑性的降低,即强度和塑性呈倒置关系。
5、如何突破强度-塑性的传统倒置关系,改善钛基复合材料强塑性匹配,其热处理工艺有待更为深入的研究。
技术实现思路
1、本发明的目的在于避免现有技术的不足提供一种延伸率损失较少的基础上,强化钛基复合材料的激光增材制造高温钛基复合材料的热处理强化方法。
2、为实现上述目的,本发明采取的技术方案为:一种激光增材制造高温钛基复合材料的热处理强化方法,包括以下热处理强化步骤:
3、先将真空热处理炉加热至500℃~800℃,然后将激光增材得到的钛基复合材料试样放置于真空热处理炉中,在真空或氩气环境下,以大于等于10℃/min的升温速率升温至所述钛基复合材料试样β转变温度以下20℃~90℃的温度后,保温1~2h,保温结束后出炉水冷,水冷冷却速率大于等于200℃/s,即得到了具有双态组织的热处理强化后的钛基复合材料;
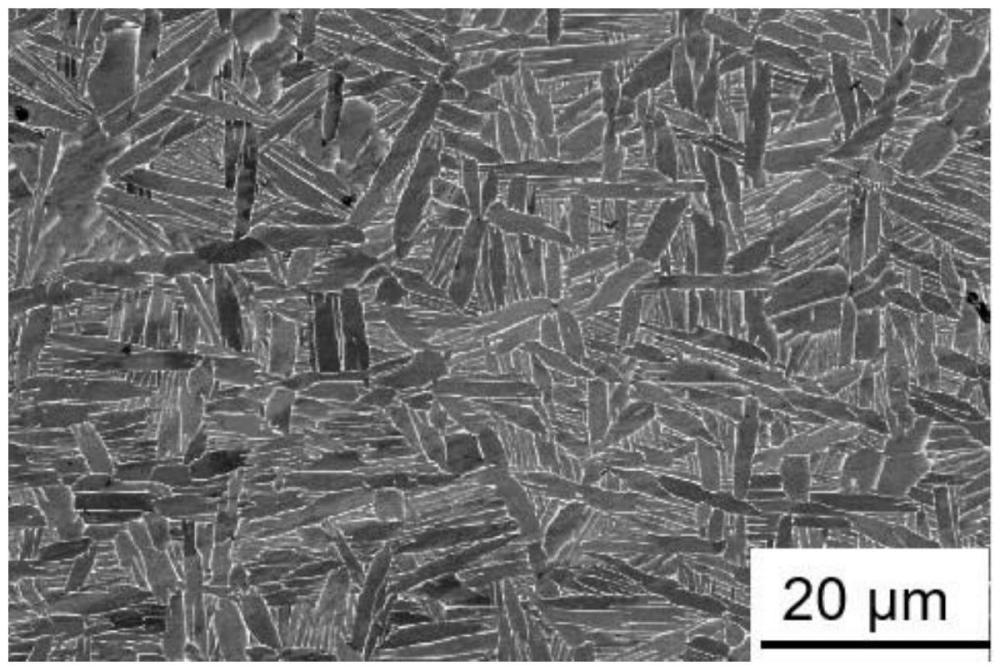
4、所述的热处理强化步骤使所述热处理强化后的钛基复合材料中保留了部分初生α相,并在β转变组织中生成了提高材料强度的针状α’马氏体,针状α’马氏体是在所述的水冷过程中通过非扩散切变形成的,以无序、交叉方式随机分布。
5、进一步的,所述激光增材得到的高温钛基复合材料的增强相为b4c,增强相的质量分数为0.05~0.5wt.%;所述激光增材得到的高温钛基复合材料的钛合金基体为ti65、ti6242和ti55合金。
6、进一步的,还包括制备所述热处理强化后的钛基复合材料的金相试样步骤,具体为:
7、先从所述热处理强化后的钛基复合材料上切取长、宽、高尺寸均为3~15mm的金相试样;再将所述金相试样进行打磨、抛光后,用腐蚀液进行腐蚀,腐蚀完成后,再置于无水乙醇中,采用超声波振动清洗5~15min后吹干,从而得到表面光洁的经热处理强化后的高温钛基复合材料的金相试样;
8、其中,所述的腐蚀液由氢氟酸、硝酸和水混合制成;所述氢氟酸、硝酸和水的体积比为(1~3):(2~6):(91~97)。
9、进一步的,还包括对热处理强化前、后的钛基复合材料切取拉伸试样的步骤,用于进行室温拉伸性能测试。
10、进一步的,在所述热处理强化前、后的钛基复合材料上切取2~5个拉伸试样进行所述的室温拉伸性能测试,并取平均值作为该试样的拉伸值。
11、进一步的,所述激光增材得到的钛基复合材料试样是长度为40~100mm,宽度为10~40mm,高度为10~40mm的块状试样。
12、进一步的,所述的真空环境为所述真空热处理炉的真空度小于等于1000pa;所述的氩气环境为往所述真空环境中通入氩气至炉内气压达到1atm,并控制氩气流量为0.5~1.5l/min。
13、进一步的,所述激光增材制备的高温钛基复合材料为b4c/ti65复合材料,其中添加的b4c增强相质量分数为0.2wt.%,所述b4c/ti65复合材料的β转变温度为1110℃。
14、进一步的,所述的b4c增强相质量分数为0.2wt.%的b4c/ti65复合材料的热处理强化步骤具体为:
15、先将真空热处理炉加热至800℃,再将b4c/ti65复合材料试样放置于真空热处理炉中,在真空或氩气环境下,真空热处理炉以10℃/min的升温速率升温至1025℃~1075℃并保温1h,保温结束后,将试样出炉水冷,水冷冷却速率大于等于200℃/s,即得到了热处理强化后的b4c/ti65复合材料。
16、本发明的有益效果是:与传统热处理相比,本发明工艺实现的力学性能较传统的热处理工艺大幅提高,能在延伸率近乎不变的基础上,室温拉伸强度提高8%~12%。实现了激光增材制造高温钛基复合材料强度、塑性的更好匹配。
技术特征:1.一种激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,包括以下热处理强化步骤:
2.如权利要求1所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,所述激光增材得到的高温钛基复合材料的增强相为b4c,增强相的质量分数为0.05~0.5wt.%;所述激光增材得到的高温钛基复合材料的钛合金基体为ti65、ti6242和ti55合金。
3.如权利要求1所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,还包括制备所述热处理强化后的钛基复合材料的金相试样步骤,具体为:
4.如权利要求1所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,还包括对热处理强化前、后的钛基复合材料切取拉伸试样的步骤,用于进行室温拉伸性能测试。
5.如权利要求4所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,在所述热处理强化前、后的钛基复合材料上切取2~5个拉伸试样进行所述的室温拉伸性能测试,并取平均值作为该试样的拉伸值。
6.如权利要求1所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,所述激光增材得到的钛基复合材料试样是长度为40~100mm,宽度为10~40mm,高度为10~40mm的块状试样。
7.如权利要求1所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,所述的真空环境为所述真空热处理炉的真空度小于等于1000pa;所述的氩气环境为往所述真空环境中通入氩气至炉内气压达到1atm,并控制氩气流量为0.5~1.5l/min。
8.如权利要求1-7任一项所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,所述激光增材制备的高温钛基复合材料为b4c/ti65复合材料,其中添加的b4c增强相质量分数为0.2wt.%,所述b4c/ti65复合材料的β转变温度为1110℃。
9.如权利要求8所述的激光增材制造高温钛基复合材料的热处理强化方法,其特征在于,所述的b4c增强相质量分数为0.2wt.%的b4c/ti65复合材料的热处理强化步骤具体为:
技术总结本发明涉及一种激光增材制造高温钛基复合材料的热处理强化方法,是先将真空热处理炉加热至500℃~800℃,然后将激光增材得到的钛基复合材料试样放置于真空热处理炉中,在真空或氩气环境下,以大于等于10℃/min的升温速率升温至所述钛基复合材料试样β转变温度以下20℃~90℃的温度后,保温1~2h,保温结束后出炉水冷,水冷冷却速率大于等于200℃/s,即得到了具有双态组织的热处理强化后的钛基复合材料。本发明实现了激光增材制造高温钛基复合材料强度、塑性的更好匹配。技术研发人员:李淼泉,谭骁,李莲受保护的技术使用者:西北工业大学技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/292182.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表