一种药品检测分拣装瓶装置
- 国知局
- 2024-09-11 15:07:14
本发明涉及一种药品检测分拣装瓶装置。
背景技术:
1、不断提供产线自动化,降低人工,提高效率已为现代工业的发展的主流趋势。药品行业,目前液体药品灌装都是有成熟的灌装产线,固体药品的装瓶同样也需要高度集成的自动化产线。现有的固体药品装瓶普遍都是分车间操作,整个装瓶过程还需要依赖人工干涉(例如需要人工灌药至药瓶,或者自动灌药至药品后人工装盖),一方面效率低下,另一方面不卫生。
技术实现思路
1、本发明是为了解决上述现有技术存在的问题而提供一种药品检测分拣装瓶装置。
2、本发明所采用的技术方案有:
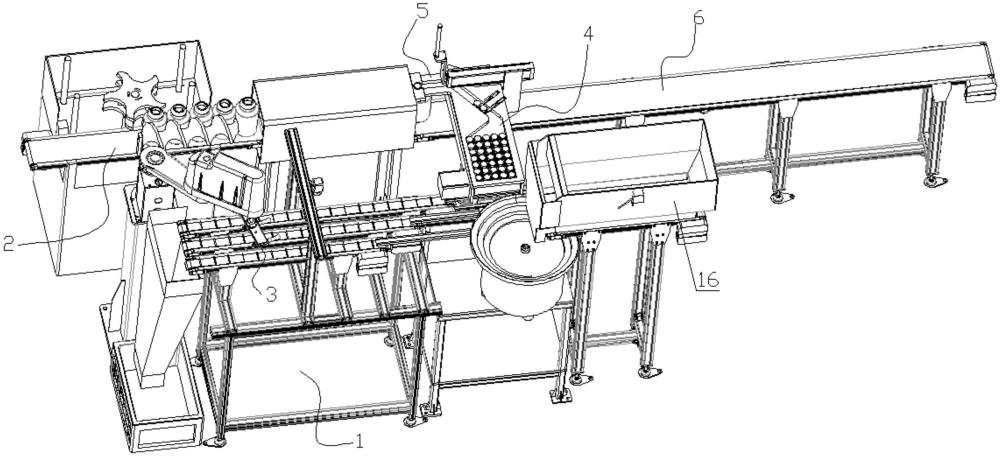
3、一种药品检测分拣装瓶装置,包括
4、药品输送线,所述药品输送线分多条输送支路输送药品;
5、药瓶输送线,所述药瓶输送线用于输送药瓶;
6、取料手,所述取料手吸取每个输送支路上的药品,并将药品输送至药瓶内;
7、瓶盖输送线,所述瓶盖输送线用于将瓶盖输送至药瓶输送线上方;
8、压盖机构,所述压盖机构用于将瓶盖压合装配至药瓶;
9、出料线输送,所述出料线输送设于药瓶输送线的末端,用于输送装配瓶盖的药瓶。
10、进一步地,所述药品输送线包括第一输送带、震动盘、落料槽和收集筐,三个第一输送带并列布置并形成三条输送支路,在震动盘上设有三个出料口,每个出料口置于一输送支路上,落料槽设置在三个第一输送带的末端,收集筐设置在落料槽的下方。
11、进一步地,所述第一输送带上设有等间距布置的隔板,相邻隔板之间形成送料仓,震动盘出来的药品按续落入送料仓内。
12、进一步地,所述取料手包括多轴机械臂和负压吸盘,所述负压吸盘设有三个,并列设置在多轴机械臂上,分别吸取三个第一输送带上的药品。
13、进一步地,所述药品输送线上方设有用于检测药品外观的工业相机。
14、进一步地,所述药瓶输送线包括第二输送带、螺旋辊和导向栏,所述螺旋辊和导向栏分别设于第二输送带的两侧,且两者均沿着第二输送带的输送方向布置,第二输送带输送药瓶在螺旋辊和导向栏之间运动,螺旋辊转动使得药品等间隙输送,第二输送带外侧设有紫外消毒柜。
15、进一步地,所述第二输送带的输送方向上且位于导向栏的后侧设有水平转动的分度盘,在分度盘的圆周方向布置均布若干拨料槽,分度盘转动将第二输送带上药瓶送至螺旋辊的螺旋槽内。
16、进一步地,所述瓶盖输送线包括第三输送带、导料座、第一推杆、第二推杆和保持座,所述导料座水平布置,在导料座上设有存料槽和送料槽,第三输送带水平置于导料座的下方,瓶盖置于存料槽内并置于第三输送带上,第一推杆与第二推杆的推杆轴并列伸于送料槽内,在送料槽的槽底末端铰接有承料板,承料板通过扭簧的作用水平布置,保持座设于送料槽的末端,在保持座上设有限位孔,承料板的一侧伸于限位孔的下方。
17、进一步地,所述送料槽包括相互连通的斜槽部和直槽部,斜槽部与存料槽连通,直槽部沿着出料线输送的输送方向布置,在直槽部的尾部设有推料气缸,承料板铰接在直槽部的头部,通过扭簧力水平抵触在直槽部底面上。
18、进一步地,所述压盖机构包括压盖气缸和电动滑轨,压盖气缸竖直布置,电动滑轨驱动压盖气缸沿着出料线输送的输送方向布置。
19、本发明具有如下有益效果:
20、本发明能够实现药瓶自动消毒,固体药品自动装瓶,药瓶自动装盖,整个过程连续,自动化程度高,极大的减轻工人劳动强度,提供生产效率。
技术特征:1.一种药品检测分拣装瓶装置,其特征在于:包括
2.如权利要求1所述的药品检测分拣装瓶装置,其特征在于:所述药品输送线(1)包括第一输送带(11)、震动盘(12)、落料槽(13)和收集筐(14),三个第一输送带(11)并列布置并形成三条输送支路,在震动盘(12)上设有三个出料口,每个出料口置于一输送支路上,落料槽(13)设置在三个第一输送带(11)的末端,收集筐(14)设置在落料槽(13)的下方。
3.如权利要求2所述的药品检测分拣装瓶装置,其特征在于:所述第一输送带(11)上设有等间距布置的隔板(15),相邻隔板(15)之间形成送料仓,震动盘(12)出来的药品按续落入送料仓内。
4.如权利要求2所述的药品检测分拣装瓶装置,其特征在于:所述取料手(3)包括多轴机械臂(31)和负压吸盘(32),所述负压吸盘(32)设有三个,并列设置在多轴机械臂(31)上,分别吸取三个第一输送带(11)上的药品。
5.如权利要求1所述的药品检测分拣装瓶装置,其特征在于:所述药品输送线(1)上方设有用于检测药品外观的工业相机。
6.如权利要求1所述的药品检测分拣装瓶装置,其特征在于:所述药瓶输送线(2)包括第二输送带(21)、螺旋辊(23)和导向栏(24),所述螺旋辊(23)和导向栏(24)分别设于第二输送带(21)的两侧,且两者均沿着第二输送带(21)的输送方向布置,第二输送带(21)输送药瓶在螺旋辊(23)和导向栏(24)之间运动,螺旋辊(23)转动使得药品等间隙输送,第二输送带(21)外侧设有紫外消毒柜(26)。
7.如权利要求6所述的药品检测分拣装瓶装置,其特征在于:所述第二输送带(21)的输送方向上且位于导向栏(24)的后侧设有水平转动的分度盘(22),在分度盘(22)的圆周方向布置均布若干拨料槽(24),分度盘(22)转动将第二输送带(21)上药瓶送至螺旋辊(23)的螺旋槽内。
8.如权利要求1所述的药品检测分拣装瓶装置,其特征在于:所述瓶盖输送线(4)包括第三输送带(41)、导料座(42)、第一推杆(43)、第二推杆(44)和保持座(45),所述导料座(42)水平布置,在导料座(42)上设有存料槽(421)和送料槽(422),第三输送带(41)水平置于导料座(42)的下方,瓶盖置于存料槽(421)内并置于第三输送带(41)上,第一推杆(43)与第二推杆(44)的推杆轴并列伸于送料槽(422)内,在送料槽(422)的槽底末端铰接有承料板(46),承料板(46)通过扭簧的作用水平布置,保持座(45)设于送料槽(422)的末端,在保持座(45)上设有限位孔(451),承料板(46)的一侧伸于限位孔(451)的下方。
9.如权利要求8所述的药品检测分拣装瓶装置,其特征在于:所述送料槽(422)包括相互连通的斜槽部和直槽部,斜槽部与存料槽(421)连通,直槽部沿着出料线输送(6)的输送方向布置,在直槽部的尾部设有推料气缸(47),承料板(46)铰接在直槽部的头部,通过扭簧力水平抵触在直槽部底面上。
10.如权利要求1所述的药品检测分拣装瓶装置,其特征在于:所述压盖机构(5)包括压盖气缸(51)和电动滑轨(52),压盖气缸(51)竖直布置,电动滑轨(52)驱动压盖气缸(51)沿着出料线输送(6)的输送方向布置。
技术总结本发明公开了一种药品检测分拣装瓶装置,药品输送线分多条输送支路输送药品,药瓶输送线用于输送药瓶,取料手吸取每个输送支路上的药品,并将药品输送至药瓶内,瓶盖输送线用于将瓶盖输送至药瓶输送线上方,压盖机构用于将瓶盖压合装配至药瓶,出料线输送设于药瓶输送线的末端,用于输送装配瓶盖的药瓶。本发明能够实现药瓶自动消毒,固体药品自动装瓶,药瓶自动装盖,整个过程连续,自动化程度高,极大的减轻工人劳动强度,提供生产效率。技术研发人员:梁栋,黄明受保护的技术使用者:江苏理工学院技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293271.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。