一种利用农作物秸秆制备轻质无机复合材料的方法与流程
- 国知局
- 2024-09-14 14:28:00
本发明属于利用秸秆制备复合板材,特别是涉及一种农作物秸秆制备轻质无机复合材料的方法。
背景技术:
1、秸秆是一种常见的农业生产废弃物,具有轻质多孔、保温、隔、热、吸声等特性。稻秸秆和麦秸秆合计约占农作物秸秆的一半,推动秸秆的合理高效利用具有重要的环境、社会和经济效益。目前,使用秸秆作为原料生产秸秆基复合材料用于建筑墙体的主要形式是,将秸秆原料加工成碎料单元,混合促凝材料制备有机/无机复合板材。在这类方式中,通常对秸秆原料单元的要求较高,利用率较低。
2、现有专利(公开号:116535183a),公开了一种秸秆基轻质建筑复合材料及其制备和应用。所述复合材料将秸秆碎料分成三种长度规格(<1 cm、1~3 cm、3~5 cm),按照不同的配比将秸秆碎料进行混合,在模具中倒入石膏浆体并搅拌均匀,经冷压成型制备而成。此方法所用秸秆碎料较短小,未能充分发挥秸秆长料在制备轻质墙体材料上保温、隔音方面的优势。
技术实现思路
1、为解决上述现有技术存在的问题,本发明提供一种农作物秸秆制备轻质无机复合材料的方法,该方法使用长度200 mm以上的秸秆单元,以镁基胶泥作为无机胶黏剂主料进行胶粘,在充分发挥稻秸秆和麦秸杆的材料特性基础上,提高秸秆的利用率和产品价值,减少秸秆的加工量,获得具有强重比高、密度低、保温隔音性能好的秸秆基复合材料。
2、为实现上述目的,本发明提供了如下方案:
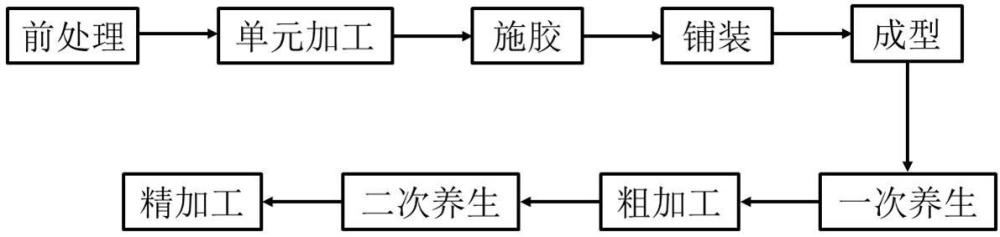
3、本发明提供一种农作物秸秆制备轻质无机复合材料的方法,主要包括以下步骤:
4、1)前处理
5、对稻秸秆进行去叶操作,叶柄去除率达到75%以上,麦秸秆叶柄去除率达到35%以上,对需要堆积存放的稻、麦秸秆,将其干燥至含水率小于25%;
6、2)单元加工
7、将麦秸秆或去叶稻秸秆加工成长度>200mm的物料单元,减少比表面积,减少高密度的无机胶的用量,以便制备密度<0.31 g/cm3且具有厚度规格>3倍秸秆直径的轻质复合材料;
8、3)施胶
9、使用镁基胶泥作为无机胶黏剂,通过喷胶方式进行施胶,施胶量60%~70%,镁基胶泥中建筑胶粉的质量占比为5%~7%;
10、4)铺装
11、因为秸秆单元长度大于20cm,在连续自动铺装时容易卷入铺装头,所以选择半自动模具铺装。
12、5)成型与一次养生
13、选用微热加压成型养生法,优选成型压力为0.21~0.59 mpa,温度为35℃~70℃,时间为4~24h。养生结束时,复合材料中镁基胶泥达到80%~85%的固化程度。
14、6)粗加工
15、对一次养生过后的不完全固化坯料进行截断、锯剖和裁边等切削加工,可减少加工的动力消耗。
16、7)二次养生
17、根据粗加工后的复合材料的厚度,可选择相应的优化养生温度和时间,使得复合材料坯料中无机胶黏剂处于完全固化状态,当坯料厚度小于70mm时,优选养生温度为20℃~45℃,时间为2~5d,当坯料厚度70mm~150 mm时,优选养生温度为20℃~50℃,时间为2~6d,当坯料厚度大于150mm时,优选养生温度为20℃~60℃,时间为2~7d;
18、9)精加工
19、对二次养生过后的坯料进行铣削和砂光等精加工,包括边部铣削加工和上、下表面砂光加工,模压成型与养生的可不砂光处理。
20、作为本发明的一个优选技术方案,所述前处理步骤中的稻秸秆去叶操作采用人工和机器去叶中的任一种;所述单元加工采用人工裁剪和机器定长截断中的任一种;所述前处理和单元加工步骤,优先采用不干燥的农作秸秆进行单元加工,以降低能耗和保证单元规格;所述施胶环节包括使用氯氧镁基胶泥、硫氧镁基胶泥等无机胶黏剂中的一种或两种混合;所述前处理和施胶步骤,镁基胶泥的含水率与农作秸秆的含水率成相反的对应关系,但总用水量保持设计用水量;所述农作物秸秆主要为稻秸秆、麦秸秆或稻秸秆和麦秸秆的混合物。
21、本发明相对于现有技术主要取得了以下技术效果:
22、本发明提供的一种农作物秸秆制备轻质无机复合材料的方法,秸秆原材料的含水率要求低,前处理工艺简便,将秸秆加工成大于200 mm长度规格的物料单元,可大幅降低机械能耗,使用镁基胶泥作为无机胶黏剂主料,添加少量建筑胶粉作为辅料,可实现在不添加其他组分的情况下制备具有不同尺寸规格的轻质(表观密度<0.31g/cm3)复合材料产品,充分利用了稻秸秆和麦秸秆在大尺寸单元上的材料特性并实现高值化利用。设置一次养生环节,在无机胶黏剂不完全固化状态下对坯料进行锯切等粗加工,可以降低粗加工能耗。通过本方法制备得到的秸秆基轻质无机复合材料,具有强重比高、秸秆自身保温隔音功能发挥好的优点,可用作建筑墙体和复合门等生产的材料。
技术特征:1.一种农作物秸秆制备轻质无机复合材料的方法,其特征在于,所述的制备方法包括前处理、单元加工、施胶、铺装、成型、一次养生、粗加工、二次养生和精加工等步骤。所述前处理主要是对稻秸秆进行去叶作业,叶柄去除率达到75%以上,麦秸秆叶柄去除率达到35%以上。对需要堆积存放的稻、麦秸秆,需要将其干燥至含水率小于25%。所述单元加工是将秸秆加工成长度> 200mm的物料单元,以制备密度<0.31 g/cm3且具有厚度规格> 3倍秸秆直径的轻质复合材料。
2.根据权利要求1所述的方法,其特征在于,所述施胶步骤中使用镁基胶泥作为无机胶黏剂,通过喷胶方式进行施胶。施胶量小于70%,镁基胶泥中建筑胶粉的质量占比为5%~7%。
3.根据权利要求1所述的方法,其特征在于,所述铺装采用半自动模具铺装。
4.根据权利要求1所述的方法,其特征在于,所述成型和一次养生选择微热加压成型养生法,优选成型与一次养生的压力为0.21~0.59mpa,温度为35℃~70℃,时间为4~24h。经过一次养生后的复合材料坯料中无机胶黏剂达到75%~85%的固化程度。
5.根据权利要求1所述的方法,其特征在于,所述粗加工包括截断、锯剖和裁边等切削加工。
6.根据权利要求1所述的方法,其特征在于,所述二次养生包括在特定的温度、时间下的复合材料坯料中无机材料得到充分固化,当坯料厚度小于70mm时,优选养生温度为20℃~45℃,时间为2~5d,当坯料厚度70mm~150 mm时,优选养生温度为20℃~50℃,时间为2~6d,当坯料厚度大于150mm时,优选养生温度为20℃~60℃,时间为2~7d。
7.根据权利要求1所述的方法,其特征在于,所述的精加工包括边部的铣削加工和上、下表面的砂光加工,模压成型与养生的可不砂光处理。
8.根据权利要求1的方法,其特征在于,所述前处理和单元加工步骤,优先采用不干燥的农作秸秆进行单元加工,以降低加工能耗和优化单元规格。
9.根据权利要求1的方法,其特征在于,所述前处理和施胶步骤,无机胶浆的含水率与农作秸秆的含水率成相反的对应关系,但总用水量保持设计用水值。
10.根据权利要求1~9中任一项所述的方法,其特征在于,所涉及至的农作物秸秆主要为稻秸秆、麦秸秆或稻秸秆和麦秸秆的混合物。
技术总结本发明公开一种利用农作物秸秆制备轻质无机复合材料的方法,涉及利用秸秆制备复合板材技术领域,包括前处理、单元加工、施胶、铺装、成型、一次养生、粗加工、二次养生、精加工等步骤。其特征是:所述单元加工是将稻秸秆或麦秸秆制成>200mm的长度规格,使之成为生产轻质复合材料秸秆基单元;所述施胶是使用镁质盐材料作为无机胶黏剂;所述一次养生是指坯料中的无机胶黏剂处于不完全固化状态,以减少后续机械加工的动力消耗。本方法充分发挥农作物秸秆长料轻质多孔、保温与隔音性能好等特性,可制备具有多种幅面和厚度规格的秸秆基轻质复合材料,用作建筑墙体、复合门生产的材料,具有良好的经济、环境和社会效益。技术研发人员:马灵飞,钱俊,姜延红,郑化高,张健受保护的技术使用者:江山市畅畅木业有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/294222.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表