一种抑制钛合金精密薄板轧制中边缘开裂和断带的工艺方法与流程
- 国知局
- 2024-09-14 14:50:47
冶金行业的制造工艺与制造质量。
背景技术:
1、现在,钛合金精密薄板的轧制大多都利用森吉米尔和其他型号多辊轧机进行精密薄带冷轧,整个轧制过程是将一定厚度的钛合金板,经过多个轧程的逐级压延厚度减薄,即每道次轧辊压延按照一定的压延变形量逐渐将较厚板压延成所需厚度的薄板。
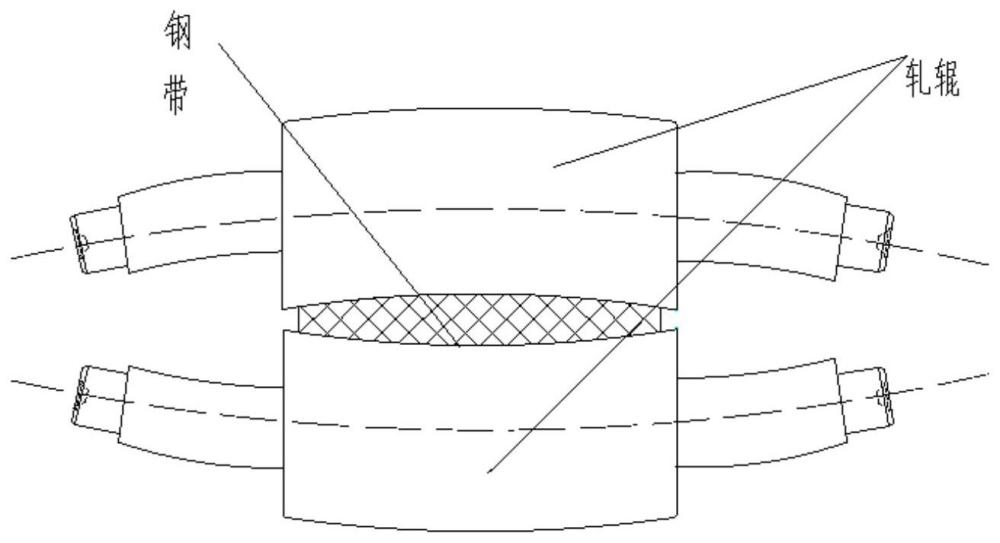
2、现有技术存在的问题:对于高强度板材的冷轧一般都是用多辊轧机轧制,轧机的每个工作辊是由一对辊子组成,上下各一个,转动方向相反,辊子之间有一定间隙。当板材经过工作辊间隙时板材厚度变薄。其轧制原理是,板材轧制过程中同时受到张力和压下压力的作用,一个是工作辊上、下轧辊对板材的挤压力即咬合力,通过开卷机和是卷取机(有时又叫收卷)对带材施加拉力(即带材张力)。在张力的作用下通过轧辊的挤压,板材由厚变薄。在轧制中,由于轧机的挤压力即咬合力是由供压系统通过位于轧辊两端轴颈施加到工作辊上,然后再通过工作辊施加给被轧制板材。在此过程中,会发生以下几种现象:1)工作轧辊对板材的碾轧咬合、压下,包括卷取时的张紧力会使被轧材料发生塑性变形,产生热量,该热量传递给轧辊,使得轧辊产生一定的热膨胀;2)轧辊在碾轧咬合、压下及被轧材料的反作用力的作用下会产生弹性弯曲变形(如图1所示);3)随着轧制道次的增加,板材的变形量也不断增加,板材的冷作硬化程度也愈发变大,这也就使得被轧材料的硬度升高,塑性变差;4)钛合金的变形硬化现象比一般碳钢更加严重;5)轧机设备的振动;6)收卷时张力较大并且有变化变化,以及板材宽度上受力不够均匀哪怕是差别较小。在上述主要因素综合影响下,在轧制极薄板材时,很容易发生钛合金薄板边部发生开裂甚至发生断裂事故,造成快要成品的材料报废和设备损坏,维修成本增高。
技术实现思路
1、发明的目的:在于解决钛合金精密薄板材轧制中的开裂与断带问题。
2、解决问题的技术方案:为了解决钛合金板材冷轧中的边缘开裂和断带问题,采用的工艺方案是仅在第一道工序就将板材边缘部轧薄并且轧制出边浪,后面的工序按照钛合金般的轧制要求进行正常轧制。工作要点如下:1)在第一道次轧制时,选用”0”凸度(即完全等直径圆柱状),利用轧机工作轧辊的弹性变形(见下图),在板材的两侧边缘部轧制出波峰高度为1~5mm,波深3~10mm的小边浪,此时板材两侧边缘的厚度远小于中间厚度;后序轧制道次采用不同凸度程度的工作辊,其凸度根据板材宽度不同来确定;2)第一道次轧制变形量取总厚度的12~18%。本道次的变形量不宜过大,若变形量过大,则会轧制出较大的边浪,大边浪在后序轧制道次不易消除;3)每道轧制时总张力=材料屈服强度*(0.3~0.4)*板材截面(mm2)。
3、具体说明如下:第一道轧制时轧制出小边浪的目的是:在后道次的轧制时即便张力较大,以及机械振动等引起板材张力变化不稳定包括板材局部张力变化,板材张力主要由板材中间部位承受,板材边缘受力则较小,这样就能保证板材在轧制过程中不开裂不断带。因为用轧辊压出的小边浪变形比原料板材到成品板材的总变形量要大,即每一道次的轧制变形都发生在板材两侧的小边浪之间。可以说,只要所有轧制工序的变形量总和比小边浪的变形量小(但板材的小边浪会随着总的变形量的增加而变小),在后序道次的轧制中可以实现良好的板型,以保证板材边边缘始终存在一个愈来愈小的边浪,这样在轧制过程中板材边缘就不可能发生开裂。边缘不开裂的理论依据就是,只要每一道次轧制的张力小于板材的屈服强度平台值,板材就不可能断带。
4、技术效果:1)解决了钛合金超薄板冷轧工艺中开裂与断带问题;2)避免了因中途开裂或断带所造成的生产浪费与对设备的损伤,包括节约维修成本;3)提供了一种有效解决问题的途径,方法可复制;4)方法简单经济实用可靠。
技术特征:1.钛合金超薄板轧制中避免产生开裂或断带的全部工艺方法。
2.根据权利要求1所述,钛合金超薄板轧制中避免产生开裂或断带的全部工艺方法基础上形成的 1~10mm小边浪。
3.根据权利要求1所述,钛合金超薄板轧制中避免产生开裂或断带的全部工艺方法基础上形成的变形量10~18%,轧制时的张力(材料屈服强度*(0.2~0.4)*板材截面(mm2))。
4.根据权利要求1所述,钛合金超薄板轧制中避免产生开裂或断带的全部工艺方法基础上,一个轧程的总的变型量为 35~40%。其中,第一道次的变型量为 14~16%,第二道次的变型量为 18~20%,第三道次的变型量为10~12%,第四道次的变型量为 5~8%,完成全部轧制过程。
技术总结在利用森吉米尔等多辊轧机进行精密薄带冷轧时,特别是对成品厚度在0.01~0.05mm的合金带材进行轧制时,为了防止在冷轧过程中带钢边部发生开裂而产生断带事故,避免造成材料报废和设备损坏。本发明工艺方法是在进行第一道次轧制时,在带材的两个边部轧制出3~10mm的小边波,以便在后道次的轧制时可在较大张力下进行轧制。避免在轧制时带材表面出现排骨印和带材边部承受较大张力而开裂发生断带事故。技术研发人员:柏继华,郭常宁,蒲玉敏受保护的技术使用者:上海屿燊电气有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/296137.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。