一种除鳞辊类产品智能预热保温堆焊装置与堆焊方法
- 国知局
- 2024-09-14 15:10:54
本发明涉及除磷辊预热保温堆焊,尤其涉及一种除鳞辊类产品智能预热保温堆焊装置与堆焊方法。
背景技术:
1、除鳞辊长期承受高压水冲蚀和高温钢坯除鳞过程引起的动态冲击,在高温、强磨损、多循环的热、力、流多场强耦合作用下,常出现磨损、腐蚀失效,对轧钢连续生产作业造成影响。等离子堆焊和激光熔覆是新型的表面修复和强化技术,具有熔覆效率高、自动化程度高、粉末利用率高以及稀释率低等诸多优点,广泛用于各类零部件表面修复和强化。
2、在使用等离子堆焊和激光熔覆对恶劣工况下服役的除鳞辊等辊子类产品进行表面修复和强化过程中,通常选用含有wc硬质相的镍基合金粉末。但是,在多道多层熔覆过程中,含有wc硬质相的熔覆合金粉末由于导热系数、热膨胀系数以及凝固顺序存在差异,使其对温度极其敏感,不均匀的温度变化和较大的温度梯度会导致辊子的热应力较大和残余应力分布不均,堆焊后极易出现微裂纹,微裂纹会在涂层服役过程中受到反复冲击的作用,使其萌生扩展成为大裂纹,最终导致涂层失效。
3、专利公开号为cn117983923a中国发明专利公开了“一种感应预热辅助铝钢异质材料激光熔钎焊方法和装置”,待焊工件预处理后,先采用感应加热线圈作为预热热源,降低焊缝周围区域在焊接过程中的温度梯度变化,再设置焊接工艺参数对工件进行搭接焊接,但是对于大型辊子类零部件预热存在局限性。
4、专利公开号为cn117733272a的中国发明专利公开了“一种多模块化设计的组合式焊接炉”,虽然该发明实现了在真空环境下依次对工件执行预热、加热及冷却操作,以高效地完成工件焊接,但其结构较复杂,成本较大。
技术实现思路
1、为了克服现有技术不足,本发明提供一种除鳞辊类产品智能预热保温堆焊装置与堆焊方法,通过智能温度控制装置和可移动式热加工装置能够针对冶金辊子实现精准的焊前预热、焊时层间保温、焊后保温,能有效降低温度梯度,避免焊接裂纹的生成,焊时形貌的实时监控能有效避免焊接废品产生,有效提升堆焊质量,降低堆焊成本,提高经济效益。
2、为了达到上述目的,本发明采用以下技术方案实现:
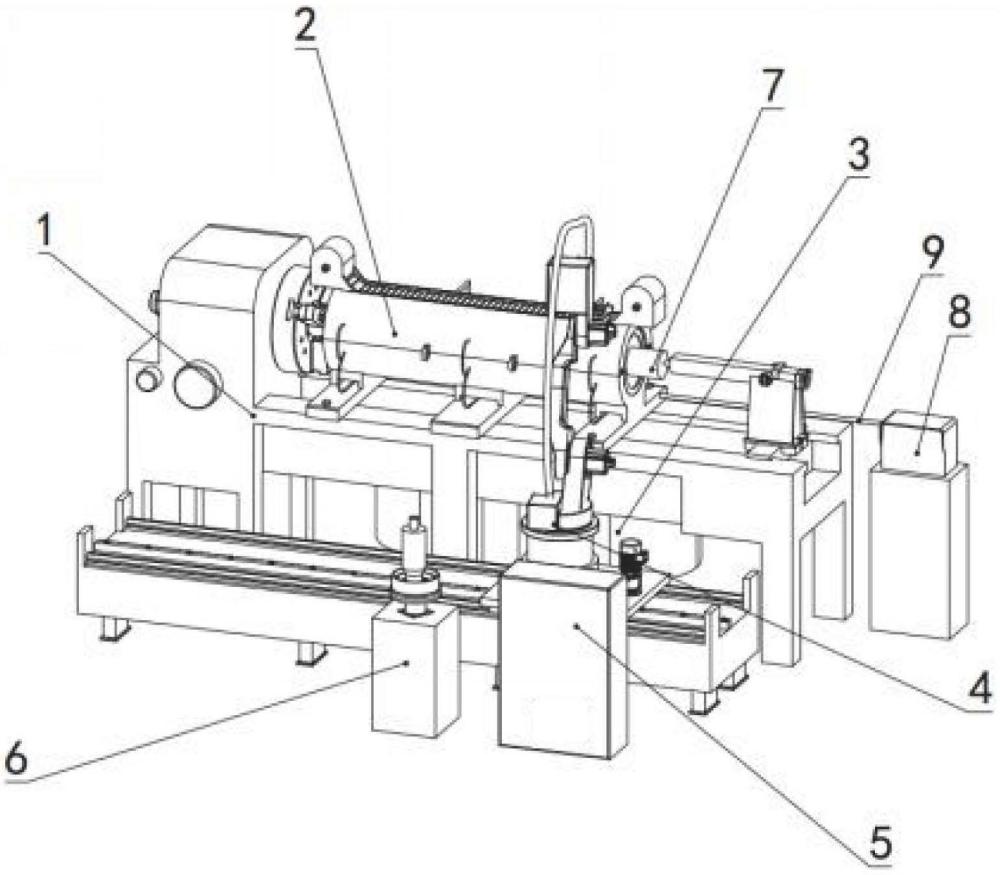
3、一种除鳞辊类产品智能预热保温堆焊装置,包括加工平台、智能温度控制装置、可移动式热加工装置、温度显示器、热电偶控制线路,所述加工平台工件加工位置设置智能温度控制装置,所述的智能温度控制装置顶部设置隔热装置,所述的隔热装置设置隔热门帘在智能温度控制装置顶部横向开口位置,横向开口两侧设置隔热导轨,隔热门帘在隔热电机驱动隔热驱动轴转动下在隔热导轨中滑行,智能温度控制装置的一侧设置可移动式热加工装置,可移动式热加工装置的焊枪伸入到隔热门帘的加工口内加工工件,所述的隔热门帘随着焊枪加工同步横向移动,所述的智能温度控制装置内连接热电偶,热电偶通过热电偶控制线路连接温度显示器。
4、进一步的,所述的智能温度控制装置由上盖和下盖组成空腔结构,空腔结构内部设置电阻丝、耐热砖和保温石棉。
5、进一步的,所述的上盖和下盖的壳体内设置内水管。
6、进一步的,所述的内水管连接水冷系统。
7、进一步的,所述的可移动式热加工装置连接电控箱。
8、进一步的,所述的可移动式热加工装置包括热加工机械臂、轨道基础、滑轨、齿条、焊枪、焊接形貌监控装置;所述的轨道基础上设置滑轨和齿条,热加工机械臂与滑轨滑动连接,热加工机械臂底部设置齿轮通过齿轮与齿条配合热加工机械臂在滑轨上滑行;焊枪设置在热加工机械臂末端,焊枪旁设置焊接形貌监控装置。
9、进一步的,所述的除鳞辊类产品智能预热保温堆焊装置的堆焊方法如下:
10、s1、首先打开智能温度控制装置上盖,将加工工件吊运至加工平台的支撑卡盘与移动式端座之间,支撑卡盘夹紧加工工件的左端,后顶头基座支撑支撑后顶头顶紧加工工件右端;合上智能温度控制装置上盖,通过智能温度控制装置两端石棉隔热封堵和石棉挡板使智能温度控制装置与加工工件之间的间隙进行密封;
11、s2、在控制系统中输入目标加热温度,智能温度控制装置开始对加工工件进行预热加温;预热温度通过热电偶精准测量,并在温度显示器上显示,温度数值实时反馈到温度控制系统,系统对目标温度和实测温度进行比较,当实测温度大于目标温度时,内部调节器调小电阻丝输出功率,使其热输出减少,直至实测温度与目标温度相等,完成一次调节过程,反之,上述过程呈相反变化;达到目标温度后,隔热电机启动,驱动隔热驱动轴使隔热门帘沿隔热导轨以一定速度移动,使隔热门帘的加工口到达堆焊初始位置;
12、s3、滑轨电机通过齿条驱动热加工机械臂沿滑轨移动至初始位置,大臂调整电机,小臂调整电机启动带动焊枪伸入隔热门帘的加工口中;
13、s4、热加工开始后,加工平台电机通过齿轮变速箱带动支撑卡盘,带动加工工件旋转;打开堆焊机控制开关,送粉器开始输送ni基wc粉末,对加工工件进行堆焊;此时,滑轨电机控制可移动式热加工装置横向移动,焊接形貌监控装置与隔热门帘加工口随焊枪同步横向移动;在焊接时进行层间保温,同时焊接形貌监控装置对熔池及已形成焊道进行监测,若发现焊接缺陷立即报警处理,及时停机调整;加工工件未加工部分持续预热;
14、s5、加工完毕后,隔热门帘由隔热驱动轴转动,隔热门帘沿着隔热导轨滑动关闭智能温度控制装置顶部开口,实现智能温度控制装置内部密封,从而对除鳞辊类产品实现焊后保温,减少焊接裂纹。
15、与现有技术相比,本发明的有益效果是:
16、1、智能温度控制装置两端布置石棉隔热封堵和石棉挡板,上端布置有移动式开口隔热装置,与内部的保温石棉和电阻丝共同作用,最大限度对加工工件进行均匀加热并减少加工工件温度散失,通过热电偶对装置内部温度进行实时测量,并将实际温度与设定温度进行比较,及时对电阻丝的输出功率进行反馈调节,使实际温度稳定在设定温度,从而达到对辊子进行精准焊前预热,焊时层间保温及焊后保温,提高焊接质量。
17、2、可移动式热加工装置焊枪通过隔热门帘伸入到智能温度控制装置空腔内加工工件,隔热门帘随着热加工机械臂移动而在隔热导轨中滑动,最大限度将加工工件的未加工区域保温在智能温度控制装置内,最大程度的减少加工工件温度流失,提高工件加工质量,保障加工工件的表面质量。
18、3、加工臂末端设有焊接形貌监控装置,能实时监测焊枪或熔覆头的焊接区域,方便焊枪或熔覆头的定位;能提取熔池的形状、大小和温度等信息,实现熔池的定量检测和分析;该装置还可以对焊后形貌进行监控和分析,发现焊接微观缺陷立即报警处理,从而能使操作人员及时调整焊接参数,有效降低废品率,提升焊接生产效率,有效提升堆焊质量,降低堆焊成本,提高经济效益。
19、4、温度控制与焊接形貌检测相结合,对除鳞辊等离子堆焊ni基wc类合金粉末等离子堆焊尤其适用,通过移动式开口隔热装置,结合温度自反馈功能实现对焊接辊子的精准温度控制,能有效降低温度梯度,避免焊接裂纹的生成,焊接形貌监控装置实现对熔池瞬时检测及对焊后形貌的分析,同步预警,有效的避免焊接废品产生,解决了行业瓶颈,有效填补行业空白。
本文地址:https://www.jishuxx.com/zhuanli/20240914/297260.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表