一种电芯自动点焊治具的制作方法
- 国知局
- 2024-09-23 14:32:00
本技术涉及电芯点焊,尤其涉及一种电芯自动点焊治具。
背景技术:
1、常见的点焊属于接触焊,是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。
2、电芯点焊目前通常是使用人工手动点焊,人工手动调试好手动点焊设备的参数数值和点焊铜针高度,将待点焊的电芯放置于点焊铜针下,再手动将镍片放置到焊接部位上,最后脚踩点焊开关进行手动点焊,这种人工操作,工作时长有限,依赖于专业焊接工人,焊接速度慢,焊接质量不稳定,可能存在焊点重叠、正极焊点不在点焊范围、焊点分布不均匀等情况,且焊接中有安全隐患,无法实现自动化生产和流水线生产,亟需一种电芯自动点焊治具来提高生产效率和生产质量。
技术实现思路
1、有鉴于此,提供一种可提高生产效率的、提高焊接质量的、安全可靠的电芯自动点焊治具。
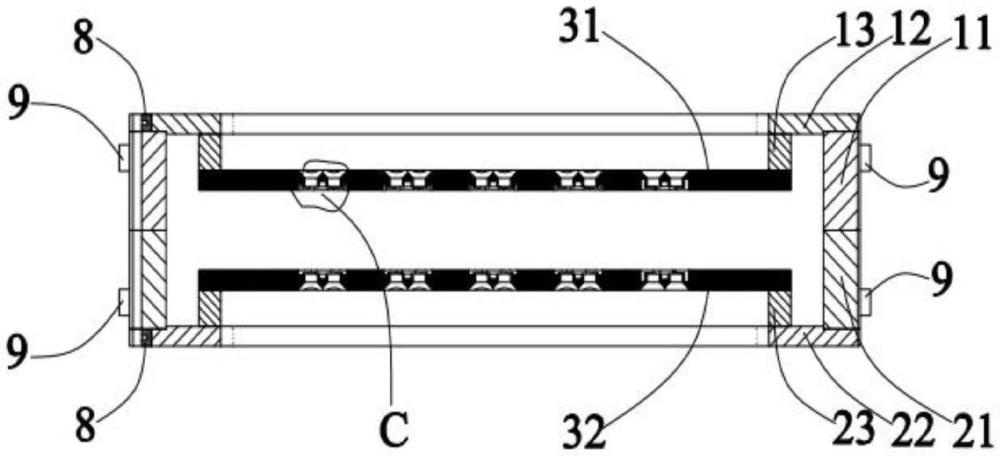
2、为达到以上目的,本实用新型采用的技术方案为:一种电芯自动点焊治具,用于定位镍片和电芯以便于自动点焊机点焊作业,包括上模具和下模具,所述上模具设有上模座、与所述上模座连接的上模板和与所述上模板连接的上连接板,所述下模具设有下模座、与所述下模座连接的下模板和与所述下模板连接的下连接板,还包括限位板,所述限位板包括上限位板和下限位板,所述上模座和所述下模座通过导柱合盖,所述上、下限位板在相面对表面分别开设多个定位槽,并于互为背向的表面分别开设多个焊接孔,所述上、下限位板的定位槽一一对应,每一所述限位板上的所述焊接孔与所述定位槽一一对应且连通,所述上、下模座的两侧分别开设定位孔以配合机械手完成合盖动作以及合盖后所述电芯自动点焊治具的翻转动作。
3、进一步地,所述定位槽包括电芯支架定位槽和镍片定位槽,所述电芯支架定位槽用以放置电芯仿形支架,所述镍片定位槽用于放置待焊接镍片,所述镍片定位槽位于所述电芯支架定位槽内。
4、更进一步地,所述镍片定位槽的底部设有磁铁槽和通孔,所述磁铁槽用于放置磁铁吸紧所述镍片,所述通孔与所述焊接孔相通。
5、更进一步地,所述电芯支架定位槽包括四电芯支架定位槽和二电芯支架定位槽,所述二电芯支架定位槽设于所述四电芯支架定位槽一侧,所述电芯支架定位槽的形状与所述电芯仿形支架的形状对应,所述电芯仿形支架包括上电芯仿形支架和下电芯仿形支架,所述上电芯仿形支架和下电芯仿形支架合围形成电芯容置腔体。
6、进一步地,每一所述限位板上的多个所述定位槽在所述限位板的表面上横纵两方向阵列排列。
7、更进一步地,所述焊接孔为锥形孔,基本呈由外向内渐缩至与所述通孔衔接。
8、进一步地,所述导柱设于所述下模座,所述上模座设有对应的导柱孔,所述导柱包括两个左导柱和两个右导柱,所述左导柱穿设位置与所述下模座边缘的距离和所述右导柱穿设位置与所述下模座边缘的距离不同。
9、进一步地,所述上、下模板还设有铁片,所述自动点焊机的行程感应开关感应所述铁片,从而定位所述电芯自动点焊治具以进行自动点焊。
10、进一步地,所述上限位板可拆卸地连接于所述上连接板,所述下限位板可拆卸地连接于所述下连接板,通过改变所述上、下连接板的衔接长度来调整所述上、下限位板之间的间距以适配不同高度的所述电芯。
11、进一步地,所述上、下模座的两侧设有优力胶,所述优力胶起缓冲作用。
12、与现有技术相比,本实用新型至少具有以下有益效果:
13、这种电芯自动点焊治具通过设置电芯支架定位槽和镍片定位槽来定位电芯仿形支架和待焊接镍片,电芯仿形支架内置电芯,电芯待焊接部分与待焊接镍片对应,焊接孔与定位槽一一对应且连通,上模板还设有铁片,自动点焊机的行程感应开关感应铁片,从而定位治具位置,并定位焊接孔位置,自动点焊机通过控制系统移动焊接头至焊接孔位置进行自动点焊,实现自动化生产,无需人工参与操作,且定位槽具有多个,横纵两方向上阵列排列,可以连续焊接工作,从而提高生产效率;通过上、下模座的两侧分别开设定位孔以配合机械手完成治具的翻转动作,可实现直接翻面点焊,无需拆装,进一步提高生产效率;与传统手工焊相比,使用这种电芯自动点焊治具实现的自动焊接可提高焊接质量,减少焊接变形,焊接点的牢固度和密合度更高,自动焊接可以替代大量的人工焊接工作,减少对专业焊接工人的依赖,降低长期的劳动力成本,自动焊接可以消除人工焊接带来的安全隐患,如手抖、视觉疲劳等,确保焊接过程的安全性,提高工厂的生产安全性。
技术特征:1.一种电芯自动点焊治具,用于定位镍片和电芯以便于自动点焊机点焊作业,包括上模具和下模具,其特征在于,所述上模具设有上模座、与所述上模座连接的上模板和与所述上模板连接的上连接板,所述下模具设有下模座、与所述下模座连接的下模板和与所述下模板连接的下连接板,还包括限位板,所述限位板包括上限位板和下限位板,所述上模座和所述下模座通过导柱合盖,所述上、下限位板在相面对表面分别开设多个定位槽,并于互为背向的表面分别开设多个焊接孔,所述上、下限位板的定位槽一一对应,每一所述限位板上的所述焊接孔与所述定位槽一一对应且连通,所述上、下模座的两侧分别开设定位孔以配合机械手完成合盖动作以及合盖后所述电芯自动点焊治具的翻转动作。
2.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,所述定位槽包括电芯支架定位槽和镍片定位槽,所述电芯支架定位槽用以放置电芯仿形支架,所述镍片定位槽用于放置待焊接镍片,所述镍片定位槽位于所述电芯支架定位槽内。
3.根据权利要求2所述的一种电芯自动点焊治具,其特征在于,所述镍片定位槽的底部设有磁铁槽和通孔,所述磁铁槽用于放置磁铁吸紧所述镍片,所述通孔与所述焊接孔相通。
4.根据权利要求2所述的一种电芯自动点焊治具,其特征在于,所述电芯支架定位槽包括四电芯支架定位槽和二电芯支架定位槽,所述二电芯支架定位槽设于所述四电芯支架定位槽一侧,所述电芯支架定位槽的形状与所述电芯仿形支架的形状对应,所述电芯仿形支架包括上电芯仿形支架和下电芯仿形支架,所述上电芯仿形支架和下电芯仿形支架合围形成电芯容置腔体。
5.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,每一所述限位板上的多个所述定位槽在所述限位板的表面上横纵两方向阵列排列。
6.根据权利要求3所述的一种电芯自动点焊治具,其特征在于,所述焊接孔为锥形孔,基本呈由外向内渐缩至与所述通孔衔接。
7.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,所述导柱设于所述下模座,所述上模座设有对应的导柱孔,所述导柱包括两个左导柱和两个右导柱,所述左导柱穿设位置与所述下模座边缘的距离和所述右导柱穿设位置与所述下模座边缘的距离不同。
8.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,所述上、下模板还设有铁片,所述自动点焊机的行程感应开关感应所述铁片,从而定位所述电芯自动点焊治具以进行自动点焊。
9.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,所述上限位板可拆卸地连接于所述上连接板,所述下限位板可拆卸地连接于所述下连接板,通过改变所述上、下连接板的衔接长度来调整所述上、下限位板之间的间距以适配不同高度的所述电芯。
10.根据权利要求1所述的一种电芯自动点焊治具,其特征在于,所述上、下模座的两侧设有优力胶,所述优力胶起缓冲作用。
技术总结一种电芯自动点焊治具,用于定位镍片和电芯以便于自动点焊机点焊作业,包括上、下模具,上模具设有上模座、上模板和上连接板,下模具设有下模座、下模板和下连接板,还包括限位板,限位板包括上限位板和下限位板,上模座和下模座通过导柱合盖,所述上、下限位板在相面对表面分别开设多个定位槽,并于互为背向的表面分别开设多个焊接孔,上、下限位板的定位槽一一对应,每一限位板上的焊接孔与定位槽一一对应且连通,上、下模座的两侧分别开设定位孔以配合机械手完成合盖动作以及合盖后电芯自动点焊治具的翻转动作,这种治具可提高生产效率、可提高焊接质量并且安全可靠。技术研发人员:廖泽娜,邱玉成,杨鑫,李海受保护的技术使用者:安徽泰科动力系统有限公司技术研发日:20240201技术公布日:2024/9/19本文地址:https://www.jishuxx.com/zhuanli/20240923/303321.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表