一种航空发动机联轴器多焊缝防变形控腔护壁的加工方法与流程
- 国知局
- 2024-10-09 15:42:42
本发明涉及一种航空发动机联轴器的加工方法,涉及联轴器的机加工流程、电子束焊工艺结构设计及防变形控腔护壁的加工及电子束焊接方法。
背景技术:
1、cn201911151702.9公开一种打孔膜盘联轴器及其设计方法,所述打孔膜盘联轴器,包括中间轴和设置在中间轴两端的膜盘组,所述膜盘组包括一个或者多个打孔膜盘,所述膜盘组包括多个打孔膜盘时,多个所述打孔膜盘并联,并且多个所述打孔膜盘的厚度相等,所述打孔膜盘设置有若干个通孔。所述打孔膜盘联轴器及其设计方法,是能够用于重载旋转轴系上的特殊膜盘联轴器,
2、cn201810631513.0公开一种具有复合材料膜盘的弹性联轴器。弹性联轴器包括弹性元件、法兰和膜盘,膜盘由复合材料制成,且所述膜盘的至少一部分沿弹性联轴器的轴向方向位于弹性元件和法兰之间,膜盘包括第一延伸段、第二延伸段和形变段,第一延伸段用于与法兰连接,第二延伸段相对于第一延伸段设置在径向外侧,第二延伸段用于与弹性元件连接,形变段连接第一延伸段和第二延伸段,且形变段构造为波纹形并能够发生弹性形变。
3、cn201110258743.5涉及一种高弹性膜盘联轴器结构,包括间隔轴、对称安装在间隔轴两端的双膜盘和安装盘,特征是:所述双膜盘的型面为曲线型面。所述双膜盘的型面整体连接形成u型结构形状。所述双膜盘的两侧为膜片,膜片的顶部为膜盘法兰,两侧膜片的底部由膜盘体连接成整体。所述双膜盘通过一侧的膜盘法兰与安装盘连接,并通过第一螺栓组件连接传递扭矩,双膜盘另一侧的膜盘法兰与间隔轴利用凸凹止口定位,并通过第二螺栓组件连接传递扭矩。在所述双膜盘外罩设第一护板和第二护板。本发明采用双膜盘高弹性结构,能达到较大的补偿量;装拆方便,利于检修维护。但现有技术未涉及航空发动机联轴器的特殊的构造及加工。
4、本发明涉及膜盘联轴器是高端航空发动机的难以机械加工的部件,综合生产加工过程及成品检验结果,确定联轴器组件的加工方法,特别是电子束焊工序的加工方法以确保焊接质量及焊后尺寸符合设计要求。
技术实现思路
1、本发明目的是提出一种新航空发动机联轴器的加工工艺,能够加工出符合设计要求的联轴器的加工方法。
2、本发明航空发动机联轴器试验件已生产完成,综合生产加工过程及成品检验结果,确定联轴器组件的加工方法,特别是电子束焊工序的加工方法以确保焊接质量及焊后尺寸符合设计要求。
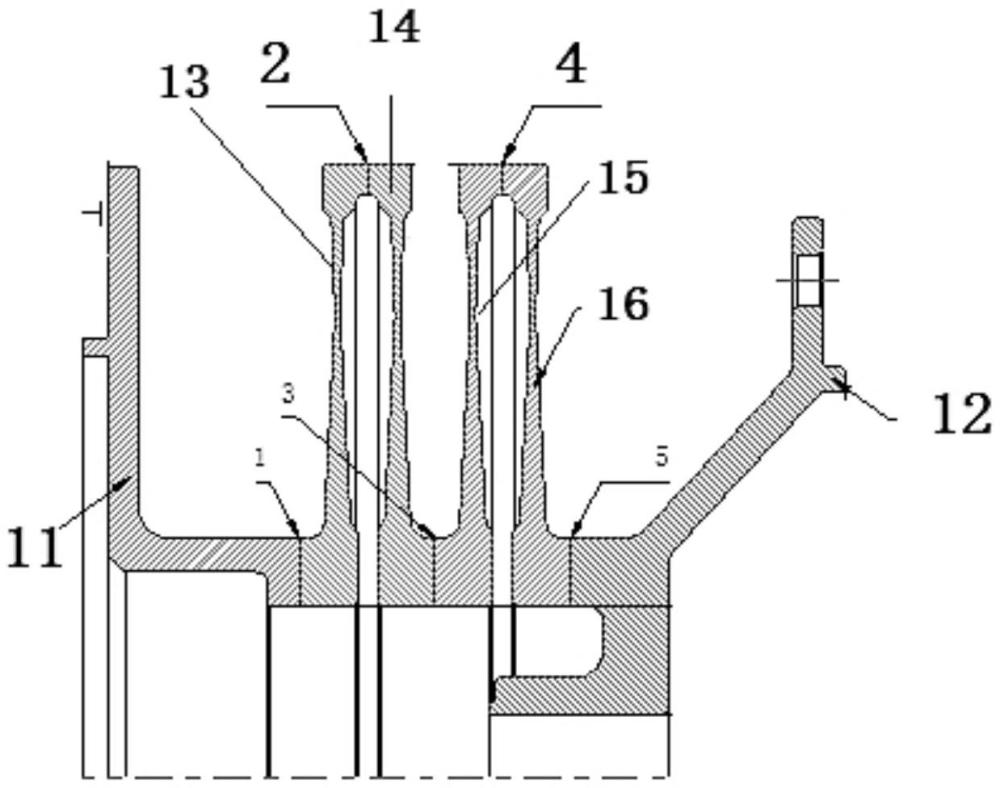
3、本发明的技术方案是,航空发动机联轴器多焊缝防变形控腔护壁的加工方法,航空发动机联轴器结构是,由前法兰、后法兰及4件半膜盘件拼成两个前后两个膜盘,通过5条电子束焊焊缝焊接而成,其中前法兰轴颈与前膜盘轴颈、前膜盘轴颈与后膜盘的轴颈、后法兰轴颈与后膜盘轴颈为三条电子束焊焊缝1,3,5焊缝;而前膜盘半膜盘件的外盘与后膜盘半膜盘件的外盘拼成两个膜盘时有两条电子束焊焊缝即焊缝2及焊缝4,
4、前膜盘半膜盘件的外盘与后膜盘半膜盘件共4件零件需在焊前装配时能自定中心,因此半膜盘件装配接头需设计为带锁底的止口过盈配合;前膜盘与后膜盘拼接焊缝2及焊缝4内侧处于凹腔之中,膜盘的内腔需在焊接前加工到位;在焊接此焊缝2及焊缝4两处焊缝时,需对半膜盘件外缘侧进行工艺自定心锁口的加工用于对齐焊缝以保证自定心;另三条焊缝即1,3,5焊缝处内侧面在焊接后可以通过组合机加工保证精度,因此焊缝1,3,5在焊前可在内孔设置锁口用于对齐焊缝以保证自定心;
5、先机加工成带轴颈的前法兰、后法兰及带轴颈4件半膜盘件,先进行焊缝2、4焊接,再进行第1、第3、第5三条焊缝的焊接。
6、加工焊接成组件最终状态对基准ab有跳动要求(含很高的动平衡要求的转动平面精度)。
7、因联轴器组件共有5条焊缝,因此盘的内孔及端面对基准a、b跳动难保证。而联轴器组件连接固定的鼓筒组件为高速旋转转子部件,径向、端面跳动大会引起发动机振动,工作不稳定。所以为了保证内孔及端面对基准a、b跳动,前膜盘半膜盘件的外盘与后膜盘半膜盘件共4件零件需在焊前装配时能自定中心,因此半膜盘件装配接头需设计为带锁底的止口过盈配合(考虑电子束焊接时的收缩量)。
8、由图可以看出前膜盘与后膜盘拼接焊缝2及焊缝4内侧处于凹腔之中,焊接后无法再进行机加,因此膜盘的内腔需在焊接前加工到位。在焊接此两处焊缝时,需对半膜盘件外缘侧进行工艺自定心锁口的设计加工(用于对齐焊缝)以保证自定心;另三条焊缝1,3,5处内侧面在焊接后可以通过组合机加工保证精度,因此焊缝1,3,5在焊前可在内孔设置锁口用于对齐焊缝)以保证自定心。
9、图2为电子束焊前的零件状态示意图,红色(深色)填充区域为零件焊接前留取的组合加工余量,在电子束焊后进行组合加工,以达到符合设计要求的成品。
10、有益效果:本发明的加工膜盘联轴器本身要求高速旋转(每分钟1万转以上的转速)时要求极高的动平衡,且在很高的温度下工作,膜盘联轴器的传动还要能承受一定的韧性,特别是在航空发动机应用时要求的低质量的高强度,则膜盘设计得极薄且形状复杂,故工艺要求极高,现有技术未有此制备技术的公开。本发明提出了更精细的机加工及更好的焊接工艺才能解决此问题,4件半膜盘件容易通过车加工(再加铣加工)得到;提供止口时电子束焊接的工艺性好,焊接穿透性等工艺条件,温度电流等。
技术特征:1.航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,由前法兰、后法兰及4件半膜盘件拼成两个前后两个膜盘,通过5条电子束焊焊缝焊接而成,其中前法兰轴颈与前膜盘轴颈、前膜盘轴颈与后膜盘的轴颈、后法兰轴颈与后膜盘轴颈为三条电子束焊焊缝;而前膜盘半膜盘件的外盘与后膜盘半膜盘件的外盘拼成两个膜盘时有两条电子束焊,前膜盘半膜盘件的外盘与后膜盘半膜盘件共4件零件需在焊前装配时能自定中心,因此半膜盘件装配接头需设计为带锁底的止口过盈配合;前膜盘与后膜盘拼接二条焊缝内侧处于凹腔之中,膜盘的内腔需在焊接前加工到位;在焊接此二条焊缝焊缝时,需对半膜盘件外缘侧进行工艺自定心锁口的加工用于对齐焊缝以保证自定心;另三条焊缝处内侧面在焊接后通过组合机加工保证精度,因此三条焊缝在焊前可在内孔设置锁口用于对齐焊缝以保证自定心;先机加工成带轴颈的前法兰、后法兰及带轴颈4件半膜盘件,进行两条焊缝焊接,再进行三条焊缝焊接。
2.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,二条焊缝焊接时,半膜盘件及前后法兰用中心拉杆轴结构的焊接工装,按结构安装带轴颈的前法兰、后法兰及带轴颈4件半膜盘件,4件半膜盘件拼成两个前后两个膜盘,使用蝶形弹簧在中心拉杆轴上固定,在焊接收缩过程中可随轴向收缩时,整个过程中均处于受力状态,避免因收缩而导致压板松懈。
3.根据权利要求2所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,因二条焊缝需由外侧向内击穿内腔面,因此膜盘的内腔面需保护以防止溅射到内腔面;膜盘的内腔面需保护以防止电子束击穿溅射到内腔面,膜盘内腔表面在焊接前采用耐高温胶布贴面防护,在焊接后从内腔开档处扯出;或选择内腔面刷涂六方氮化硼膏状液体,焊接后用洁净的清水冲刷掉即可;在中心拉杆处设置同材料防护环,防止因电子束击至不同材质的拉杆产生的气体污染膜盘焊缝处材料。
4.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,三条焊缝需由外侧向内击打、在焊接处内侧锁底锁止的厚度加厚。
5.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,后法兰粗加工一圈螺栓孔与上盖板拧成整体,上盖板压紧面的落差与零件相配,保证在焊接过程中,三条焊缝收缩时,法兰外侧与内侧同时沿轴向形变,防止焊接后内测相对于外侧呈下坠形态;前法兰通过压板压紧在底盘上,防止焊接后内测相对于外侧呈上凸形态。
6.根据权利要求1或2所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,由于膜盘焊接组件内侧存在开档,垫块设计成圆弧形,伸入环槽后旋入开档;焊接后垫块不拆,与零件一起进行热处理。
7.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,三条焊缝焊接顺序按第一、第五、第三焊缝的顺序。
8.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,因焊接后组件壁薄且内腔存在开档至少刀具切削时振刀,加工时在外侧浇蜡或裹紫砂泥以减少振刀。
9.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,焊接时轴向会收缩,根据材料厚度,三条焊缝收缩量在0.75mm,每条焊缝0.25mm,因此在压紧螺母下面使用蝶形弹簧,蝶形弹簧使压板在整个焊接过程中均处于受力状态,避免因收缩而导致压板松懈,致使零件变形。
10.根据权利要求1所述的航空发动机联轴器多焊缝防变形控腔护壁的加工方法,其特征是,焊缝1、3、5焊接顺序按1、5、3顺序;即中间焊缝最后焊接。
技术总结航空发动机联轴器多焊缝防变形控腔护壁的加工方法,航空发动机联轴器由前法兰、后法兰及4件半膜盘件拼成两个前后两个膜盘,通过5条电子束焊焊缝焊接而成,其中前法兰轴颈与前膜盘轴颈、前膜盘轴颈与后膜盘的轴颈、后法兰轴颈与后膜盘轴颈为三条电子束焊焊缝;而前膜盘半膜盘件的外盘与后膜盘半膜盘件的外盘拼成两个膜盘时有两条电子束焊,前膜盘半膜盘件的外盘与后膜盘半膜盘件共4件零件需在焊前装配时能自定中心,因此半膜盘件装配接头需设计为带锁底的止口过盈配合;前膜盘与后膜盘拼接二条焊缝内侧处于凹腔之中;另三条焊缝处内侧面在焊接后通过组合机加工保证精度,因此三条焊缝在焊前可在内孔设置锁口用于对齐焊缝以保证自定心。技术研发人员:胡锋,窦爱国,张宁,于晓梅,周嘉华受保护的技术使用者:无锡市润和机械有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/309703.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表