一种阀盖多向模锻用模具及其镶块快换结构的制作方法
- 国知局
- 2024-10-09 15:55:47
本发明涉及模具,具体为一种阀盖多向模锻用模具及其镶块快换结构。
背景技术:
1、公开号为cn113369432a的中国申请专利公开了一种集装箱用连接角件模锻成型模具,涉及模锻成型技术领域,包括上锻模和下锻模,上锻模设置有上模膛,下锻模设置有下模膛,上锻模和下锻模相对设置,上模膛和下模膛形成锻造模膛,锻造模膛的形状与零件的形状匹配,上模膛的外侧设置有飞边桥口,飞边桥口的外侧设置有第一飞边结构,下模膛的外侧设置有第二飞边结构,飞边桥口及第一飞边结构与第二飞边结构相对设置,第一飞边结构与第二飞边结构形成飞边仓。本发明合理利用了空间,结构新颖,实用性强,能有效提高生产效率。
2、如上述申请,在多向液压模锻设备的普遍流行的当下,虽然多向模锻的产品精度高,加工余量少,出产效率快,材料的力学性能优,一直广受客户的好评,但是模具的使用寿命一直是各个企业所头疼的事情,锻造企业在生产过程中采用一体化模具,其型腔因受热时间过长,冷却过慢出现下榻失效,甚至出现断裂的情况,给企业带来很大经济损失。
技术实现思路
1、为了解决上述问题,本发明提供了一种阀盖多向模锻用模具及其镶块快换结构。
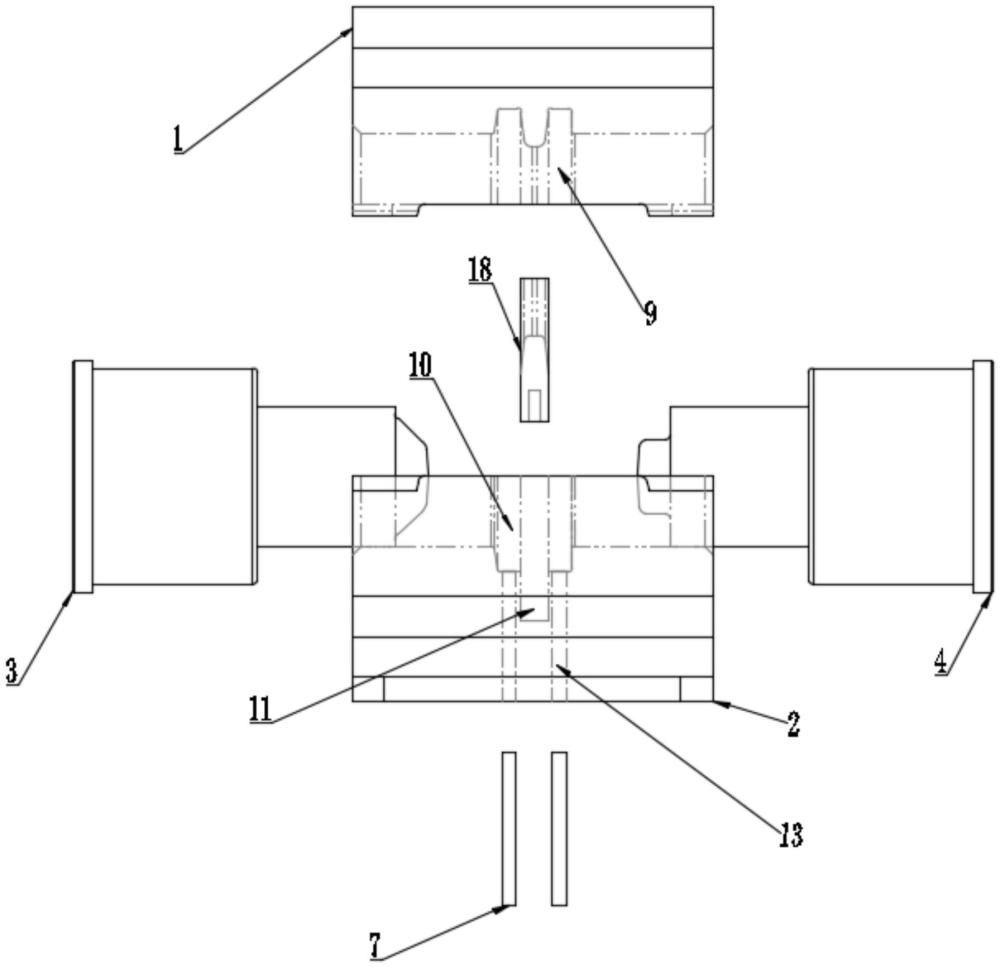
2、本发明采用以下技术方案,一种阀盖多向模锻用模具的镶块快换结构,包括模具,所述模具由相互配合使用的上模和下模,所述下模两侧壁上通过法兰套安装有左冲头和右冲头,所述下模内设有下模阀盖型腔,所述下模阀盖型腔中心位置处开设有下镶块型腔,所述下镶块型腔内设置有镶块;
3、所述下模内位于下镶块型腔的两侧开设有第一条形槽,所述下模内位于下镶块型腔的底部开设有的第二条形槽,且第二条形槽与第一条形槽相互垂直设置,所述第二条形槽的两端分别与两个第一条形槽相互导通;
4、所述下镶块型腔的侧壁上设置有第一锁止机构,所述下镶块型腔的底部上设置有第二锁止机构,所述上模上设置有联动组件,当上模下移与下模合模时,同步带动联动组件下移,联动组件自动带动第一锁止机构和第二锁止机构将镶块锁止固定在下镶块型腔内。
5、作为上述技术方案的进一步描述:所述第一锁止组件包括开设在下镶块型腔内壁的侧活动槽,且侧活动槽与第一条形槽相互导通,所述侧活动槽上下两侧壁上开设有滑槽,所述侧活动槽内设置有第一楔形锁止块,且第一楔形锁止块底部和顶部均焊接有滑块,所述滑块与滑槽滑动连接,所述滑块靠近下镶块型腔的一侧壁上焊接有第一弹簧,所述第一楔形锁止块的一斜面端延伸到所述第一条形槽内。
6、作为上述技术方案的进一步描述:所述联动组件为条形块,所述条形块底端为斜面结构。
7、作为上述技术方案的进一步描述:所述第二锁止组件包括开设于下镶块型腔底部的下活动槽,且下活动槽与第二条形槽相互导通,所述下活动槽内插接有能够上下移动的第二楔形锁止块,所述第二条形槽内部沿长度方向的两端设置有两个楔形驱动块,且两个楔形驱动块相互远离的两端均延伸到所述第一条形槽内,两个所述楔形驱动块相互靠近的一端均设置有连接座,且两个连接座之间固定有第二弹簧。
8、作为上述技术方案的进一步描述:所述镶块的侧壁上开设有配合第一楔形锁止块使用的第一锁止槽。所述镶块的底部开设有配合第二楔形锁止块使用的第二锁止槽。
9、作为上述技术方案的进一步描述:所述上模的下表面设置有上模阀盖型腔,所述上模沿长度方向的两侧壁上开设有上模压板槽,所述下模沿长度方向的两侧壁上开设有下模压板槽,所述下模上开设有顶针孔,且顶针孔内设置有顶针。
10、作为上述技术方案的进一步描述:还包括预热温控调节系统,所述预热温控调节系统用于调控模具的预热温度,避免坯料接触模具时产生过大的温度梯度,从而导致坯料内部产生应力和裂纹;
11、所述预热温控调节系统包括:
12、数据采集模块,用于获取模具预热温度数据和模具预热控制参数数据,所述模具预热控制参数数据包括预热时长t和预热加热温度w,并在模具基于既定的预热控制参数数据进行预热的过程中,获取在t时刻下模具预热温度wt;
13、预热温度预测模块,将模具材质数据、模具重量数据和实时控制参数输入预配置用于预测预热温度的机器学习模型中,预测制备时间t下的预热温度,记为预测预热温度wy;
14、分析控制模块,将制备时间t下的预热温度和预测预热温度对比,获取温度衰变值,将温度衰变值与预设的温度衰变值阈值对比分析,并生成调整指令,并令t=t+m时,触发数据获取模块,m为大于零的整数;
15、循环模块,重复上述数据获取模块至分析控制模块,直至t=n时,结束循环,模具完成预热。
16、作为上述技术方案的进一步描述:所述预测预热温度的机器学习模型的训练方法包括:
17、采集模具预热加热的历史综合数据;
18、所述模具预热加热的历史综合数据包括模具材质数据、模具重量数据和实时控制参数和预热温度;其中所述实时控制参数为当前时刻的加热温度数据和加热时长数据;
19、将采集的历史综合数据转换为对应的一组特征向量;
20、将历史综合数据中,模具材质数据、模具重量数据和实时控制参数作为机器学习模型的输入,机器学习模型以每组模具材质数据、模具重量数据和实时控制参数对应的预热温度作为输出,以每组模具材质数据、模具重量数据和实时控制参数实际对应的预热温度作为预测目标,以最小化机器学习模型损失函数值作为训练目标,当机器学习模型损失函数值小于等于预设的目标损失值时停止训练;所述机器学习模型为深度信念网络模型。
21、作为上述技术方案的进一步描述:所述温度衰变值的获取方法为:
22、sbw=wy-wt,式中,sbw为温度衰变值;
23、所述调整指令包括一级加热温度增加指令、二级加热温度增加指令和检修指令,其中一级加热温度增加指令、二级加热温度增加指令的加热温度依次增加。
24、将温度衰变值与预设的安全温度衰变值对比分析,并生成调整指令的方法包括:
25、预设温度衰变值阈值sb1、sb2和sb3,0<sb1<sb2<sb3;
26、当sbw≤sb1时,则不生成调整指令,即继续采用既定的控制参数控制加热器对模具进行加热;
27、当sb1<sbw≤sb2时,则生成一级加热温度增加指令;
28、当sb2<sbw≤sb3时,则生成二级加热温度增加指令;
29、当sbw>sb3时,则生成检修指令。
30、一种阀盖多向模锻用模具,包括所述的一种阀盖多向模锻用模具的镶块快换结构。
31、有益效果:
32、本发明提供的一种阀盖多向模锻用模具及其镶块快换结构,将位于下模阀盖型腔中应力集中的部分的中心部位做成了镶嵌模块,即通过镶块和镶块型腔进行配合使用,镶嵌采用模具钢,增强了镶块耐热性能,降低了后期模具的维护成本,镶块磨损过多时,仅需更换,方便快捷,节省了修模时间和维修成本;
33、进一步的,在使用时,通过下镶块型腔的侧壁上设置有第一锁止机构,和底部上设置有第二锁止机构,配合上模上设置有联动组件,当将上模下移与下模合模时,同步带动联动组件下移,联动组件自动带动第一锁止机构和第二锁止机构将镶块锁止固定在下镶块型腔内,实现了镶块的快速固定,当上移上模与下模分离,此时第一锁止机构和第二锁止机构自动解锁,从而极大化地提高了镶块的更换效率,降低其更换难度,并且镶块的快速拆卸,也方便了对下模阀盖型腔的清理维护。
34、最后,设置有预热温控调节系统,能够在对模具进行预热加热的过程中,实时采集当前时刻模具的预热温度与预测的预设温度进行比对分析,并生成调整指令,对控制参数数据进行调整,防止在既定的预热时间下,因外界环境(温度、湿度)等因素,造成模具预热温度不达标,即避免坯料接触模具时产生过大的温度梯度,从而导致坯料内部产生应力和裂纹的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310857.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表