一种自动化外观控制模块的装配系统的制作方法
- 国知局
- 2024-10-09 16:34:13
本发明涉及机械装配领域,具体涉及一种自动化外观控制模块的装配系统。
背景技术:
1、外观控制模块位于半自动洗衣机的功能操作台上,用于机械旋转式功能选择,即根据所需的洗衣功能旋转旋钮至对应功能选项,外观控制模块包括两部分,控制模块和塑料材质的控制面板(外观壳),控制模块朝向洗衣机内部的中心处设有安装孔,用于与洗衣机本体连接。控制面板注塑完成后,需要将控制模块装配至外观壳中,然后再将该外观控制模块与洗衣机本体进行下一步组装。
2、目前,对于外观控制模块的装配时,是通过人工将外观壳卡在往复传送机构上,然后再将控制模块放置在外观壳的对应位置,通常每次装配会同时装配两个外观控制模块,因此在上料阶段,需要人工一手一个将外观壳放置结束后才能去拾取外观控制模块,有的为了缩短上料时间,会安排两个员工分别安装上述两个配件,如此上一个员工安装外观壳后,下一个员工能及时安装上控制模块。这种方式虽然缩短了中间配件转换时间,但增加了人力成本。
3、此外,在螺丝紧固过程中,由于现有的紧固装置通常为吸附式,即紧固完成一颗螺丝后,需要转动至螺丝振动送料机构吸附一颗后再进行紧固,因此装配工期大部分浪费在来回转动的时间上,导致生产效率无法提升。
技术实现思路
1、本发明意在提供一种自动化外观控制模块的装配系统,以提高外观控制模块的生产效率。
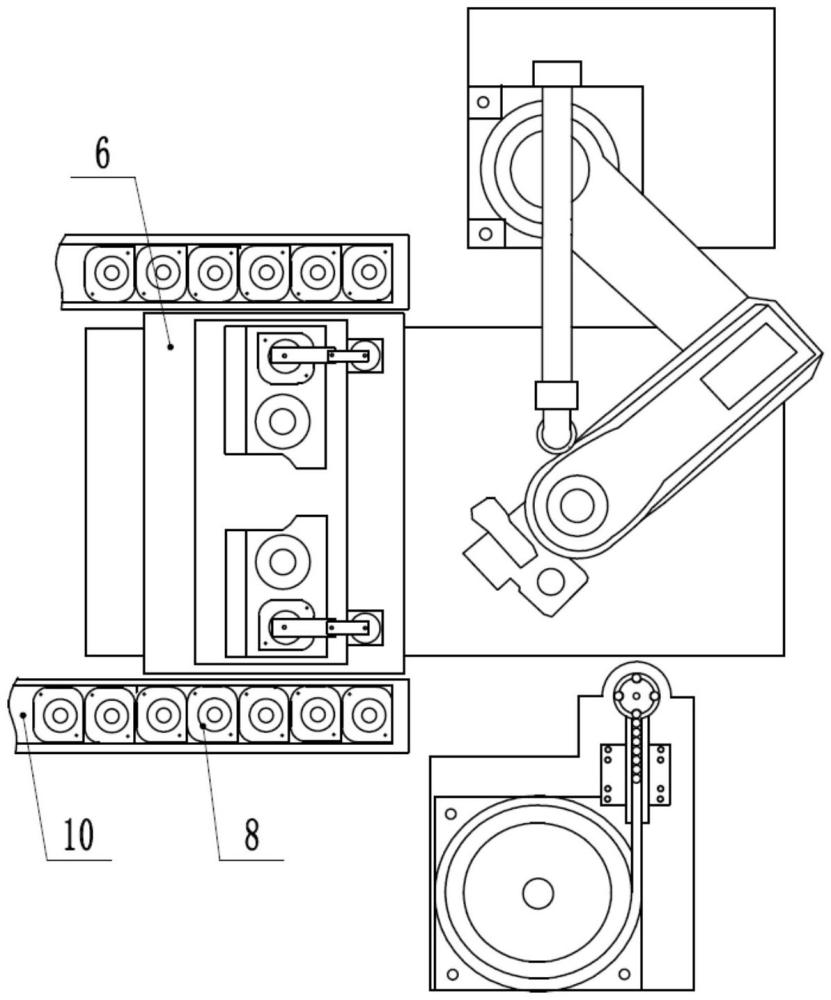
2、为达到上述目的,本发明采用如下技术方案:一种自动化外观控制模块的装配系统,包括机架、螺丝振动送料机构和螺丝紧固机构,还包括自动上料机构,自动上料机构包括用于传送控制模块的传动带和用于将控制模块转移至外观壳上的转移单元,所述机架上设置有往复传送的装配模板,装配模板上设有固定外观壳的限位槽和固定控制模块的定位机构;所述螺丝紧固机构转动连接在机架上,螺丝紧固机构包括紧固筒、与紧固筒连通的螺丝暂存仓和用于控制螺丝分离的控制单元,紧固筒内滑动连接有批杆,紧固筒远离批杆一端设有用于承接螺丝的承接部;螺丝振动送料机构的输出端设有分离轮盘,分离轮盘的周壁上设有螺丝分离槽,机架上设有与其中一螺丝分离槽相连通的出料口,出料口上滑动设有由螺丝暂存仓驱动开关的闭合板。
3、优选的,作为一种改进,所述螺丝暂存仓位于承接部上侧,螺丝暂存仓的内径与螺丝最大直径相匹配。
4、优选的,作为一种改进,所述控制单元包括联动架,联动架包括控制板和铰接在控制板两端部的隔离板,两隔离板径向滑动连接在螺丝暂存仓内,且两隔离板的间距为螺丝的长度,控制板的中部铰接在机架上,联动架上设有复位弹簧。
5、优选的,作为一种改进,所述控制单元还包括铰接在联动架上的驱动板,紧固筒上横向设有用于吸磁驱动板的电磁铁,所述批杆上设有控制电磁铁通断的驱动轴承,驱动轴承竖直滑动在紧固筒内。
6、优选的,作为一种改进,所述分离轮盘上设有槽轮机构,机架上设有用于控制槽轮机构启动的启动开关,所述启动开关由闭合板驱动。
7、优选的,作为一种改进,转移单元包括定位机构上的压紧端,压紧端底部设有气压腔,气压腔内滑动连接用于吸附控制模块的吸附单元。
8、优选的,作为一种改进,承接部由多块扇形的弹簧片组合而成,弹簧片的一端固定在紧固筒内壁,各弹簧片的自由端形成圆环。
9、优选的,作为一种改进,所述闭合板上设有复位弹簧。
10、本方案的原理及优点是:
11、1、提高了装配效率:一方面,在轴承紧固时,通过设置螺丝暂存仓将同一批次外观控制模块所需要的多颗螺丝直接存放至螺丝暂存仓中供紧固单元直接使用,如此,无需每紧固一颗螺丝便需来回运送,节约了多次往复运送的时间;待同一批次的紧固点紧固完成后,在等待下一批次到来期间,螺丝暂存仓便可利用该闲置期间运送下一批螺丝量,如此便极大提高了装配效率;另一方面,通过设置控制模块的自动上料机构,无需另配人员进行装配,降低了人力成本。
12、2、本案中通过设置用于控制螺丝分离的控制单元,使存储在螺丝暂存仓中的螺丝逐一精准分离,同时本案中驱动控制单元的动力源来自于批杆,利用批杆自身上下运动的力来驱动控制单元对螺丝的分离,如此一方面无需额外配置动力源;另一方面,通过纯机械结构的方式使批杆的运动状态与螺丝的分离时间形成了良好配合,即,只要批杆完成紧固工作后便能驱动螺丝分离进入承接部,等待批杆的下一次紧固,实现了两者的精准配合,避免了传统程序控制易出现的误差。
13、3、定位机构原本主要用于将控制模块压紧在外观壳上,避免螺丝紧固过程中两者之间发生位移,申请人在设计控制模块的转移单元时,巧妙的将定位机构的压紧端进行了改进,使定位机构在起到压紧定位功能时还用于控制模块的转移,实现了一物多用,避免了不同功能配置不同机构而导致设备复杂,相互易产生干涉,且相互配合程序不易协调的问题。
技术特征:1.一种自动化外观控制模块的装配系统,包括机架、螺丝振动送料机构和螺丝紧固机构,其特征在于:还包括自动上料机构,自动上料机构包括用于传送控制模块的传动带和用于将控制模块转移至外观壳上的转移单元,所述机架上设置有往复传送的装配模板,装配模板上设有固定外观壳的限位槽和固定控制模块的定位机构;所述螺丝紧固机构转动连接在机架上,螺丝紧固机构包括紧固筒、与紧固筒连通的螺丝暂存仓和用于控制螺丝分离的控制单元,紧固筒内滑动连接有批杆,紧固筒远离批杆一端设有用于承接螺丝的承接部;螺丝振动送料机构的输出端设有分离轮盘,分离轮盘的周壁上设有螺丝分离槽,机架上设有与其中一螺丝分离槽相连通的出料口,出料口上滑动设有由螺丝暂存仓驱动开关的闭合板。
2.根据权利要求1所述的一种自动化外观控制模块的装配系统,其特征在于:所述螺丝暂存仓位于承接部上侧,螺丝暂存仓的内径与螺丝最大直径相匹配。
3.根据权利要求2所述的一种自动化外观控制模块的装配系统,其特征在于:所述控制单元包括联动架,联动架包括控制板和铰接在控制板两端部的隔离板,两隔离板径向滑动连接在螺丝暂存仓内,且两隔离板的间距为螺丝的长度,控制板的中部铰接在机架上,联动架上设有复位弹簧。
4.根据权利要求3所述的一种自动化外观控制模块的装配系统,其特征在于:所述控制单元还包括铰接在联动架上的驱动板,紧固筒上横向设有用于吸磁驱动板的电磁铁,所述批杆上设有控制电磁铁通断的驱动轴承,驱动轴承竖直滑动在紧固筒内。
5.根据权利要求4所述的一种自动化外观控制模块的装配系统,其特征在于:所述分离轮盘上设有槽轮机构,机架上设有用于控制槽轮机构启动的启动开关,所述启动开关由闭合板驱动。
6.根据权利要求1-5任一所述的一种自动化外观控制模块的装配系统,其特征在于:转移单元包括定位机构上的压紧端,压紧端底部设有气压腔,气压腔内滑动连接有用于吸附控制模块的吸附单元。
7.根据权利要求6所述的一种自动化外观控制模块的装配系统,其特征在于:承接部由多块扇形的弹簧片组合而成,弹簧片的一端固定在紧固筒内壁,各弹簧片的自由端形成圆环。
8.根据权利要求7所述的一种自动化外观控制模块的装配系统,其特征在于:所述闭合板上设有复位弹簧。
技术总结本发明涉及机械装配领域,具体涉及一种自动化外观控制模块的装配系统,包括自动上料机构,自动上料机构包括用于传送控制模块的传动带和用于将控制模块转移至外观壳上的转移单元,所述机架上设置有往复传送的装配模板,装配模板上设有固定外观壳的限位槽和固定控制模块的定位机构;所述螺丝紧固机构转动连接在机架上,螺丝紧固机构包括紧固筒、与紧固筒连通的螺丝暂存仓和用于控制螺丝分离的控制单元,紧固筒内滑动连接有批杆,紧固筒远离批杆一端设有用于承接螺丝的承接部;螺丝振动送料机构的输出端设有分离轮盘,分离轮盘的周壁上设有螺丝分离槽。通过实施本方案,以提高外观控制模块的生产效率。技术研发人员:李元成,周竟晶,杨磊受保护的技术使用者:重庆欧盼科技发展有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/313398.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表