一种椭圆印花机的网版自动对位装置及对位方法与流程
- 国知局
- 2024-10-09 15:29:08
本技术涉及自动对位,尤其是涉及一种椭圆印花机的网版自动对位装置及对位方法。
背景技术:
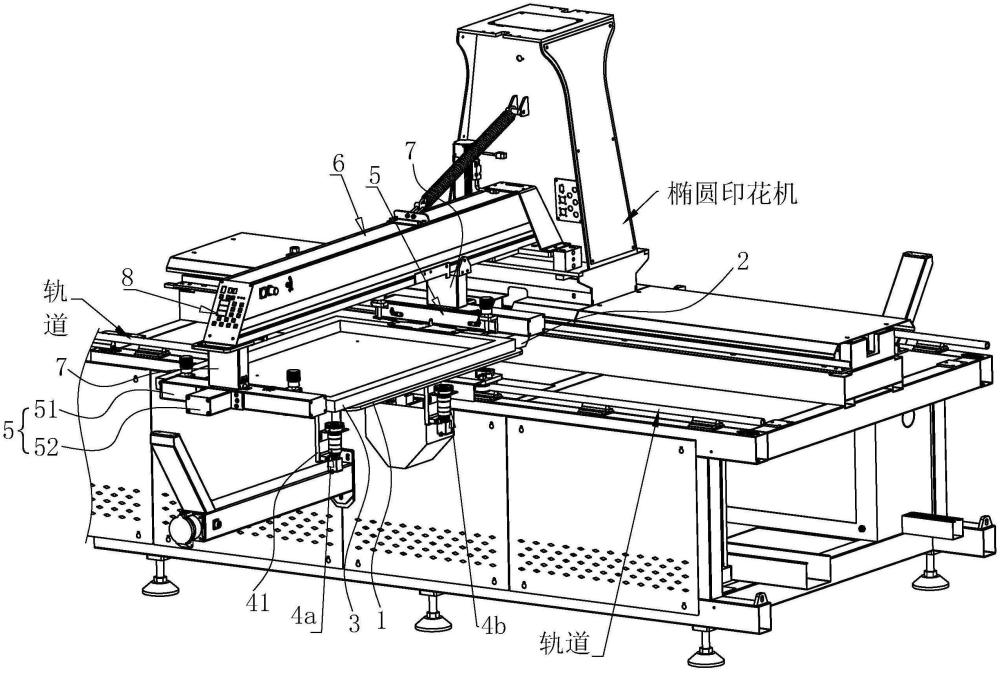
1、椭圆印花机,采用椭圆形轨道的移动式印刷方式将多台印刷机构于椭圆形轨道上方,并且将多个台板沿椭圆形轨道滑动设置,通过台板的移动实现不同工序的转换,从而可一次性完成多次的丝网印刷,形成流水线生产,提高生产效率。
2、在进行丝网印刷之前,需要对椭圆印花机上的印刷机构进行校准,以确保印刷机构的网版均能够校对准确,即需要对每个网版进行校准;但是现有的网版校准方式主要采用人工校准的方式:在进行丝网印刷的过程中,使得一个标准的台板沿椭圆形轨道进行移动,通过人工观察的方式判断每个网版与对应的印刷机构是否对位精准,针对不精准的再进行人工调整对位,这也造成了每次在更换不同版型的网版时,网版调整的耗时较长,生产效率较慢,因而存在有椭圆印花机的网版的校准对位效率较低的缺陷,亟需进行改进。
技术实现思路
1、为了提高椭圆印花机的网版的校准对位效率,本技术提供一种椭圆印花机的网版自动对位装置及对位方法。
2、第一方面,本技术的发明目的采用如下技术方案实现:
3、一种椭圆印花机的网版自动对位装置,包括:移动台板、横移梁、网版、视觉对位组件和自动对位机构;所述移动台板设于所述横移梁的顶部,所述横移梁滑动连接于椭圆印花机的轨道;所述视觉对位组件设于所述移动台板,所述视觉对位组件设有对位标记点;
4、所述视觉对位组件包括第一视觉对位组件和第二视觉对位组件;所述网版设有基准标识点和校准参考点;
5、所述第一视觉对位组件用于在每步印刷工序,获取所述网版的基准标识点图像,所述第二视觉对位组件用于在每步印刷工序,获取所述网版的校准参考点图像;
6、所述视觉对位组件基于基准标识点图像和校准参考点图像,以所述第一视觉对位组件的对位标记点和所述第二视觉对位组件的对位标记点为基准,计算确定每步印刷工序的网版的对位调整数据;
7、所述自动对位机构与所述视觉对位组件连接,用于根据所述网版的对位调整数据,在每步印刷工序,对所述网版进行自动对位调整,使得所述网版的基准标识点与第一视觉对位组件的所述对位标记点对位适配,并使得所述网版的校准参考点与第二视觉对位组件的所述对位标记点对位适配。
8、通过采用上述技术方案,移动台板通过横移梁带动在椭圆印花机的轨道移动位于各个印刷机构进行相应的丝网印刷作业,以实现通过移动台板的移动实现不同印刷工序的转换的目的;本技术的移动台板上的第一视觉对位组件还能够拍摄网版上的,且第二视觉对位组件能够拍摄网版上的校准参考点的校准参考点图像;其中对位标记点是网版进行对位校准时,网版上的基准标识点和校准参考点在摆放位置准确时的精准位置;从而在每步印刷工序、当移动台板移动至某一步印刷工序的网版时,计算得到该印刷工序的网版的准确的对位调整数据。
9、接着通过自动对位机构对相应的网版进行自动对位调整,使得网版的基准标识点与第一视觉对位组件的对位标记点对位适配,并使得网版的校准参考点与第二视觉对位组件的对位标记点对位适配,即此时自动对位机构使得网版上的基准标识点和校准参考点对位调整处于指定的正确位置,从而本技术实现在每步印刷工序,不仅仅通过视觉对位组件和网版上的基准标识点和校准参考点计算得到精确的对位调整数据后,而且还通过自动对位机构进行自动对位调整的效果,大大提高了椭圆印花机的网版的校准对位效率。
10、本技术在一较佳示例中:所述视觉对位组件设于所述移动台板的底部,所述移动台板间隔开设有与所述网版的基准标识点的位置相对应的基准检测孔和与所述网版的校准参考点的位置相对应的对位检测孔;
11、和/或,
12、所述移动台板沿平行于所述横移梁的长度方向间隔开设有多个安装孔,多个所述安装孔为沉头孔;所述安装架通过所述安装孔与所述移动台板螺纹连接;所述对位检测孔沿平行于所述横移梁的长度方向延伸设置。
13、通过采用上述技术方案,本技术设置有两组视觉对位组件分别与基准标识点和校准参考点一一对应设置,移动台板上的第一视觉对位组件还能够通过基准检测孔拍摄网版上的校准参考点在基准检测孔中的基准标识点图像,且第二视觉对位组件还能够通过对位检测孔拍摄网版上的校准参考点在对应的对位检测孔中的校准参考点图像;以便于通过视觉对位组件实现对网版上的基准标识点和校准参考点的图像进行采集、且对网版的后续对位调整效果进行视频监控;由于在实际进行丝网印刷时,不同产品会使用到不同尺寸规格的网版,因而为提高移动台板对不同尺寸大小的网版的安装需求,提高移动台板的安装适用性,本技术的移动台板设有多个安孔,在实际安装和拆卸更换网版时,可根据实际的使用需求选用合适的安装孔安装安装架,同时对位检测孔沿横移梁的长度方向设置,以便于满足摄像头对不同尺寸大小的网版的对位移动效果的摄像和监控需求,有利于为摄像头提供更合适的摄像视野。
14、本技术在一较佳示例中:所述网版连接有设于椭圆印花机的印刷机构的移动支架;所述自动对位机构包括沿第一方向进行对位调整的第一对位调整组件和沿第二方向进行对位调整的第二对位调整组件,所述第一方向垂直于所述第二方向,所述第一方向和所述第二方向形成的坐标系平面平行于所述移动台板的板面;所述第一对位调整组件包括设于所述移动支架的第一支撑架和沿第一方向做往复移动的第一驱动件;所述第二对位调整组件包括设于所述移动支架的连接块和沿第二方向做往复移动的第二驱动件,所述连接块与所述第一支撑架滑动连接。
15、通过采用上述技术方案,移动支架用于将第一对位调整组件和第二对位调整组件滑动设置与椭圆印花机的印刷机构上,同时为第一驱动件和第二驱动件提供对位调整的移动调整空间;在实际进行对位调整时,椭圆印花机驱使横移梁带动移动台板移动至相应工序的印花机构的正下方,并使得移动台板位于印刷机构的网版的正下方位置,此时移动台板底部的视觉对位组件实时获取基准标识点图像和校准参考点图像,并计算确定此时网版的对位调整数据,对位调整数据包括第一方向和第二方向的网版调整数据;第一驱动件依据第一方向的网版调整数据驱使第一支撑架带动网版沿第一方向进行对位调整,第二驱动件依据第二方向的网版调整数据驱使连接块带动网版沿第二方向进行对位调整,有利于达到对网版进行对位调整的目的,同时提高对每步印刷工序的网版的对位调整的精确度和对位调整效果。
16、本技术在一较佳示例中:还包括对位监控组件,所述对位监控组件与所述视觉对位组件连接,所述对位监控组件获取并显示所述基准标识点图像和所述校准参考点图像;所述对位监控组件用于在所述自动对位机构对网版进行自动对位调整时,获取多个所述视觉对位组件采集的所述网版基准标识点和所述校准参考点的自动对位调整视频录像并进行区分显示;
17、所述对位监控组件设于椭圆印花机的印刷机构;
18、或,所述对位监控组件设于所述横移梁。
19、通过采用上述技术方案,对位监控组件用于将视觉对位组件采集的图像进行实时显示,并在后续对网版进行对位调整时,实时显示网版的对位调整过程,以直观显示和记录网版的整个对位调整过程,为网版的对位调整提高重要参考依据,便于用户对椭圆印花机的网版调整过程进行监督和管理。
20、本技术在一较佳示例中:所述椭圆印花机间隔设置有多个印刷机构,所述网版和所述自动对位机构分别一一对应多个所述印刷机构设置有多个;
21、所述印刷机构和所述自动对位机构设置有作业控制状态和停止作业状态;
22、所述网版自动对位装置还包括设有多组状态控制按钮的作业控制模块,多个所述状态控制按钮与多组所述自动对位机构一一对应,所述作业控制模块用于基于所述状态控制按钮的按压操作、对应控制多个所述印刷机构、多个所述自动对位机构切换处于作业控制状态和停止作业状态。
23、通过采用上述技术方案,多个印刷机构分别对应不同的印刷工序,每个印刷机构上对应不同的印刷工序设置有相应的网版和自动对位机构,有利于提高产品的生产印刷效率和印刷质量;在实际生产印刷时,由于产品对不同颜色或不同形状的印花等的印刷需求不同,因而会存在个别印刷机构暂时不需使用,而挑选其中几个印刷机构进行印刷作业的情况,为便于对各个印刷机构的印刷作业状态进行控制,用户可基于实际需求通过作业控制模块上的状态控制按钮,控制多个印刷机构、多个自动对位机构切换处于工作的作业控制状态或暂停作业的停止作业状态;不仅提高对椭圆印花机的控制效率,同时有利于提高椭圆印花机的适用性,便于提高用户使用体验感。
24、第二方面,本技术的发明目的采用如下技术方案实现:
25、一种椭圆印花机的网版自动对位方法,应用于如上所述的一种椭圆印花机的网版自动对位装置,所述方法包括:
26、获取基准标识点图像和校准参考点图像,并以所述第一视觉对位组件的对位标记点和所述第二视觉对位组件的对位标记点为基准,计算确定每步印刷工序的网版的对位调整数据;将所述网版的对位调整数据发送给所述自动对位机构;
27、所述自动对位机构根据所述网版的对位调整数据,在每步印刷工序,对所述网版进行自动对位调整,使得所述网版的基准标识点与第一视觉对位组件的所述对位标记点对位适配,并使得所述网版的校准参考点与第二视觉对位组件的所述对位标记点对位适配。
28、通过采用上述技术方案,本技术的视觉对位组件设有既能够与网版的基准标识点、校准参考点一一进行对位参考的对位标记点,同时移动台板上的第一视觉对位组件还能够拍摄网版的,且第二视觉对位组件能够拍摄网版的校准参考点的校准参考点图像;其中视觉对位组件的对位标记点是网版进行对位校准时,网版上的基准标识点和校准参考点在摆放位置准确时的精准位置;从而在每步印刷工序、当移动台板移动至某一步印刷工序的网版时,计算得到该印刷工序的网版的准确的对位调整数据;接着通过自动对位机构对相应的网版进行自动对位调整,使得网版的基准标识点与第一视觉对位组件的对位标记点对位适配,并使得网版的校准参考点与第二视觉对位组件的对位标记点对位适配,即此时自动对位机构使得网版的多个对位校准基准点(指网版的基准标识点和校准参考点)对位调整处于指定的正确位置,从而本技术实现在每步印刷工序,不仅仅通过多组视觉对位组件和网版上的基准标识点和校准参考点计算得到精确的对位调整数据后,而且还通过自动对位机构进行自动对位调整的效果,大大提高了椭圆印花机的网版的校准对位效率。
29、本技术在一较佳示例中:所述获取基准标识点图像和校准参考点图像,并以所述第一视觉对位组件的对位标记点和所述第二视觉对位组件的对位标记点为基准,计算确定每步印刷工序的网版的对位调整数据,具体包括:
30、在每步印刷工序,获取所述第一视觉对位组件采集的所述网版的基准标识点图像,结合所述第一视觉对位组件的对位标记点计算网版的所述基准标识点的实际基准位置数据;获取所述第二视觉对位组件采集的所述网版的校准参考点图像,结合所述第视觉对位组件的对位标记点计算网版的所述校准参考点的实际参考位置数据;
31、根据所述实际基准位置数据、所述实际参考位置数据、基准标识点与校准参考点之间的位置距离,确定位置偏移量数据;
32、依据网版的基准标识点的预设理论位置数据、校准参考点的预设理论位置数据结合所述位置偏移量数据,计算确定每步印刷工序的网版的对位调整数据;所述对位调整数据包括第一方向的对位调整值和第二方向的对位调整值。
33、通过采用上述技术方案,在横移梁带动移动台板移动到相应的网版的底部时,为提高网版与移动台板的对位准确率,提高产品印刷效果和产品质量,本技术通过第一视觉对位组件采集实时的网版的基准标识点图像,并通过第二视觉对位组件采集实时的网版的校准参考点图像;预设理论位置数据为预先设置的网版与移动台板进行准确印刷时,即符合印刷设计工艺需求的正确设计位置;通过网版上的基准标识点、网版上的校准参考点和基于双相机系统的视觉对位方法,通过对网版上的两个标记点(指基准标识点、校准参考点)进行拍摄和分析,精确计算出位置偏差,并通过第一方向的对位调整和第二方向的对位调整值进行对应对位调整,整个椭圆印花机的网版的双相机视觉对位计算和对位调整过程即高效又准确,因而具有重要的实用价值和广阔的应用前景。
34、本技术在一较佳示例中:所述椭圆印花机间隔设置有多个印刷机构,所述印刷机构设有印刷机构标识;所述在每步印刷工序,获取所述视觉对位组件通过所述基准检测孔采集的所述网版的基准标识点图像,结合所述视觉对位组件的对位标记点计算确定网版的所述基准标识点的实际基准位置数据;获取所述视觉对位组件通过所述对位检测孔采集的所述网版的校准参考点图像,计算确定网版的所述校准参考点的实际参考位置数据之前,包括:
35、在椭圆印花机的轨道对应多个所述印刷机构的理论停留位置分别一一设置有台板停留基准点;基于每个台板停留基准点得到对应的台板理论停留位置数据;
36、在每步印刷工序,在所述移动台板移动至其中一个所述印刷机构的网版的底部时,基于所述印刷机构标识获取所述移动台板对应的横移梁在椭圆印花机的轨道的实际停留定位位置;
37、基于所述横移梁的实际停留定位位置确定所述移动台板的台板实际停留位置;依据所述台板实际停留位置和所述台板理论停留位置数据计算确定所述移动台板的移动位置补偿量;
38、在判断到所述移动台板的移动位置补偿量满足预设的定位位置补偿调整条件时,对所述移动台板进行移动位置调整。
39、通过采用上述技术方案,印刷机构标识用于对多个印刷机构进行区分;本技术在横移梁每次带动移动台板进行移动时,为核对横移梁在椭圆印花机的轨道上的移动定位效果,有效保障移动后的移动台板的基准检测孔与网版上的基准标识点对应、校准参考点位于对位检测孔的视野范围内,提高移动台板的移动定位位置的准确率;本技术在椭圆印花机的轨道对应多个印刷机构的理论停留位置分别一一设置有台板停留基准点,并基于每次移动台板移动时的台板实际停留位置和台板理论停留位置数据计算确定移动台板的移动位置补偿量,接着再基于移动位置补偿量判断是否符合定位位置补偿调整条件,以在满足定位位置补偿调整条件时(此时移动台板的位置偏移量较大,可通过横移梁对移动台板进行定位位置调整),对移动台板进行移动位置调整,从而提高了移动台板的定位精确度,有利于减少后续对网版的对位调整工作量。
40、第三方面,本技术的发明目的采用如下技术方案实现:
41、一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述一种椭圆印花机的网版自动对位方法的步骤。
42、第四方面,本技术的发明目的采用如下技术方案实现:
43、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述一种椭圆印花机的网版自动对位方法的步骤。
44、综上所述,本技术包括以下至少一种有益技术效果:
45、1. 移动台板通过横移梁带动在椭圆印花机的轨道移动位于各个印刷机构进行相应的丝网印刷作业,以实现通过移动台板的移动实现不同印刷工序的转换的目的;本技术的移动台板上的第一视觉对位组件还能够拍摄网版上的,且第二视觉对位组件能够拍摄网版上的校准参考点的校准参考点图像;其中对位标记点是网版进行对位校准时,网版上的基准标识点和校准参考点在摆放位置准确时的精准位置;从而在每步印刷工序、当移动台板移动至某一步印刷工序的网版时,计算得到该印刷工序的网版的准确的对位调整数据;接着通过自动对位机构对相应的网版进行自动对位调整,使得网版的基准标识点与第一视觉对位组件的对位标记点对位适配,并使得网版的校准参考点与第二视觉对位组件的对位标记点对位适配,即此时自动对位机构使得网版上的基准标识点和校准参考点对位调整处于指定的正确位置,从而本技术实现在每步印刷工序,不仅仅通过视觉对位组件和网版上的基准标识点和校准参考点计算得到精确的对位调整数据后,而且还通过自动对位机构进行自动对位调整的效果,大大提高了椭圆印花机的网版的校准对位效率;
46、2. 在每步印刷工序、当移动台板移动至某一步印刷工序的网版时,计算得到该印刷工序的网版的准确的对位调整数据;接着通过自动对位机构对相应的网版进行自动对位调整,使得网版的基准标识点与第一视觉对位组件的对位标记点对位适配,并使得网版的校准参考点与第二视觉对位组件的对位标记点对位适配,即此时自动对位机构使得网版上的基准标识点和校准参考点对位调整处于指定的正确位置,从而本技术实现在每步印刷工序,不仅仅通过多组视觉对位组件和网版上的基准标识点和校准参考点计算得到精确的对位调整数据后,而且还通过自动对位机构进行自动对位调整的效果,大大提高了椭圆印花机的网版的校准对位效率;
47、3. 印刷机构标识用于对多个印刷机构进行区分;本技术在横移梁每次带动移动台板进行移动时,为核对横移梁在椭圆印花机的轨道上的移动定位效果,有效保障移动后的移动台板的基准检测孔与网版上的基准标识点对应、校准参考点位于对位检测孔的视野范围内,提高移动台板的移动定位位置的准确率;本技术在椭圆印花机的轨道对应多个印刷机构的理论停留位置分别一一设置有台板停留基准点,并基于每次移动台板移动时的台板实际停留位置和台板理论停留位置数据计算确定移动台板的移动位置补偿量,接着再基于移动位置补偿量判断是否符合定位位置补偿调整条件,以在满足定位位置补偿调整条件时(此时移动台板的位置偏移量较大,可通过横移梁对移动台板进行定位位置调整),对移动台板进行移动位置调整,从而提高了移动台板的定位精确度,有利于减少后续对网版的对位调整工作量。
本文地址:https://www.jishuxx.com/zhuanli/20241009/308893.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表