一种提升棒材切分孔型耐磨性的方法与流程
- 国知局
- 2024-10-09 15:29:23
本发明属于轧钢工艺领域,涉及一种提升棒材切分孔型耐磨性的方法。
背景技术:
1、棒材生产线螺纹钢生产中,切分轧制工艺是普遍使用的一项成熟轧钢工艺,两切分、三切分乃至四切分、五切分均已大量使用。重庆钢铁棒材生产线是2022年投产的一条全新生产线,设计年产能180万吨,其中φ16-φ25mm规格螺纹钢采用两切分生产工艺轧制,根据切分生产的传统工艺设计,料型经过预切分道次、切分道次后,分成完全独立的两线轧件,同时轧出两线成品,其最主要的切分机组孔型布局见说明书附图1。
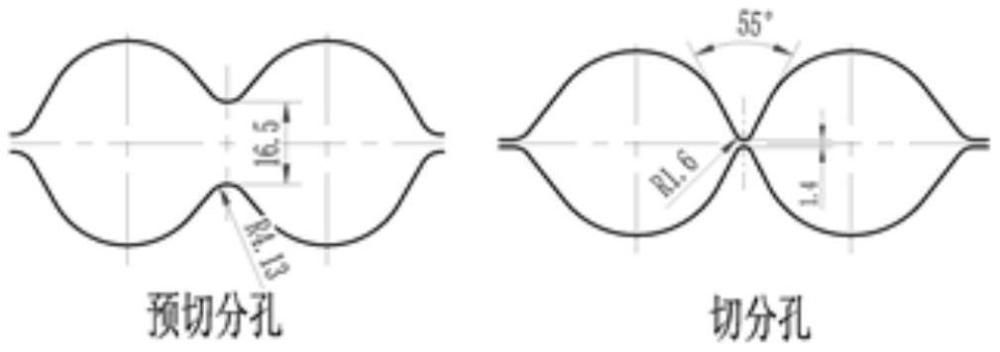
2、采用切分工艺生产,具有降低吨钢能耗、增加小时产量等优点,但由于工艺设计特点,切分机组的预切分孔(第13架)、切分孔(第14架)的孔槽存在切分料型的楔尖(见说明书图2),连续生产过程中,楔尖位置的受力集中、轧件压下量大、金属流动剧烈,造成生产中楔尖位置成为孔槽耐磨性最薄弱的部位,甚至切分孔的楔尖偶有崩块的情况,从而导致生产中容易发生料型波动堆钢、或者为了生产稳定需要增加更换孔槽频率,影响作业效率。
3、目前针对棒材切分工艺生产过程中,各个规格的预切分及切分架次孔型的工艺设计相对固定,对于轧槽过钢量低的情况,主要是通过改进轧辊材质和强化水冷来改善,轧辊材质方面比如从普通铸铁轧辊改进为高速钢轧辊、高硼钢轧辊、碳化钨辊环等材质,水冷改进方面主要是通过增加水量水压、改进水冷喷嘴结构形式等。此类方法可以一定程度改进耐磨性、提升过钢量,但修改之后很难再进一步实现对过钢量的提升。切分机组孔型设计通常为整体工艺设计方案,不同规格的孔型参数相对固定,往往改动一个参数需要涉及对整个机组的孔型系统修改优化,工作难度大且存在对生产稳定性带来负面影响的风险,所以通常不对预切分和切分孔的孔型参数开展优化。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种提升棒材切分孔型耐磨性的方法,解决现有存在的问题。
2、为达到上述目的,本发明提供如下技术方案:一种提升棒材切分孔型耐磨性的方法,包括以下步骤:
3、a)调整预切分孔的h和r参数,以及切分孔的h、r、α参数,以优化压下量分配并增强楔尖强度;
4、b)通过参数调整,提升孔槽的耐磨性和过钢量,减少孔槽更换频率,从而提高生产线的作业效率。
5、可选的,预切分孔为切分机组的第13架,切分孔为切分机组的第14架。
6、可选的,所述预切分孔和切分孔参数的调整,旨在改善切分机组中轧件料型的压下量分布,具体调整如下,
7、预切分孔的h参数调整至x值,r参数调整至y值;
8、切分孔的h参数调整至z值,r参数调整至w值,α参数调整至v值;
9、可选的,x、y、z、w、v为特定数值或数值范围,以达到最优的耐磨性和过钢量提升效果。
10、可选的,该方法适用于螺纹钢生产用切分机组,该机组设计用于φ16-φ25mm规格螺纹钢的两切分生产工艺。
11、本发明的有益效果在于:本发明修改预切分孔(第13架)的h和r参数、切分孔(第14架)的h、r、α参数,改善切分机组轧件料型的压下量分配、预切分孔和切分孔的楔尖强度,从而提升了孔槽的耐磨性和过钢量,减少了孔槽的更换频次、提升了产线作业效率。
12、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:1.一种提升棒材切分孔型耐磨性的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种提升棒材切分孔型耐磨性的方法,其特征在于:预切分孔为切分机组的第13架,切分孔为切分机组的第14架。
3.根据权利要求1所述的一种提升棒材切分孔型耐磨性的方法,其特征在于:所述预切分孔和切分孔参数的调整,旨在改善切分机组中轧件料型的压下量分布,具体调整如下,
4.根据权利要求3所述的一种提升棒材切分孔型耐磨性的方法,其特征在于:x、y、z、w、v为特定数值或数值范围,以达到最优的耐磨性和过钢量提升效果。
5.根据权利要求1所述的一种提升棒材切分孔型耐磨性的方法,其特征在于:该方法适用于螺纹钢生产用切分机组,该机组设计用于φ16-φ25mm规格螺纹钢的两切分生产工艺。
技术总结本发明属于轧钢工艺领域,涉及一种提升棒材切分孔型耐磨性的方法,通过优化孔型参数,改善切分机组中轧件料型的压下量分配,增强预切分孔和切分孔的楔尖强度,进而显著提升孔槽的耐磨性和过钢量,减少孔槽更换频率,最终提高生产线的作业效率。具体地,本方法涉及调整预切分孔(切分机组的第13架)的H和R参数,以及切分孔(切分机组的第14架)的h、r、α参数。预切分孔的H参数调整至X值,R参数调整至Y值;切分孔的h参数调整至Z值,r参数调整至W值,α参数调整至V值,其中X、Y、Z、W、V为特定数值或数值范围,以实现最优的耐磨性和过钢量提升效果。技术研发人员:杨宗贵,刘健,袁太勇,杨文兵,刘金花,马飞飞受保护的技术使用者:重庆钢铁股份有限公司技术研发日:技术公布日:2024/9/29本文地址:https://www.jishuxx.com/zhuanli/20241009/308909.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表