三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法与流程
- 国知局
- 2024-10-15 10:01:09
本发明涉及桥梁工程,特别是涉及一种三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法。
背景技术:
1、近年来,在桥梁主体结构上通过增加装饰性结构来提升城市桥梁的景观效果,但是装饰性结构并不参与桥梁结构受力,却增加了原有桥梁的设计荷载,降低了结构的安全度。三维曲面多拱肢结构钢拱壳在提升桥梁景观性的同时,三维曲面多拱肢结构钢拱壳参与桥梁总体受力,提高了整体结构安全度和经济性,有成为主流设计的趋势。三维曲面多拱肢结构钢拱壳是采用多节段整体拼装法完成的,而作为各节段单元件的弧形板和曲面板的加工尤为重要,目前,弧形板和曲面板的加工,多为人工修磨式加工,尚未有一套完善的加工体系,加工周期长,精度低,拼接费时,限制了三维曲面多拱肢结构钢拱壳的应用发展。
技术实现思路
1、本发明主要目的在于提供一种三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,以解决上述问题。
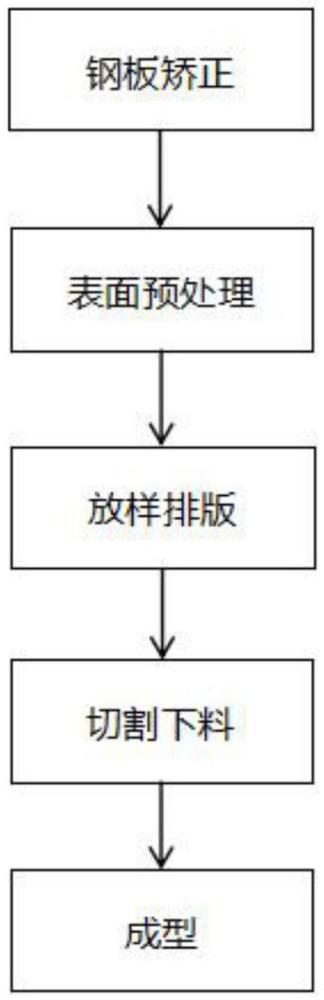
2、为达上述目的,本发明提供一种三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,包括以下步骤:
3、s1、钢板矫正;
4、s2、表面预处理;
5、s3、放样排版;
6、s4、切割下料;
7、s5、成型。
8、进一步的,在步骤一中,矫正后的钢板表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm,且不应大于该钢板厚度负允许偏差的1/2。
9、进一步的,在步骤二中,对钢板面做抛丸处理,并涂装环氧富锌底漆。
10、进一步的,在步骤三中,采用套料软件排版下料,注明加工号、构件编号、零件编号、材质及数量;排版时,根据工程提料计划,零部件尽量整板下料,避免接料;同一加工号的同板厚、同材质的板材必须统一排版,提高材料利用率。
11、进一步的,在步骤四中,切割前应清除母材表面的油污、铁锈和潮气,切割后气割表面应光滑无裂纹、熔渣和飞溅物,剪切面应打磨,火焰切割后须自检零件尺寸,然后标上零件所属的构件号、零件号、再由质检员专检各项指标,合格后才能流入下一道工序。
12、进一步的,在步骤五中,弧形板采用模具曲面成型加工;首先按照零件图结构形式设计、制作铸钢模具,再采用模具压板成型的方式进行零件板成型加工处理;模具成型加工后钢材表面,应无明显的凹面或损伤,划痕深度0.5mm以下。
13、进一步的,在步骤五中,曲面板采用赶圆机赶圆的方式成形;具体为,钢板纵向放入赶圆机中,调节赶圆机3个辊轴间的间距,并控制辊轴转速,先初步赶制缓圆,反复赶制,逐渐成形,成形后吊运至专用胎架上进行对比贴合,成形不合格再次修正赶制,直至检查合格。
14、进一步的,所述胎架的支撑材料根据厂内库存材料来确定,主要以矩形方管、圆管、h型钢或钢板材料为主,胎架尺寸控制误差3mm;采用三维软件,间隔2米取出下侧面板外轮廓形状,采用数控下料机切割圆弧条板作为胎架支撑。
15、本发明具有以下有益效果:
16、本发明提供了一套完善的弧形板和曲面板加工体系,可全部在厂内完成,大大缩短了加工周期,以模具成型、胎架辅助,制作精度高,同时为后期拼接提供了有效保障,便于三维曲面多拱肢结构钢拱壳的应用发展。
技术特征:1.一种三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤一中,矫正后的钢板表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm,且不应大于该钢板厚度负允许偏差的1/2。
3.如权利要求2所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤二中,对钢板面做抛丸处理,并涂装环氧富锌底漆。
4.如权利要求3所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤三中,采用套料软件排版下料,注明加工号、构件编号、零件编号、材质及数量;排版时,根据工程提料计划,零部件尽量整板下料,避免接料;同一加工号的同板厚、同材质的板材必须统一排版,提高材料利用率。
5.如权利要求4所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤四中,切割前应清除母材表面的油污、铁锈和潮气,切割后气割表面应光滑无裂纹、熔渣和飞溅物,剪切面应打磨,火焰切割后须自检零件尺寸,然后标上零件所属的构件号、零件号、再由质检员专检各项指标,合格后才能流入下一道工序。
6.如权利要求5所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤五中,弧形板采用模具曲面成型加工;首先按照零件图结构形式设计、制作铸钢模具,再采用模具压板成型的方式进行零件板成型加工处理;模具成型加工后钢材表面,应无明显的凹面或损伤,划痕深度0.5mm以下。
7.如权利要求6所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,在步骤五中,曲面板采用赶圆机赶圆的方式成形;具体为,钢板纵向放入赶圆机中,调节赶圆机3个辊轴间的间距,并控制辊轴转速,先初步赶制缓圆,反复赶制,逐渐成形,成形后吊运至专用胎架上进行对比贴合,成形不合格再次修正赶制,直至检查合格。
8.如权利要求7所述的三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,其特征在于,所述胎架的支撑材料根据厂内库存材料来确定,主要以矩形方管、圆管、h型钢或钢板材料为主,胎架尺寸控制误差3mm;采用三维软件,间隔2米取出下侧面板外轮廓形状,采用数控下料机切割圆弧条板作为胎架支撑。
技术总结本发明公开了一种三维曲面多拱肢结构钢拱壳的弧形板和曲面板的加工方法,涉及桥梁工程技术领域。包括以下步骤:S1、钢板矫正;S2、表面预处理;S3、放样排版;S4、切割下料;S5、成型。本发明提供了一套完善的弧形板和曲面板加工体系,可全部在厂内完成,大大缩短了加工周期,以模具成型、胎架辅助,制作精度高,同时为后期拼接提供了有效保障,便于三维曲面多拱肢结构钢拱壳的应用发展。技术研发人员:韩旭,陶倩倩,赵斌,师忠盼,卓雷,吴卓,秦小东,陈清云,宣鑫鹏,毕张龙受保护的技术使用者:中铁一局集团有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/316135.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表