一种双弧双丝埋弧焊方法与流程
- 国知局
- 2024-10-15 10:15:05
本发明涉及到厚板焊接,具体涉及到一种双弧双丝埋弧焊方法。
背景技术:
1、在现代工业制造领域,厚板材料的拼接焊接是不可或缺的关键环节,长期以来,单丝双面埋弧焊作为厚板焊接的传统技术,虽然凭借其焊接质量稳定、焊缝成型良好等优点,在一定程度上满足了生产需求,但单丝埋弧焊的不足也存在以下的局限性。
2、单丝埋弧焊采用单股电弧进行焊接,通过焊丝和工件之间形成的电弧熔化金属,形成焊缝,焊接效率相对较低,且单丝埋弧焊的电弧能量和熔敷率较低,可能在焊接厚板或含碳及合金元素较多的材料时遇到挑战,导致焊缝出现裂纹、气孔、夹渣等缺陷,使焊缝质量不达标;同时由于单丝埋弧焊的焊接速度较慢,焊接热源在母材上的作用时间相对较长,这容易导致热影响区的范围扩大,对母材性能产生不利影响。
3、为了克服单丝埋弧焊的上述不足,提升焊接效率与质量,双弧双丝埋弧焊技术应运而生,该技术通过在同一焊道内同时布置两根焊丝,并各自形成独立的电弧进行焊接,实现了焊接热量的双重输入,极大地提高了焊接速度和生产效率。
4、在双弧双丝埋弧焊过程中,焊接参数的精确匹配成为确保焊接质量的关键。焊接线能量一定时,焊接电源的外特性、电流密度、电弧倾角等参数的微小变化都会对熔深、熔宽及焊缝成形产生显著影响,不合适的焊接参数设置,如电流过大可能导致焊缝过热、烧穿;电流过小则可能引发未熔合、未焊透等缺陷,同时,电弧倾角的不当也会直接影响熔池的流动性和保护气体的覆盖效果,进而增加气孔、夹渣等缺陷的风险。
技术实现思路
1、本发明的目的是针对现有技术存在的问题,提供一种双弧双丝埋弧焊方法。
2、为实现上述目的,本发明采用的技术方案是:
3、一种双弧双丝埋弧焊方法,包括以下步骤:
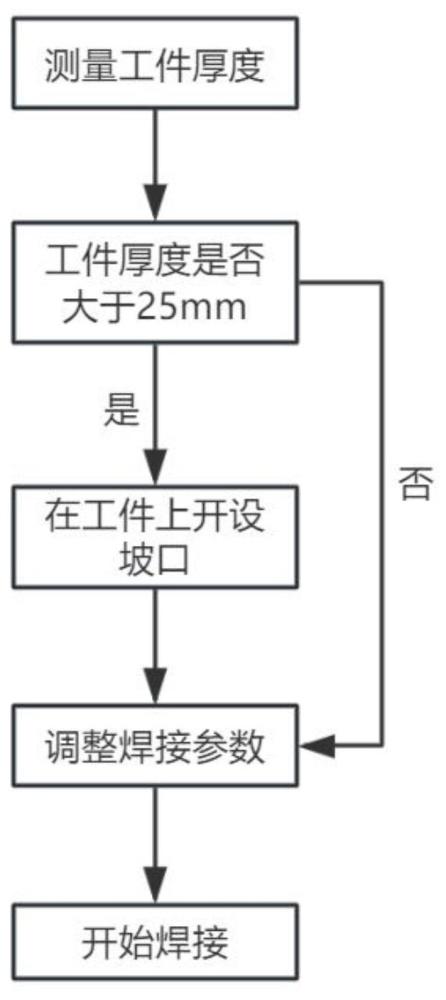
4、测量工件厚度,确定所述工件厚度是否大于25mm;
5、当所述工件厚度大于25mm时,在所述工件上开设坡口,再开始焊接,当所述工件厚度不大于25mm时,直接开始焊接;
6、焊接前,将前焊丝和后焊丝分别安装到自动双丝焊接小车的两个焊枪上;
7、调整所述前焊丝与所述工件表面形成88°~90°的夹角,所述后焊丝与所述前焊丝形成10°~15°的夹角,所述前焊丝与所述后焊丝间距为15~30mm;
8、设置与前焊丝连接的焊接电源一为直流反接模式,设置与后焊丝连接的焊接电源二为交流模式;
9、启动自动双丝焊接小车,当所述工件厚度不大于25mm时,对所述工件进行正反面焊接,当所述工件厚度大于25mm时,对所述工件进行正反面焊接或对所述工件进行双层焊接。
10、本发明通过精确调整焊接参数,对于25mm及以内的所述工件,在焊接过程中无需开坡口和清根,直接进行焊接即可获得外观成形良好、无缺陷的焊缝,简化了焊接工序,不仅提高了效率,还降低了加工成本;对于25mm以上的所述工件,通过设置所述坡口进行焊接,并根据板厚灵活调整正反面焊接参数和层数,有效避免了焊缝裂纹、气孔、夹渣、未熔合、未焊透等缺陷,提升了焊缝的整体质量。
11、优选地,所述焊接电源一为直流电源,所述焊接电源二为直流方波电源,所述自动双丝焊接小车的焊接速度为600~650mm/min。
12、通过焊接速度的提升,减少了焊接热源在所述工件上的作用时间,从而有效缩小了热影响区的范围,降低了对所述工件性能的不利影响,有利于保持所述工件的原有力学性能和结构完整性。
13、优选地,所述前焊丝的直径为5mm,当所述工件厚度大于25mm时,所述后焊丝的直径为5mm,当所述工件厚度不大于25mm时,所述后焊丝的直径为3.2mm。
14、根据所述工件厚度调整所述前焊丝和所述后焊丝的直径,能够在保证熔深和熔敷效果的同时,优化焊接材料的使用量,减少不必要的浪费,降低成本,使用较小直径的所述后焊丝能够减少热输入,降低变形风险。
15、优选地,当所述工件厚度大于25mm时,采用双层焊接的方法时,调整所述焊接电源一的焊接电流为750~850a,所述焊接电源一的焊接电压为34~36v,调整所述焊接电源二的焊接电流为650~750a,所述焊接电源二的焊接电压为36~40v。
16、在双层焊接时,针对所述工件厚度调整所述焊接电源一的电流和电压至750~850a和34~36v,所述焊接电源二的电流和电压至650~750a和36~40v,能够确保每层焊缝的熔透性和熔敷质量,减少焊接缺陷,提高焊缝的整体强度和美观度。
17、优选地,当所述工件厚度大于25mm时,采用正反面焊接的方法时,调整所述焊接电源一的焊接电流为950~1100a,所述焊接电源一的焊接电压为32~36v,调整所述焊接电源二的焊接电流为750~850a,所述焊接电源二的焊接电压为34~42v。
18、在正反面焊接时,调整所述焊接电源一的电流和电压至950~1000a和32~34v,所述焊接电源二的电流和电压至750~850a和34~36v,能够确保正反面焊缝的均匀性和一致性,避免焊接应力集中,提高焊接接头的整体性能。
19、优选地,当所述工件厚度不大于25mm时,调整所述焊接电源一的焊接电流为950~1000a,所述焊接电源一的焊接电压为36~38v,调整所述焊接电源二的焊接电流为480~500a,所述焊接电源二的焊接电压为40~42v。
20、对于厚度在25mm及以内的所述工件,调整所述焊接电源一的电流和电压至950~1000a和36~38v,所述焊接电源二的电流和电压至480~500a和40~42v,能够获得良好的焊缝成形,避免产生焊缝缺陷。
21、优选地,所述焊接电源一采用直流反接模式时,所述工件连接所述焊接电源一的负极,焊钳连接所述焊接电源一的正极。
22、采用直流反接模式,即所述工件连接电源负极、焊钳连接电源正极,能够增加电弧稳定性,提高熔透能力,减少飞溅,进一步改善焊缝质量。
23、优选地,在所述工件上开设所述坡口时,在所述工件上的坡口之间留出钝边,所述钝边的长度为16~18mm。
24、在所述坡口之间留出16~18mm的钝边,有助于控制焊接过程中的热输入,减少焊接变形,同时保证焊缝根部的熔透和熔合质量。
25、优选地,焊接前,所述工件之间的焊缝不大于1mm,所述坡口为x形坡口,所述坡口角度为85°~90°。
26、确保所述工件之间的焊缝不大于1mm,并采用x形坡口,所述坡口角度为85°~90°,能够提供足够的焊接空间,确保焊接过程中焊丝的顺利插入和熔池的充分混合,从而提高焊缝的熔透性和强度。
27、优选地,所述前焊丝自焊枪伸出的长度为29~30mm,所述后焊丝自焊枪伸出的长度为34~35mm。
28、精确控制所述前焊丝和所述后焊丝自所述焊枪伸出的长度,能够确保焊丝在焊接过程中的稳定性和一致性,减少因焊丝抖动或弯曲导致的焊接缺陷,提高焊缝的成形质量。
29、与现有技术相比,本发明的有益效果是:
30、(1)本发明通过精确调整焊接参数,对于25mm及以内的工件,在焊接过程中无需开坡口和清根,直接进行焊接即可获得外观成形良好、无缺陷的焊缝,简化了焊接工序,不仅提高了效率,还降低了加工成本。
31、(2)对于25mm以上的工件,通过设置坡口进行焊接,并根据板厚灵活调整正反面焊接参数和层数,有效避免了焊缝裂纹、气孔、夹渣、未熔合、未焊透等缺陷,提升了焊缝的整体质量。
32、(3)通过焊接速度的提升,减少了焊接热源在母材上的作用时间,从而有效缩小了热影响区的范围,降低了对母材性能的不利影响,有利于保持母材的原有力学性能和结构完整性。
本文地址:https://www.jishuxx.com/zhuanli/20241015/316956.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表