一种提高换规格首卷钢宽度精度的方法与流程
- 国知局
- 2024-10-21 14:36:36
本发明涉及轧钢自动控制,具体而言,尤其涉及一种提高换规格首卷钢宽度精度的方法。
背景技术:
1、宽度精度作为热轧带钢成品的一项基准尺寸指标,要求精度较高。现有热轧线模型宽度自学习参数存在层别划分较细的情况,现有层别在10000个以上,目前,大多数带钢荒轧宽展系数所属层别均处于在一定时间内没有轧制的情况,使得大部分层别参数学习频率较低,无法良好的适应工况变化,导致长时间没有轧制的层别换层别的首卷钢容易出现宽度跑尺的问题,造成了资源的浪费。由于层别较多,难以实现手动维护。
技术实现思路
1、根据上述提出的技术问题,而提供一种提高换规格首卷钢宽度精度的方法。
2、本发明采用的技术手段如下:
3、一种提高换规格首卷钢宽度精度的方法,包括如下步骤:
4、获取不同钢种及同种钢种在不同产品参数下的生产数据,构建层级数据库或是调用原始层级数据库;
5、获取轧辊服役参数数据;
6、构建荒轧宽展全局修正系数,所述荒轧宽展全局修正系数用于在发散自学习找不到相邻层别时作为荒轧宽展系数的调整基础;
7、轧制过程中,基于预设周期内的轧辊服役参数,用粗轧设定模型rsu模型计算出的荒轧宽展系数自学习的修正量,即荒轧宽展全局修正值来进行累加自学习;
8、判断自学习发散的启动条件,当带钢所属荒轧宽展系数层别在预设时间段内未更新或是轧辊服役参数数据在预设的初始段时,基于荒轧宽展全局修正系数对荒轧宽展系数进行修正。
9、进一步地,所述轧辊服役参数数据包括轧辊的轧钢次数及轧辊的服役时间,
10、所述基于预设周期内的轧辊服役参数具体为轧辊换辊后清零到轧钢一定次数的时间段内。
11、进一步地,荒轧宽展系数自学习的修正量具体为:荒轧宽展系数全局修正值,在e1换辊后清零,自学习记录的是宽展自学习的计算偏差,e1换辊100块钢后该参数停止自学习,保持到下次e1换辊。
12、进一步地,判断自学习发散的启动条件具体包括如下步骤:
13、当带钢所属荒轧宽展系数层别预设时间段内未更新或e1立辊换辊后未更新,此时,查找与该层别的第一层相邻层别,条件为荒轧硬度层别一致,宽度层别一致,厚度层别相差≤1,减宽量层别相差≤1;查找与该层别的第二层相邻层别,条件为荒轧硬度层别一致,宽度层别相差≤1,厚度层别相差≤2,减宽量层别相差≤2;如果相邻层部能够找到参数则带入公式计算,如果不能则在原有参数的基础上加上荒轧宽展系数全局修正值。
14、进一步地,当相邻层别存在时,通过下述公式实现:
15、corwid0_new=a*corwid0_1+(1-a)*corwid0_2
16、corwid0_new:新的corwid0值,即荒轧宽展系数;
17、corwid0_1:第一层相邻层别平均荒轧宽展系数;
18、corwid0_2:第二层相邻层别平均荒轧宽展系数;
19、a为第一层占比系数,如果corwid0_1没有值则强制为0,如果corwid0_2没有值则强制为1;
20、当相邻层别不存在时,通过下述公式实现:
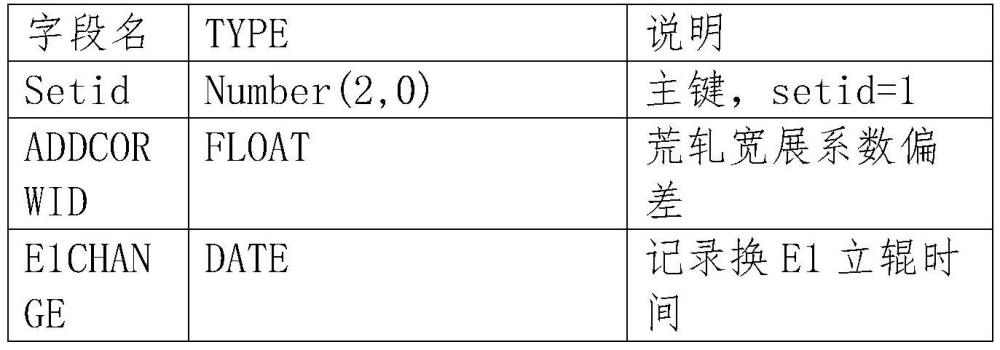
21、corwid0_new=icorwid0+addcorwid
22、icorwid0:原始荒轧宽展系数,所述addcorwid为荒轧宽展全局修正值。
23、较现有技术相比,本发明具有以下优点:本发明通过自主开发的发散自学习的应用,提高荒轧宽展自学习效率,提高换规格时宽度控制精度。荒轧宽展全局修正系数是用荒轧宽展系数自学习的修正量来进行累加自学习,这并不会使设备偏差被累加,因为后续的带钢在设定过程中已经包含之前的荒轧宽展全局修正系数的学习结果。另外一般检修后前100块钢往往都是常规品种,也不需要担心特殊品种带钢将这个参数带偏。最后即便该参数自学习结果不是非常理想,这个不分层别的参数也非常便于手动进行调整。本发明应用到热轧线后,长时间未轧的层别和换立辊之后前几天的宽度控制情况有明显的改善,非设备故障或来料原因,通板超宽窄尺的情况大幅度减少。
技术特征:1.一种提高换规格首卷钢宽度精度的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的方法,其特征在于,所述轧辊服役参数数据包括轧辊的轧钢次数及轧辊的服役时间,
3.根据权利要求1所述的方法,其特征在于,荒轧宽展系数自学习的修正量具体为:荒轧宽展系数全局修正值,在e1换辊后清零,自学习记录的是宽展自学习的计算偏差,e1换辊100块钢后该参数停止自学习,保持到下次e1换辊。
4.根据权利要求1所述的方法,其特征在于,判断自学习发散的启动条件具体包括如下步骤:
5.根据权利要求4所述的方法,其特征在于,当相邻层别存在时,通过下述公式实现:
技术总结本发明涉及一种提高换规格首卷钢宽度精度的方法,包括如下步骤:获取不同钢种及同种钢种在不同产品参数下的生产数据,构建层级数据库或是调用原始层级数据库;获取轧辊服役参数数据;构建荒轧宽展全局修正系数,所述荒轧宽展全局修正系数用于在发散自学习找不到相邻层别时作为荒轧宽展系数的调整基础;轧制过程中,基于预设周期内的轧辊服役参数,用粗轧设定模型RSU模型计算出的荒轧宽展系数自学习的修正量,即荒轧宽展全局修正值来进行累加自学习;判断自学习发散的启动条件,当带钢所属荒轧宽展系数层别在预设时间段内未更新或是轧辊服役参数数据在预设的初始段时,基于荒轧宽展全局修正系数对荒轧宽展系数进行修正。技术研发人员:高鹏,张松岩,李野,程宏远,任永,黄金凤,孙建红受保护的技术使用者:本钢板材股份有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/318709.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表