一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法与流程
- 国知局
- 2024-10-21 15:04:14
本发明涉及冶金,更具体地说,它涉及一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法。
背景技术:
1、为降低工序能耗实现效率提升,冶金行业普遍对连铸铸坯采取辊道直送的设备及工艺改进。冶金连铸铸坯经过出坯辊道末端辊道直送至轧制工序上料辊道组、轧制工序前端加热炉或配套自动化保温坑,达到效降低能量的无效流失,减少加热炉的加热时间,减少碳排放目的。
2、现在一般基于就近原则选择从后区液压阀站液压泵取源来实现挡头控制,但直送改造后,铸坯除头尾坯需要翻钢机翻起后推至冷床外,直送过程中无意外液压不工作处待命状态。末端挡头改可升降并取源后液压阀站后又迫使开启后驱液压阀站,这导致后区液压阀站液压泵需处于启动状态中,以便实现升降挡头精准控制,这增加能耗,与降本原则相违背,反而是无法有效实现降低生产成本的目的,因此需要对此进行改进优化。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,不需增加动力源设备投入,人力成本和主辅材成本投入可测量,投资少,可有效降低生产成本。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,如下:
4、前区液压阀站设置连接支管,所述连接支管与末端升降挡头连接,末端升降挡头的升降由前区液压阀站控制;
5、前区液压阀站与生产系统连接,在出坯辊道启动将铸坯送出时,生产系统保持处于生产状态,前区液压阀站与生产系统之间的管路始终处于启动状态。
6、在其中一个实施例中,所述生产系统包括拉矫机系统,所述前区液压阀站还与拉矫机系统连接,所述拉矫机系统保持启动的状态。
7、在其中一个实施例中,所述生产系统还包括大包升降系统,所述前区液压阀站与大包升降系统连接,所述大包升降系统保持启动的状态。
8、在其中一个实施例中,所述前区液压阀站包括多个动力油泵组件,所述前区液压阀站通过多个动力油泵组件与生产系统连接,所述前区液压阀站通过动力油泵组件与末端升降挡头连接。
9、在其中一个实施例中,所述末端升降挡头设置位置传感器,以检测末端升降挡头的升降位置。
10、在其中一个实施例中,所述前区液压阀站设置冷油组件,所述冷油组件包括冷油器和冷油泵,所述冷油泵、所述冷油器和所述前区液压阀站两两连接,形成循环回路,将前区液压阀站内的液压油冷却。
11、在其中一个实施例中,所述冷油泵的数量大于或等于两个。
12、综上所述,本发明具有以下有益效果:
13、本发明有效降低生产成本,在实施后每年大约可节省包括电费、备件损耗、液压油损耗等超百万成本。
14、本发明使用的末端升降挡头液压取源方法,不需增加动力源设备投入,人力成本和主辅材成本投入可测量,投资少。
15、本发明的道末端升降挡头液压取源方法设计合理,能实现降低能耗目的,利于降本增效、安全可靠,施工简单,有较好的推广应用价值。
技术特征:1.一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,如下:
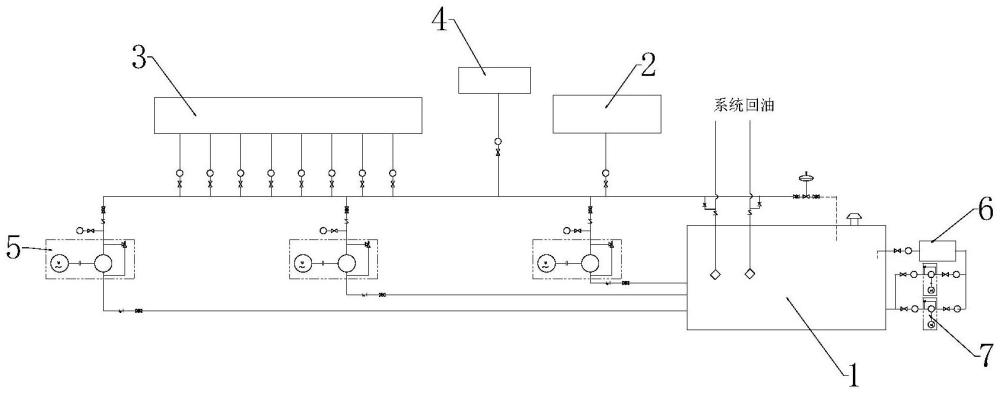
2.如权利要求1所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述生产系统包括拉矫机系统(3),所述前区液压阀站(1)还与拉矫机系统(3)连接,所述拉矫机系统(3)保持启动的状态。
3.如权利要求2所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述生产系统还包括大包升降系统(4),所述前区液压阀站(1)与大包升降系统(4)连接,所述大包升降系统(4)保持启动的状态。
4.如权利要求1-3任一项所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述前区液压阀站(1)包括多个动力油泵组件(5),所述前区液压阀站(1)通过多个动力油泵组件(5)与生产系统连接,所述前区液压阀站(1)通过动力油泵组件(5)与末端升降挡头(2)连接。
5.如权利要求1所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述末端升降挡头(2)设置位置传感器,以检测末端升降挡头(2)的升降位置。
6.如权利要求1所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述前区液压阀站(1)设置冷油组件,所述冷油组件包括冷油器(6)和冷油泵(7),所述冷油泵(7)、所述冷油器(6)和所述前区液压阀站(1)两两连接,形成循环回路,将前区液压阀站(1)内的液压油冷却。
7.如权利要求6所述的关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,其特征在于,所述冷油泵(7)的数量大于或等于两个。
技术总结本发明涉及一种关于铸坯辊道直送的出坯辊道末端升降挡头液压取源方法,如下:前区液压阀站设置连接支管,所述连接支管与末端升降挡头连接,末端升降挡头的升降由前区液压阀站控制;前区液压阀站与生产系统连接,在出坯辊道启动将铸坯送出时,生产系统保持处于生产状态,前区液压阀站与生产系统之间的管路始终处于启动状态。本发明不需增加动力源设备投入,人力成本和主辅材成本投入可测量,投资少,可有效降低生产成本。技术研发人员:谢思太,李晓华,崔忠平,罗发辉,李秀松,刘平,江绍焕,刘小舟,成龙,陈祥斌,卢玉明,梁上海,江先勇,杨斌受保护的技术使用者:广东韶钢工程技术有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/320388.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表