一种卷材智能加工系统的制作方法
- 国知局
- 2024-10-21 15:17:02
本发明涉及卷材加工,特别是一种卷材智能加工系统。
背景技术:
1、在性卫生材料,医用辅料、特种复合材料,防水卷材等行业中,需要采用加工好的卷材或板材来制产品的制备,相对于板材来说,卷材的加工更加复杂,需要先将卷材牵拉成适合用于喷涂表面的造型,再进行烘干,然后在进行复卷,减少卷材的体积。
2、现有技术多采用人工进行牵拉,再运输至喷涂产线,喷涂完成再人工输送至烘干产线和裁切产线,多个生产装置之间的交接受到人工的限制,导致生产效率过低,严重浪费生产时间。
3、同时,在进行烘干的过程中,需要将卷材放入到仓库内,在仓库内有多组仓储架,在进行入库与出库时,往往需要人工进行观察,查看哪一个仓储架为空位,然后再驱使rgv小车将卷材移动至对应的仓储架内。这次是需要工人来回往返进行查看,也浪费了生产时间。
技术实现思路
1、针对上述缺陷,本发明的目的在于提出一种卷材智能加工系统,解决现有技术中,需要人工进行空置仓位的确认从而导致生成时间延迟的问题。
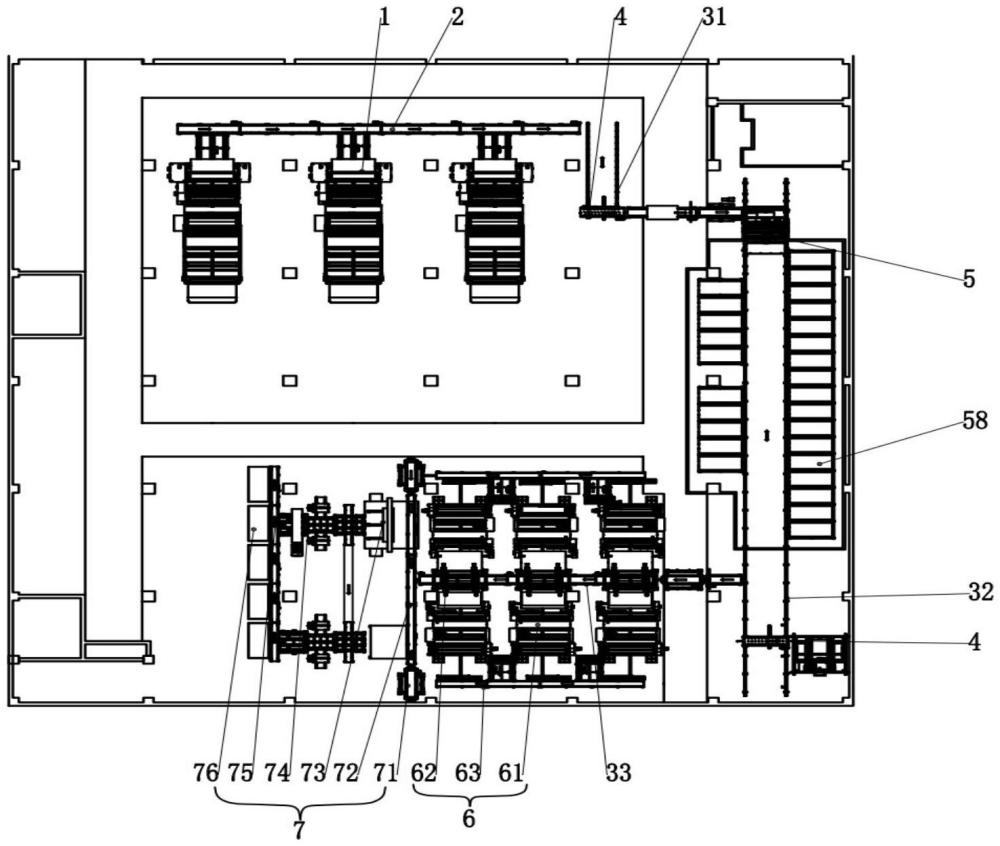
2、为达此目的,本发明采用以下技术方案:一种卷材智能加工系统,包括复合机、导轨、若干rgv小车以及储料机构;
3、所述rgv小车设置于所述导轨内,可沿导轨进行移动;
4、所述导轨包括第一导轨;
5、所述复合机的一侧安装有第一输送带,所述第一输送带的输出端设置于所述第一导轨输入端的一侧,所述第一导轨的输出端设置于所述储料机构输入端的一侧;
6、所述储料机构包括第一轨道,所述第一轨道设置于两个仓储架之间;
7、搬运装置,所述搬运装置活动安装于第一轨道内,所述搬运装置上安装有升降装置以及平移装置;
8、所述升降装置与所述平移装置传动连接,带动所述平移装置进行升降运动;
9、所述平移装置包括第一移动机构以及第二移动机构,所述第一移动机构用于放置卷材,并带动卷材向垂直于第一轨道的方向移动,所述第二移动机构与第一移动机构活动连接,所述第二移动机构带动第一移动机构向垂直于第一轨道的方向移动;
10、当所述搬运装置将卷材移动至对应的仓储架时,执行如下步骤:
11、步骤s1:对仓储架的仓位进行编码,其中编码规则如下:
12、位于同一侧的仓储架的仓位使用奇数进行编码,另一侧的仓储架的仓位使用偶数进行编码,并将位于同一数列的仓位设置为关联组;
13、其中编码的规则为:从搬运装置进入仓储架的方向为编码逐渐变大的方向;
14、上层仓位的编码大于下层仓位的编码;
15、步骤s2:判断上一次存储卷材的仓位编码是否为奇数,若是,则本次存储使用偶数一侧的仓储架,若否,则本次存储使用奇数一侧的仓储架;
16、步骤s3:通过光电传感器获取同一侧空置的仓位的编码,根据仓位编码确定最近的仓位,驱使搬运装置移动至的该仓位。
17、优选的,所述步骤s3中确定最近的仓位具体步骤如下:
18、步骤s31:将空置仓位的编码作为第一编码,从小到大的顺序对第一编码进行排序;
19、步骤s32:获取位于最下层且最小的第一编码,更新第二编码;
20、步骤s33:判断第二编码的关联组内是否含有大于第二编码的第一编码,若不存在,则以该第二编码位的仓位作为最近的仓位,若存在,则执行步骤s34:
21、步骤s34:将上一层关联组的第一编码替代为第二编码;
22、步骤s35:判断第二编码同一层中是否存在小于第二编码的第一编码,若存在,则将该层中最小的第一编码替代为第二编码,执行步骤s33;若不存在,则继续执行步骤s33。
23、优选的,还包括复卷机构以及分拣机构;
24、所述导轨还包括第二导轨以及第三导轨;
25、所述储料机构的输出端设置于所述第二导轨的输入端联接,所述第三导轨设置于所述复卷机构内,所述第三导轨的输入端设置于所述第二导轨的一侧,所述复卷机构的输出端与所述分拣机构的输入端连接;
26、优选的,所述第二移动机构包括支撑件、滚珠丝杆、第一动力组件、丝杆螺母以及连接件;
27、所述第一动力组件安装与所述滚珠丝杆安装于所述支撑件,所述支撑件固定于所述搬运装置,所述第一动力组件与所述滚轴丝杆传动连接,所述滚珠丝杆的长度方向与第一轨道的长度方向垂直,所述丝杆螺母套设于所述滚珠丝杆的外表面,所述丝杆螺母的对立两侧分别固定有所述连接件,所述连接件的安装端与所述第一移动机构连接;
28、所述支撑件还设置有第二轨道,所述第二轨道的长度方向与第一轨道的长度方向垂直,所述第二轨道位于所述滚珠丝杆的左右两侧,所述第一移动机构的底部设置有滑轮,所述滑轮活动安装于所述第二轨道内;
29、所述连接件包括拨叉、插销驱动油缸以及插销,所述拨叉的底端固定于所述丝杆螺母的外侧,所述拨叉面背离所述第一移动机构的一面固定有所述插销驱动油缸,所述插销驱动油缸的活动端穿过所述拨叉,并且安装有所述插哨;
30、所述插销驱动油缸伸展时将所述插销插入所述第一移动机构内;
31、所述插销驱动油缸回缩时将所述插销插抽离所述第一移动机构;
32、所述第一移动机构包括第二动力组件、主动辊、从动辊、皮带、两条第一横梁以及外壳,两条第一横梁分别相向设置在所述外壳内,所述外壳的长度方向与第一轨道的长度方向垂直,所述主动辊与从动辊分别设置于两个第一横梁的两端,所述主动辊与从动辊之间张紧有皮带;
33、所述第二动力组件设置于所述外壳内,所述第二动力组件于所述主动辊传动连接;
34、所述外壳的底部设置有所述滑轮;
35、还包括支撑机构,所述支撑机构固定于所述支撑件,所述支撑机构设位于所述第一移动机构的两侧,且所述支撑机构的水平高度高于所述第一移动机构,所述支撑机构用于为卷材提供支撑力;
36、所述支撑机构包括固定杆以及顶板,所述固定板包括第一杆体与第二杆体,所述第一杆体的底部固定于所述支撑件,所述第一杆体的顶部向所述第二移动机构的方向倾斜连接有所述第二杆体,所述第二杆体的顶端固定有所述顶板,所述顶板沿所述第二移动机构的长度方向延伸。
37、优选的,所述复卷机构包括复卷机、推料装置以及成品输送带,所述第三导轨的两侧分别对称设置有所述复卷机,所述推料装置设置于所述第三导轨的上方,且所述堆料装置位于两台复卷机之间,所述推料装置用于将卷材向两侧推送,所述推料装置用于将所述第三导轨上的卷材推送到复卷机;
38、所述成品输送带与位于同一侧的多个复卷机的输出端连接。
39、优选的,推料装置包括第一机架、摆动架、动力件和两个举升组件;
40、所述第一机架设置于所述第三导轨的上方;
41、所述摆动架可左右摆动地安装于所述第一机架,所述摆动架设有动力输入端、铰接部、第一摆动臂和第二摆动臂,所述铰接部与所述第一机架铰接设置,所述第一摆动臂和所述第二摆动臂左右对称地分布于所述铰接部的左右两侧,所述第一摆动臂的端部安装有第一推卷辊,所述第二摆动臂的端部安装有第二推卷辊,所述动力输入端与所述动力件的输出端连接,所述动力件用于驱动所述摆动架在所述第一机架的左右摆动移动;
42、两个所述举升组件以所述铰接部为中心左右对称地分布于所述摆动架的下方区域,所述举升组件用于抬升物料;
43、所述摆动架的摆动用于带动所述第一推卷辊推送位于右侧的所述举升组件上的物料,或用于带动所述第二推卷辊推送位于左侧的所述举升组件上的物料。
44、优选的,所述举升组件包括翻板、举升气缸、支撑部和第一安装座;
45、所述第一安装座固定安装于所述第一机架的底部,所述举升气缸固定安装于所述第一安装座,所述支撑部的一端固定安装于所述第一安装座的顶部,所述支撑部的另一端相抵于所述翻板的一端的底部,所述翻板的中部或另一端与所述举升气缸的输出端连接;
46、所述举升气缸用于推动抬升所述翻板的中部或另一端,所述翻板用于承载物料;
47、还包括第一枕梁,所述第一枕梁设于所述翻板与所述支撑部之间;
48、还包括活动底座,所述活动底座的一端固定安装于所述第一机架顶部的下表面,所述活动底座的另一端与所述摆动架的铰接部可转动地连接;
49、还包括第二横梁,所述第二横梁间隔分布于所述第一机架的顶部,所述第二横梁的下表面固定安装所述活动底座;
50、所述动力件包括第一动力子件和第二动力子组件;
51、所述第一动力子件和所述第二动力子组件在前后方向上分别设于所述第一机架顶部的两端;
52、所述第一动力子件包括第二气缸、第三气缸和传动块,所述第二气缸和所述第三气缸的两个输出端水平相对设置,所述传动块的一端与所述第二气缸的输出端固定连接,所述传动块的另一端与所述第三气缸的输出端固定连接,并且所述传动块与所述摆动架的动力输入端铰接;
53、所述摆动架为倒y形金属构件,所述动力输入端设于所述倒y形金属构件的顶部,所述铰接部设于所述倒y形金属构件的中部,所述第一摆动臂和所述第二摆动臂分别为所述倒y形金属构件的底部的两个分叉臂。
54、优选的,所述分拣机构包括转向机、集中输送带、包装机、卸料装置、分料输送带以及成品存储箱;
55、所述转向机设置于成品输送带与集中输送带之间;
56、所述包装机设置于集中输送带的一侧,所述包装机的输出端与所述卸料装置输入端连接,所述卸料装置的输出端与分料输送带连接,多个所述成品存储箱沿所述分料输送带的长度方向等距离设置。
57、优选的,所述卸料装置包括第二机架、运输机构、推卷板、顶升机构和翻转机构;
58、所述运输机构架设于所述第二机架的上表面,所述运输机构用于运输卷材;
59、所述顶升机构安装于所述第二机架,且所述顶升机构位于所述运输机构的输出端,所述顶升机构的输出面铰接有所述推卷板,所述推卷板用于承接位于所述运输机构的输出端的物料,所述顶升机构用于抬升位于所述推卷板的物料;
60、所述翻转机构的输出端与所述推卷板连接,所述翻转机构用于驱动所述推卷板相对于所述顶升机构的输出面作往复地翻转;
61、所述顶升机构包括顶升气缸、驱动连杆、支撑台和铰接件;
62、所述驱动连杆竖直设置,所述顶升气缸的输出端与所述驱动连杆的底部连接,所述驱动连杆的顶部与所述支撑台的底部固定连接;所述支撑台通过铰接件与所述推卷板铰接;
63、所述顶升气缸用以驱动所述驱动连杆在竖直方向上的升降,所述驱动连杆的升降用于带动所述支撑台在竖直方向上的升降,所述支撑台用以安装所述推卷板;
64、所述翻转机构包括安装板、翻转气缸、翻转连杆和第二安装座;
65、所述安装板竖直设置且所述安装板的一侧固定安装于所述支撑台的一侧,所述第二安装座固定安装于所述安装板,所述翻转气缸竖直安装于所述第二安装座,所述翻转气缸的输出端与所述翻转连杆的一端连接,所述翻转连杆的另一端与所述推卷板铰接,所述翻转气缸用于驱动所述推卷板翻转。
66、优选的,所述顶升机构和所述翻转机构的数量为至少为两个,且一所述顶升机构与一所述翻转机构构成第一组合,另一所述顶升机构与另一所述翻转机构构成第二组合,所述第一组合设置于所述第二机架的后端的左侧,所述第二组合设置于所述第二机架的后端的右侧;
67、还包括安装平台,所述安装平台水平设置于所述第二机架的后端,所述安装平台固定安装所述第二机架,所述顶升机构安装于所述安装平台;
68、所述运输机构包括运输带、若干个传动轴、输送电机和若干个支座。
69、若干个支座均匀分布于所述第二机架的上表面,若干个所述传动轴通过若干所述支座沿前后方向排列地可转动地设于所述第二机架的上表面,前后正对设置的两两所述传动轴外套有同一所述运输带,所述输送电机安装在所述第二机架上,所述输送电机的输出端与任一所述传动轴连接,所述输送电机用于驱动所述传动轴转动,所述传动轴的转动带动所述运输带的转动。
70、还包括至少两个减速装置,所述减速装置设置于所述第二机架靠近所述顶升机构的两侧,一所述减速装置固定安装于所述第二机架的左侧,另一所述减速装置固定安装于所述第二机架的右侧,所述减速装置用于降低卷材速度;
71、所述减速装置包括减速气缸、减速丝杆和减速凸部,所述减速气缸固定安装于所述第二机架的侧边,所述减速丝杆的一端与所述减速气缸的输出端连接,所述减速丝杆的另一端与所述减速凸部固定连接;
72、所述减速气缸用以驱动是减速丝杆在竖直方向上的升降,所述减速丝杆的升降用于带动所述减速凸部在竖直方向上的升降,所述减速凸部用以降低卷材速度;
73、所述推卷板包括主板、两个副板和底板,一所述副板的一侧与所述主板的前侧固定连接,另一所述副板的一侧与所述主板的后侧固定连接,两个所述副板向上倾斜设置,所述主板固定安装于所述底板的上方,所述底板的前侧与所述顶升机构铰接,所述底板的后侧与所述翻转机构的连接;
74、还包括至少两个脱离气缸、第二枕梁、至少两个安装梁和两个脱离连杆;
75、所述第二枕梁水平设置于所述运输机构远离所述顶升机构一侧的下方,两所述脱离气缸水平对称设置于所述第二枕梁的左右两侧侧;所述脱离气缸的输出端与所述脱离连杆的底部连接,所述脱离连杆的顶部与所述安装梁的底部固定连接;所述安装梁的顶部与所述运输机构的底部固定连接;一所述安装梁设置于所述运输机构的左侧,另一所述安装梁设置于所述运输机构的右侧;
76、所述脱离气缸用以驱动所述脱离连杆在竖直方向上的升降,所述脱离连杆的升降用于带动所述运输机构的前部在竖直方向上的升降。
77、上述技术方案中的一个技术方案具有如下优点或有益效果:在进行卷材的存储时,通过上一次存储仓位的编码确定本次存储的位置,可以避免单一侧的仓位存储过多卷材,不便于后续的出库操作。而当需要搬运卷材进行存储时,可以通过空置的仓位的编码以及关联组,迅速找出离搬运装置最近的仓位,此时无序人工进行观察也能迅速找出最近的仓位,提高了仓储的效率。
本文地址:https://www.jishuxx.com/zhuanli/20241021/321095.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表