一种电动推杆及其生产线、生产工艺的制作方法
- 国知局
- 2024-11-06 14:23:22
本技术涉及电动推杆,尤其是涉及一种电动推杆及其生产线、生产工艺。
背景技术:
1、电动推杆是一种将电动机的旋转运动转变为推杆的直线往复运动的电力驱动装置,可作为执行机械使用,多用于家用电器、厨具、医疗器械、汽车等行业的运动驱动单元,传统的直线电动推杆,丝杆与电机驱动轴的采用刚性联轴器连接,以实现传动。
2、目前,市面上的汽车电动尾门撑杆有一部分还是采用传统结构,撑杆的阻力主要是源于电机减速箱以及零部件的转动摩擦力,这些摩擦力往往不能抵抗尾门的重量,因此在运行的过程中会出现尾门下掉的现象,有些甚至无法实现悬停,因此需要尾门两边都需安装同样的电动尾门撑杆才能解决上述的问题。目前市场上电动撑杆大致分为两种,一种是单杆电动撑杆、一种是双杆电动撑杆,其中单杆电动撑杆虽然成本较低,但整体效果差,运行不稳定、在即将关门阶段尾门会有抖动现象。
技术实现思路
1、为了改善电动撑杆在即将关门阶段尾门会有抖动现象的问题,本技术提供一种电动推杆及其生产线、生产工艺。
2、本技术提供的一种电动推杆采用如下的技术方案:
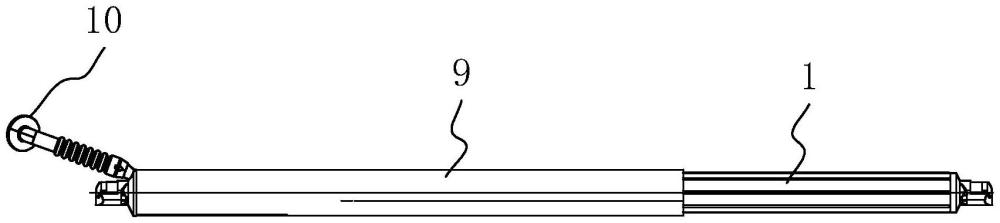
3、一种电动推杆,包括支撑管塑料壳体、球窝总成、电机端塑料壳体、丝杆外壳体、丝杆、丝杆螺母管、密封环以及弹簧;两个球窝总成设置于支撑管塑料壳体以及电机端塑料壳体的两端;电机端塑料壳体内安装有电机减速箱总成,电机减速箱总成包括电机以及减速箱,丝杆未设置螺纹的一端穿过丝杆外壳体后与减速箱输出端连接,丝杆外壳体通过轴承与丝杆转动连接,密封环设置于电机端塑料壳体内在丝杆未设置螺纹的位置,丝杆外壳体与密封环之间还设置有密封圈;丝杆与丝杆螺母管螺旋配合,丝杆螺母管与支撑管塑料壳体内壁固定连接,弹簧套设在电机端塑料壳体的内壁以及支撑管塑料壳体的外壁,丝杆外壳体在丝杆穿出的位置设置有平推轴承,丝杆外壳体在平推轴承背面设置有垫片,平推轴承被弹簧抵紧于丝杆外壳体端部;减速箱输出端与丝杆之间通过阻尼器连接;位于电机端塑料壳体端的球窝总成、电机端塑料壳体以及丝杆外壳体为一体式激光焊接。
4、可选的,所述电机上端安装有霍尔板,所述霍尔板用于感应电流变化切断或开启电机供电完成尾门关闭或者开启动作。
5、本技术提供的一种电动推杆的生产线采用如下的技术方案:
6、一种电动推杆的生产线,依次包括丝杆加工系统、压装衬套系统、电机组件组装系统、弹簧喷油系统、总称装配系统以及性能检测系统;
7、所述弹簧喷油系统包括用于对弹簧喷涂油脂的喷涂装置以及用于对弹簧是否喷涂完成进行检测的检测装置,所述检测装置包括支架、升降设置于所述支架上的检测架、转动设置于所述检测架上的检测杆、用于对弹簧内侧光照检测的光检机构、以及对弹簧喷涂存在缺陷进行标记的标记机构以及用于对弹簧油脂未干燥位置进行烘干的速干机构;所述检测杆插接于弹簧内。
8、可选的,所述光检机构包括光源、两个平面镜以及摄像机,所述检测杆内设置有光检腔,所述光检腔设置为l状,所述光检腔的水平段为开口设置,所述摄像机固定在所述光检腔的竖直段内,所述光源固定在所述光检腔水平段开口处的上端,所述光源正对弹簧内壁,所述平面镜固定在所述光检腔内水平段与竖直段的拐角处,且所述平面镜与所述光检腔的水平段或者竖直段夹角均为45°。
9、可选的,所述标记机构包括装有荧光粉的标记罐、毛刷、用于运输所述毛刷的运输组件以及用于控制运输组件运动的触发组件,所述检测杆位于所述光检腔的水平段下方设置有标记腔,所述标记罐设置于运输组件上,所述毛刷被所述运输组件运动至与弹簧油脂缺陷的位置抵接,所述标记罐设置有下料口,所述下料口上安装有电磁阀。
10、可选的,所述运输组件包括滑动设于所述标记腔内的运输架、两个转动设置于所述运输架上的卷绕辊、套设于两个运输件上的运输件以及用于控制任一个所述卷绕辊转动的控制部,所述标记罐固定在所述运输架上,所述毛刷固定在所述运输件的上表面且所述毛刷上刷毛正对所述下料口。
11、可选的,所述控制部包括第一电推杆、控制绳、与所述控制绳末端固定连接的齿条、与所述齿条啮合连接的齿轮以及第一定滑轮,所述检测杆设置有与所述标记腔连通的控制腔,所述第一电推杆固定在所述检测杆的顶端,所述控制绳的首端与所述第一电推杆的输出端固定连接,所述第一定滑轮转动设置于所述标记腔内,且将所述控制绳与所述齿条连接的位置导向为水平,所述齿条弹性设置于所述运输架上且所述齿轮转动设置于所述运输架上,所述齿轮与对应所述卷绕辊同轴固定。
12、可选的,所述触发组件包括第二电推杆、触发绳、第二定滑轮以及弹性件,所述运输架与所述标记腔通过弹性件沿着水平方向弹性设置,所述第二电推杆也固定在所述检测杆的顶端且所述触发绳一端与所述第二电推杆的输出端固定连接,所述第二定滑轮也设置于所述标记腔内,所述触发绳的末端绕过所述第二定滑轮后与所述运输架固定连接,所述触发绳绕过所述第二定滑轮后的部分也为水平设置。
13、可选的,所述速干机构包括供风组件、设置于所述光检腔上方的风管、与所述风管末端连接的出风口以及用于控制所述出风口摆动的摆动组件,所述供风组件设置于外部环境,所述风管从所述检测杆内穿出,所述出风口倾斜设置且正对所述光检腔对应弹簧的位置。
14、本技术提供的一种电动推杆的生产工艺采用如下的技术方案:
15、一种电动推杆的生产工艺,包括如下步骤:
16、丝杠端部铆接,丝杠喷油、装螺母管;
17、衬套压装、轴承压装、扣铆轴承挡圈;
18、电机组件组装,激光焊接;
19、弹簧喷油;
20、对弹簧内侧以及外侧油脂是否符合标准进行检测;
21、总成装配:弹簧压装、扣压球窝;
22、撑杆性能检测、激光打标。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1. 当电机转动经过减速箱减速后带动丝杆转动,丝杆转动通过其丝杆螺母,进而实现电机端塑料壳体与支撑管塑料壳体之间伸缩运动,其中阻尼器连接在丝杆上,给丝杆一个阻尼力矩,防止尾门出现下掉现象,让尾门具有更好的悬停效果,优化电动推杆的性能;
25、2. 当逐渐将检测杆放入至弹簧的内侧时,此时开启光源,光源将弹簧内侧对应光检腔的开口处对应位置照亮,此时摄像机通过将平面镜反射的弹簧内侧情况记录,工作人员只需要通过观察摄像机记录的弹簧情况即可判断弹簧内侧是否存在油脂喷涂不均匀的位置,或者未干燥的位置,并且结合检测杆在弹簧内侧转动,能够全面对弹簧内侧进行检测;
26、3. 毛刷上的刷毛正对下料口,即为当下料口开启时,此时荧光粉掉落至毛刷上,控制第一电推杆朝向上运动,在第一定滑轮的作用下,控制绳拉动齿条朝向远离弹簧的方向运动,在两个卷绕辊与运输件的摩擦力作用下,运输件开始朝向弹簧内侧方向转动,运输件将毛刷朝向弹簧内壁运动,当毛刷运动至位于运输件最外侧时,此时毛刷与弹簧内壁抵接且毛刷发生挤压,毛刷上荧光粉粘附在弹簧上,本实施例中默认荧光粉不会飘落至其他位置,即使荧光粉发生散落,弹簧内壁与毛刷抵接的位置荧光粉也是最多的,因此工作人员只需要观察弹簧内壁是否有荧光粉或者荧光粉最多位置即为弹簧上油脂存在缺陷的位置。
本文地址:https://www.jishuxx.com/zhuanli/20241106/321747.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表