一种用于电脑横机的疵点在线检测方法及系统
- 国知局
- 2024-11-06 14:37:45
本发明涉及针织面料疵点检测,尤其涉及一种用于电脑横机的疵点在线检测方法及系统。
背景技术:
1、电脑横机能够根据预设的程序自动编织各种复杂图案和形状的针织产品,大大提高了生产效率和产品质量。然而,在生产过程中,针织面料可能会出现各种疵点,如断线、跳针、错纱、纱线拉毛等。这些疵点不仅影响产品的外观质量,还会影响其使用性能。因此,对电脑横机生产过程中针织面料疵点的实时检测具有重要意义。
2、随着计算机视觉技术和图像处理技术的发展,基于机器视觉的在线疵点检测方法逐渐受到关注。现有的机器视觉疵点检测方法大多采用静态图像采集和处理技术,通过对采集到的针织面料图像进行分析,检测出其中的疵点。然而,这些方法在面对复杂多变的针织面料图案和颜色时,检测效果往往不理想。特别是在织物质量检测中,需要双面检测来确保全面的质量控制。此外,现代电脑横机的编织速度非常快,对实时检测提出了更高的要求。在电脑横机的落布区,织物在靠近牵引罗拉的位置仍然存在张力,使得布面较为平整,疵点检测较容易。然而,远离牵引罗拉的位置处由于失去张力,布面平整性降低,疵点检测变得困难。同时,靠近牵引罗拉的位置空间狭小,对检测设备的体积和布局提出了严格的要求。
3、为了克服上述问题,亟需提供一种基于视觉的电脑横机疵点在线检测方法,能够在生产过程中实时监控针织面料质量,及时发现和识别各种疵点,并通过反馈机制实现对生产过程的动态调整,提高产品质量和生产效率。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种用于电脑横机的疵点在线检测方法及系统,实现了生产过程中实时监控针织面料质量,及时发现和识别各种疵点,并通过反馈机制实现对生产过程的动态调整,提高产品质量和生产效率。
2、本发明提供的一种用于电脑横机的疵点在线检测方法,包括如下步骤:
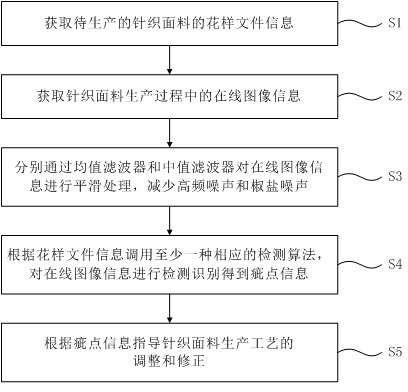
3、1)获取待生产的针织面料的花样文件信息;
4、2)获取所述针织面料生产过程中的在线图像信息;
5、3)分别通过均值滤波器和中值滤波器对所述在线图像信息进行平滑处理,减少高频噪声和椒盐噪声;
6、4)根据所述花样文件信息调用至少一种相应的检测算法,对所述在线图像信息进行检测识别得到疵点信息;所述检测算法至少包括多网眼结构面料检测算法、单一颜色面料检测算法、多种颜色面料检测算法和复杂纹理面料检测算法;
7、所述多网眼结构面料检测算法包括如下步骤:
8、采用边缘提取算法获得多网眼结构面料的边缘轮廓信息,再采用形态学闭运算填充所述边缘轮廓信息中的小孔洞,使网眼轮廓完整;
9、采用轮廓提取算法对多网眼结构面料的每个网眼进行尺寸和形状的统计分析,计算各网眼的面积和周长,识别其中的异常网眼为疵点,并标记疵点的位置,统计疵点数量和分布情况;
10、5)根据所述疵点信息指导所述针织面料生产工艺的调整和修正。
11、进一步的,所述步骤2)中,获取所述在线图像信息时,通过调整光照条件,减少高光区域,以避免光源不均匀或反光造成的亮斑,再通过直方图均衡化技术减少光照不均匀的影响。
12、进一步的,所述均值滤波器按如下公式执行:
13、;
14、所述中值滤波器按如下公式执行:
15、;
16、其中:ismooth(x,y)为滤波后的图像 ,i(x+s,y+t)为待处理图像;
17、m和n为滤波器的尺寸;
18、s、t为以( x, y)为中心的邻域内的偏移量;
19、s为滤波器的邻域。
20、进一步的,所述单一颜色面料检测算法包括如下步骤:
21、根据局部图像统计特性,通过阈值处理将所述在线图像信息转换为二值图像,再使用形态学去除所述二值图像中的小斑点和孤立像素;
22、对所述二值图像的每个轮廓进行提取后,识别其中尺寸、形状异常的位置为疵点,并标记疵点的位置,统计疵点数量和分布情况。
23、进一步的,所述多种颜色面料检测算法包括如下步骤:
24、对所述在线图像信息的颜色空间进行区域分割,将其分割成若干单色区域;首先将图像转换至hsv或lab颜色空间,再对颜色空间中的每个像素 x i进行k-means聚类,获得像素 x i的聚类标签 c i;更新每个聚类的中心 u j,使其等于分配到该中心的所有像素的平均值;
25、其中,;
26、;
27、 c j为分配到聚类中心 u j的所有像素的集合,为集合的大小;
28、采用所述单一颜色面料检测算法分别对各单色区域进行疵点识别,并标记疵点的位置,统计疵点数量和分布情况。
29、进一步的,所述复杂纹理面料检测算法包括如下步骤:
30、对经平滑处理的所述在线图像信息进行纹理特征提取,获得检测特征向量;
31、将所述检测特征向量输入到训练好的分类模型中,进行分类预测,对检测出的疵点区域进行标记,统计疵点数量和分布情况。
32、进一步的,所述分类模型的训练包括如下步骤:
33、获取所述复杂纹理面料的训练图像;
34、分别通过均值滤波器和中值滤波器对所述训练图像进行平滑处理,减少高频噪声和椒盐噪声;
35、通过滤波器对所述训练图像进行卷积,提取出不同方向、尺度下的纹理特征图;
36、;
37、其中, t k为滤波器 f k对训练图像 i进行卷积后的纹理特征图, t k( x, y)表示纹理特征图 t k在( x, y)处的值, k表示不同的滤波器类型,( x, y)表示训练图像 i中的像素坐标;
38、将所述纹理特征图构建成训练特征向量;
39、;
40、;
41、其中, g k为全局统计特征, m和 n分别为纹理特征图 t k的宽度和高度;
42、 g为训练特征向量,长度为k,包含了所有滤波器的全局统计特征;
43、将所述训练特征向量作为训练数据,使用分类算法训练并得到所述分类模型。
44、另,本发明还提供了一种用于上述的疵点在线检测方法的检测系统,包括图像采集装置、驱动装置、照明装置和图像处理模块;
45、所述图像采集装置设置于电脑横机的牵引罗拉下方的两侧,并靠近牵引罗拉设置,用于针织面料的在线图像采集,所述图像采集装置与电脑横机的主机通信连接;
46、所述驱动装置与图像采集装置传动连接,用于驱动所述图像采集装置沿平行于牵引罗拉轴线的方向移动,所述驱动装置与电脑横机的主机通信连接;
47、所述照明装置设置于牵引罗拉下方的两侧,位于所述图像采集装置的上方,所述照明装置的照射角度和亮度均可调,所述照明装置与电脑横机的主机通信连接;
48、所述图像处理模块与电脑横机的主机通信连接。
49、进一步的,所述图像采集装置包括相机支架、高性能彩色相机和镜头;所述牵引罗拉下方的两侧对称的设置有所述相机支架,所述相机支架上设置有所述高性能彩色相机,所述高性能彩色相机上设置有所述镜头;
50、所述驱动装置包括轨道杆和直线电机,所述牵引罗拉下方的两侧对称的设置有所述轨道杆,所述轨道杆上均滑动连接有所述相机支架,所述直线电机与相机支架传动连接,用于驱动所述相机支架沿所述轨道杆滑动;
51、所述照明装置为线性led灯管。
52、相对于现有技术而言,本发明的有益效果是:
53、本发明将图像采集装置布置在落布区内靠近牵引罗拉的位置,为检测算法提供良好的图像输入,针对不同结构的针织面料开发专门的检测算法,通过专门开发的检测算法,本发明提供的检测方法具有更高的检测精度和实时性,特别适用于各种复杂图案和颜色的针织面料疵点检测。通过双面检测和实时反馈机制,本发明确保了对针织面料质量的全面监控和动态调整,有效提升了生产效率和产品质量。
54、应当理解,技术实现要素:部分中所描述的内容并非旨在限定本发明的实施例的关键或重要特征,亦非用于限制本发明的范围。本发明的其它特征将通过以下的描述变得容易理解。
本文地址:https://www.jishuxx.com/zhuanli/20241106/323194.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表