一种基于COMSOL模拟计算实现激光增材制造层间冷却的函数控制方法
- 国知局
- 2024-11-18 18:15:13
本发明属于激光增材制造数值模拟,具体涉及一种基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法。
背景技术:
1、激光增材制造是增材制造领域中最普遍的技术之一,它以激光为能量源,运用“分层+堆积”的思想,使用激光热源熔化粉末,由点到线再到面,逐层堆积,最终得到三维实体零件,能够实现高致密高性能复杂结构零件的快速制造,在航空航天、生物医疗和汽车工业等相关行业得到了广泛的应用。目前普遍采用有限元软件来(comsol multiphysics)对激光增材制造过程的温度场和应力场进行数值模拟,从而能够观察到增材制造冶金过程中粉末快速加热熔化、冷却凝固涉及到的复杂温度变化、相转变及热行为变化等,以更好的指导实验过程进而提高零部件的制造效率和成型质量,
2、但是由于激光增材制造热输入量高且在金属沉积过程中,热量的传导方向有熔池传递到基板,随着沉积层数的增加,传热路径加长,散热方式由熔池到基板的热传递转变为周围环境热对流,容易产生热积累,使整体结构温度增加导致熔池形貌不稳定、轨迹形态不均匀,对成形质量影响较大,因此,在激光增材制造过程中减少热量积累、减少温度场的分布不均匀和降低残余应力是得到良好构件的关键因素。
3、当前,在激光增材制造的数值模拟研究中,大多数模型仅考虑了激光热量输入、相变、热对流以及热传导等物理过程和物理现象,而并没有结合实际情况对激光增材制造模拟中的层间冷却方法进行描述,因此,针对现有技术不足,本发明提出了一种利用comsol模拟计算实现激光增材制造层间冷却的函数控制方法,用于为激光增材制造的优化设计、实际应用和质量控制提供理论依据和技术支持。
技术实现思路
1、针对现有的激光增材制造的数值模拟研究模型仅考虑了物理过程和物理现象的变化,而并未结合实际情况对激光增材模拟中的层间冷却方法进行描述的缺陷和问题,本发明提供一种基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法。
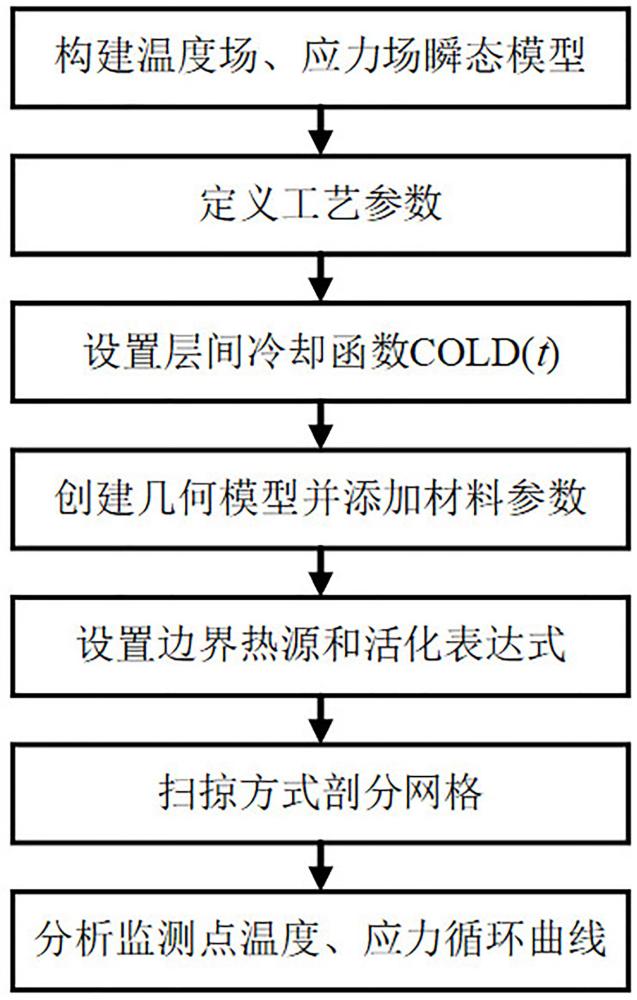
2、本发明解决其技术问题所采用的方案是:一种基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,包括以下步骤:s1、建立物理模型;
3、在comsol中,利用温度场和应力场的瞬态模型接口,设置对应的物理场和边界条件,以模拟激光增材制造过程中的热传递和应力分布;
4、s2、定义工艺参数;
5、包括熔道长度l、冷却时间cold、每道激光所用时间dt、激光扫描速度laser_speed;其中每道激光所用时间dt=l/laser_speed;
6、s3、设置层间冷却函数;
7、输入与时间变化相关的层间冷却函数cold(t),该函数在层间冷却时段内使热源flux的作用减弱或停止,以达到控制层间冷却速率的目的;且确保所述层间冷却函数cold(t)与所用热源flux相乘即可实现层间冷却功能;
8、s4、创建几何模型与添加材料参数;
9、在comsol中创建几何模型,明确熔覆层数n和熔道数m,并在材料库中添加材料参数;
10、s5、设置边界热源与活化表达式;
11、根据层数n和熔道数m,为每道熔覆过程设置边界热源,并输入活化表达式,以控制热源在时间和空间上的作用;
12、s6、网格剖分与计算设置;
13、采用扫掠方式剖分网格,确保网格质量满足计算要求;在研究设置中,设置输出时步,以捕获关键时间点的温度和应力变化;
14、s7、结果分析;
15、根据计算结果,分析监测点的温度和应力循环曲线,评估层间冷却函数对制造过程的影响;通过调整层间冷却函数和工艺参数,优化制造过程中的热应力分布,提高制造件的质量和性能。
16、进一步地,所述步骤s2中还包括定义热源表达式flux,所述热源为高斯体热源,其表达式为:
17、
18、上式中,a为熔道对激光能量的吸收率,laser_power为激光功率,pi约为3.14,yita为激光穿透深度,laser_spot为激光光斑半径,r_focus和z_focus为激光光斑中心点的三维坐标。
19、进一步地,所述步骤s3中层间冷却分段函数cold(t)如下:
20、cold(t)=1;((n-1)×m)×dt+(n-1)×cold≤t≤(n×m)×dt+(n-1)×cold
21、cold(t)=0;(n×m)×dt+(n-1)×cold≤t≤(n×m)×dt+n×cold。
22、进一步地,所述步骤s4中材料参数包括恒压热容、导热系数、热膨胀系数、密度、杨氏模量和泊松比。
23、进一步地,所述步骤s5中n层m道的几何模型,层与层之间的冷却时间为cold;
24、在第一层首个熔道的边界热源公式均为flux×if(rrt<dt,1,0);
25、第一层第h个熔道的边界热源公式为:
26、flux×if(t>(h-1)×dt,if(t<h×dt,1,0),0)
27、其中1≤h≤m;
28、第n-1层冷却完成后,热源作用在第n层的第h个熔道的边界热
29、源公式为:
30、flux×if(t>((n-1)×m+(h-1))×dt+(n-1)×cold,if(t<((n-1)×m+h)×dt+(n-1)×cold,1,0),0)
31、输入的活化表达式中,首层的活化表达式通用为:t>0
32、第n层的活化表达式为:t>((n-1)×m)×dt+(n-1)×cold。
33、进一步地,所述步骤s6中研究设置输出时步为:
34、range(0,dt/100,(n×m)×dt+n×cold)。
35、与现有技术相比,本发明的有益效果是:
36、本发明提供的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,通过引入了一个与热源flux相乘的层间冷却函数cold(t),该函数通过分段控制的方式,在激光增材制造过程中实现了对热源的有效控制和层间冷却的精确管理;通过调整n、m、dt和cold的值,可以实现任意道间和层间的冷却策略,满足不同材料和工艺的需求;分段函数的设计使得冷却时间和热源作用时间可以精确控制,提高了制造过程的稳定性和可重复性;本发明数值模拟方法通过模拟预测制造过程中的热行为和应力状态,能够显著减少实验次数和材料消耗,加速了新工艺和新材料的开发过程;本发明的层间冷却函数及其与边界热源公式的联用机制为激光增材制造过程提供了一种高效、精确且灵活的控制方法。
技术特征:1.一种基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:所述步骤s2中还包括定义热源表达式flux,所述热源为高斯体热源,其表达式为:
3.根据权利要求1所述的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:所述步骤s3中层间冷却分段函数cold(t)如下:
4.根据权利要求1所述的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:所述步骤s4中材料参数包括恒压热容、导热系数、热膨胀系数、密度、杨氏模量和泊松比。
5.根据权利要求1所述的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:所述步骤s5中n层m道的几何模型,层与层之间的冷却时间为cold;
6.根据权利要求1所述的基于comsol模拟计算实现激光增材制造层间冷却的函数控制方法,其特征在于:所述步骤s6中研究设置输出时步为:
技术总结本发明公开了一种基于COMSOL模拟计算实现激光增材制造层间冷却的函数控制方法,涉及激光增材制造数值模拟技术领域,包括以下步骤:基于COMSOL物理场接口添加温度场和应力场瞬态模型;定义工艺参数和热源表达式Flux;输入与时间变化相关的层间冷却函数COLD(t);创建几何模型和添加材料参数;选择熔道的边界热源和输入活化表达式;利用扫掠方式剖分网格计算网格节点温度并在研究设置中设置输出时步;根据节点计算结果分析监测点温度、应力循环曲线。本发明方法适用于激光增材制造中任意热源模型,具有简便、通用的特点,通过对时间步长的控制有较高的计算精度,可为激光增材制造中的层间冷却提供相关理论依据和技术支持,具有实际指导意义。技术研发人员:闫学伟,贾诗瑶,杨雪梅,赵佳航,张思源,文振华受保护的技术使用者:郑州航空工业管理学院技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/327815.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。