用于组装电动车辆的电池组的电池焊接系统的制作方法
- 国知局
- 2024-11-19 09:39:50
本公开涉及一种电池焊接系统,更具体地,涉及一种用于组装应用于电动车辆的电池组的电池焊接系统,该电池焊接系统能够在电池焊接过程中自动抑制火灾的发生。
背景技术:
1、随着全球范围内对电动车辆的需求不断增加,对电动车辆中安装的电池的需求也在增加。
2、由于电动车辆采用由一组多个可充电电池单元组成的高压电池作为主动力源,因此没有废气且噪音很小。
3、应用于电动车辆的电池包括电池模块组件,在电池模块组件中组装有多个电池单元。这种电池以电池组组件的形式安装在电动车辆上,在电池组组件中多个电池模块组件电连接。
4、另一方面,电池组组件可以通过电池组装线中的电池组装系统进行组装。在电池组装线中,可以执行堆叠电池材料(例如,电池单元)和激光焊接堆叠的电池材料(例如,电池模块组件)的焊接工艺。
5、然而,在这样的电池焊接工艺中,由于诸如电池材料的电短路、焊接热等各种火灾原因,可能在电池材料中发生火灾。
6、如果在上述电池焊接工艺中发生火灾,则整个电池组装线的运行都会停止。因此,工人在焊接工艺中手动排出发生火灾的部件,并通过单独设置的灭火设施来抑制电池材料的燃烧。
7、因此,当电池材料中发生火灾时,由于操作人员手动排出发生火灾的部件,因此需要花费大量时间来扑灭最初的火,这可能会增加电池焊接设施的火灾损失规模。
8、另外,由于工人手动排出发生火灾的部件并灭火,因此可能会造成工人因火灾中毒、烧伤等二次人身伤亡。
9、在本背景技术部分中公开的上述信息仅用于增强对本公开的背景的理解,因此可以包含不形成本领域普通技术人员在该国已知的现有技术的信息。
技术实现思路
1、本公开提供一种能够在电池部件的焊接工艺中通过自动排出发生火灾的电池部件来灭火的电池焊接系统。
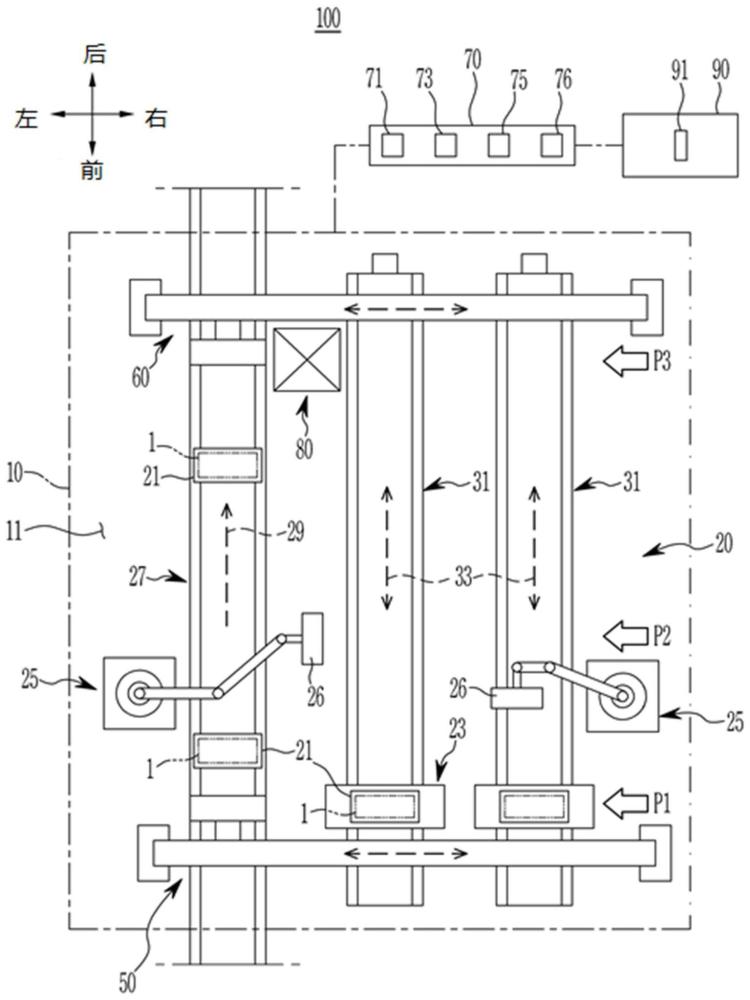
2、电池焊接系统可以包括:焊接室(例如,在其中形成有内部空间);焊接单元,安装在焊接室的内部并被构造为焊接沿预定传送路径传送的电池部件;部件装载模块和部件卸载模块,均安装在焊接室的内部并被构造为分别在传送路径的预定的部件装载位置和部件卸载位置处装载和卸载电池部件;以及火灾检测单元(例如,安装在焊接室中),被配置为检测电池部件中发生的火灾。
3、火灾检测单元可以包括安装在焊接室的内表面上的至少一个火焰检测传感器、至少一个烟雾检测传感器和至少一个热成像摄像头。
4、火灾检测单元可以进一步包括安装在焊接室的内表面上的cctv。
5、电池焊接系统可以进一步包括灭火材料储存罐,灭火材料储存罐安装在焊接室内部传送路径的预定的部件卸载位置附近。
6、灭火材料储存罐可以包括安装在焊接室内部的底部的基部和安装在基部的上部并被构造为储存灭火材料的罐部。
7、罐部可以通过至少一个支撑弹簧安装在基部的上表面。
8、罐部可以包括被构造为容纳灭火材料的罐主体和沿竖直方向可旋转地安装在罐主体的上部的一对罐盖。
9、罐部可以进一步包括安装在罐主体中并连接到一对罐盖的复位弹簧。
10、发生火灾的电池部件可以通过传送路径被传送到预定部件卸载位置。
11、部件卸载模块可以被构造为在预定部件卸载位置处卸载发生火灾的电池部件,并且将电池部件放入灭火材料储存罐的内部。
12、电池焊接系统可以进一步包括控制器,该控制器被配置为在火灾检测单元确定电池部件发生火灾时向焊接单元和部件卸载模块施加控制信号。
13、焊接单元可以被移动到传送路径上预定的撤离位置。
14、可以将发生火灾的电池部件移动到传送路径的预定部件卸载位置。
15、部件卸载模块可以被构造为在预定部件卸载位置处夹持发生火灾的电池部件,将电池部件传送到灭火材料储存罐,并将电池部件放入灭火材料储存罐的内部。
16、控制器可以被配置为在通过操纵火灾按钮判断电池部件发生火灾时向焊接单元和部件卸载模块施加控制信号。
17、电池焊接系统可以进一步包括灭火气囊模块,灭火气囊模块安装在部件卸载模块中并且被构造为从控制器接收控制信号并展开气囊。
18、焊接单元可以包括:部件托盘,在焊接室内部沿主传送带传送,并且在其上安装有电池部件;夹紧夹具,在焊接室内部沿辅助传送带传送,并被构造为夹紧部件托盘;以及焊接机器人,安装在焊接室的内部并且被构造为焊接在夹紧夹具中夹紧的部件托盘上的电池部件。
19、主传送带可以被设置为沿预定的传送路径穿过焊接室。
20、辅助传送带可以与主传送带平行地被设置在焊接室的内部。
21、部件装载模块可以被构造为将沿着主传送带传送的部件托盘传送到辅助传送带上的夹紧夹具。
22、部件卸载模块可以被构造为将由焊接机器人在辅助传送带上完成焊接工艺的电池部件与部件托盘一起传送到主传送带。
23、辅助传送带可以设置在焊接室的内部,数量至少为两个。
24、用于组装电动车辆的电池组的系统可以包括电池焊接系统。
25、根据本公开的实施例,可以缩短电池部件的初始灭火时间,可以减少因火灾造成的电池焊接设备和电池产量的损失规模,并且可以缩短系统的非运行时间。
26、通过实施例可以获得或预测的其它效果将在本公开的详细描述中明确或隐含地进行描述。也就是说,将在下面的详细描述中描述根据实施例预测的各种效果。
技术特征:1.一种电池焊接系统,包括:
2.根据权利要求1所述的电池焊接系统,其中所述火灾检测单元包括安装在所述焊接室的内表面上的至少一个火焰检测传感器、至少一个烟雾检测传感器和至少一个热成像摄像头。
3.根据权利要求2所述的电池焊接系统,其中所述火灾检测单元进一步包括安装在所述焊接室的所述内表面上的闭路电视即cctv。
4.根据权利要求1所述的电池焊接系统,进一步包括:
5.根据权利要求4所述的电池焊接系统,其中所述灭火材料储存罐包括:
6.根据权利要求5所述的电池焊接系统,其中所述罐部通过至少一个支撑弹簧安装在所述基部的上表面。
7.根据权利要求5所述的电池焊接系统,其中所述罐部包括:
8.根据权利要求7所述的电池焊接系统,其中所述罐部进一步包括安装在所述罐主体中并连接到所述一对罐盖的复位弹簧。
9.根据权利要求4所述的电池焊接系统,其中:
10.根据权利要求1所述的电池焊接系统,进一步包括控制器,所述控制器被配置为在所述火灾检测单元确定所述电池部件发生火灾时向所述焊接单元和所述部件卸载模块施加控制信号。
11.根据权利要求10所述的电池焊接系统,其中:
12.根据权利要求11所述的电池焊接系统,其中所述部件卸载模块被构造为在所述预定的部件卸载位置处夹持所述发生火灾的电池部件,将所述发生火灾的电池部件传送到灭火材料储存罐,并将所述发生火灾的电池部件放入所述灭火材料储存罐的内部。
13.根据权利要求10所述的电池焊接系统,其中所述控制器被配置为在通过操纵火灾按钮判断所述电池部件中发生火灾时,向所述焊接单元和所述部件卸载模块施加所述控制信号。
14.根据权利要求10所述的电池焊接系统,进一步包括灭火气囊模块,所述灭火气囊模块安装在所述部件卸载模块中并被构造为从所述控制器接收所述控制信号并展开气囊。
15.根据权利要求1所述的电池焊接系统,其中所述火灾检测单元安装在所述焊接室中。
16.根据权利要求1所述的电池焊接系统,其中所述焊接单元包括:
17.根据权利要求16所述的电池焊接系统,其中:
18.根据权利要求16所述的电池焊接系统,其中:
19.根据权利要求16所述的电池焊接系统,其中所述辅助传送带设置在所述焊接室的内部,数量至少为两个。
20.一种用于组装电动车辆的电池组的系统,包括根据权利要求1所述的电池焊接系统。
技术总结一种电池焊接系统包括:焊接室;焊接单元,安装在焊接室的内部并被构造为焊接沿预定传送路径传送的电池部件;部件装载模块和部件卸载模块,均安装在焊接室的内部并被构造为分别在传送路径的预定的部件装载位置和部件卸载位置处装载和卸载电池部件;以及火灾检测单元,安装在焊接室中并被配置为检测电池部件中发生的火灾。技术研发人员:朴钟珉,金重杓,千硕贤,裵峻爀受保护的技术使用者:现代自动车株式会社技术研发日:技术公布日:2024/11/14本文地址:https://www.jishuxx.com/zhuanli/20241118/329706.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表